ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЭЛЕКТРОШЛАКОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
ГОСТ 15164-78
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ЭЛЕКТРОШЛАКОВАЯ СВАРКА. Основные типы, конструктивные элементы и размеры Electroslag welding. Welded joints. |
ГОСТ 15164-78 Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 28 июля 1978 г. № 2036 срок введения установлен
с 01.01.80
Проверен в 1983 г. Постановлением Госстандарта от 14.11.83 № 5365 срок действия продлен
до 01.01.90
Изменение № 1 ГОСТ 15164-78 э лектрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 05.06.89 № 1424
Дата введения 01.01.90
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей. Стандарт не устанавливает размер зазора между свариваемыми деталями перед сваркой.
Стандарт не распространяется на сварные соединения из коррозионно-стойких сталей.
(Измененная редакция, Изм. № 1).
2. В стандарте приняты следующие обозначения способов электрошлаковой сварки:
ШЭ - проволочным электродом;
ШМ - плавящимся мундштуком;
ШП - электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства.
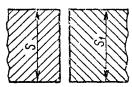
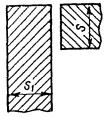
Для конструктивных элементов сварных соединений приняты следующие обозначения:
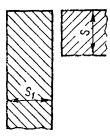
S , S 1 - толщина свариваемых деталей;
l - длина шва;
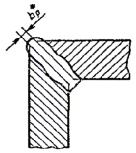
L - расстояние от торца полки тавра до верхней поверхности ребра;
b - ширина разделки кромок;
g - высота выпуклости сварного шва;
т - ширина остающейся подкладки;
n - высота остающейся подкладки;
d п - толщина электрода, сечение которого соответствует по форме поперечному сечению сварочного пространства;
d м - толщина плавящегося мундштука (большая из толщин пластины или канала);
b р - расчетный зазор – условный зазор между двумя собранными под электрошлаковую сварку деталями без учета сближения или расхождения свариваемых деталей при усадке сварного шва, на основании которого рассчитывают размеры свариваемых деталей.
(Измененная редакция, Изм. № 1).
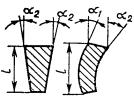
Черт. 1
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Таблица 1
|
Тип соединения |
Форма подготовленных кромок и характер выполненного шва |
Форма поперечного сечения |
S ; S 1 |
Условное обозначение сварного соединения |
|||
|
подготовленных кромок |
выполненного шва |
шэ |
ШМ |
ШП |
|||
|
Стыковое |
Без скоса кромок |
|
|
30-450 |
Св. 30 |
30-800 |
С1 |
|
Без скоса кромок на остающейся подкладке |
|
|
30-450 |
Св. 30 |
30-800 |
С2 |
|
|
С криволинейным скосом двух кромок |
|
|
30-200 |
30-200 |
- |
С3 |
|
|
Угловое |
Без скоса кромок; с нормальной галтелью |
|
|
30-450 |
Св. 30 |
- |
У1 |
|
Со скосом двух кромок |
|
|
30-300 |
Св. 30 |
- |
У2 |
|
|
Без скоса кромок на оставшейся подкладке |
|
|
30-450 |
Св. 30 |
30-800 |
У3 |
|
|
Без скоса кромок; с увеличенной галтелью |
|
|
30-450 |
Св. 30 |
- |
У4 |
|
|
Тавровое |
Без скоса кромок; с нормальной галтелью |
|
|
30-450 |
Св. 30 |
- |
Т1 |
|
Без скоса кромок; с увеличенной галтелью |
|
|
30-450 |
Св. 30 |
- |
Т2 |
|
|
Без скоса кромок; на остающейся подкладке |
|
|
30-450 |
Св. 30 |
- |
Т3 |
|
















(Измененная редакция, Изм. № 1).
4. Конструктивные элементы продольных сечений швов должны соответствовать указанным в табл. 2.
Таблица 2
|
Способ сварки |
Конфигурация выполненного шва |
Форма продольного сечения |
а1 |
а2 |
l , мм, не более |
|
не более |
|||||
|
шэ |
Прямолинейный |
|
- |
- |
10000 |
|
шм |
5000 |
||||
|
шп |
1500 |
||||
|
шэ |
Кольцевой |
|
- |
- |
10000 |
|
ШЭ |
Переменного сечения |
|
35° |
20° |
10000 |
|
ШМ |
5000 |
||||
|
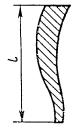
ШМ |
Переменной кривизны |
|
- |
- |
5000 |


(Измененная редакция, Изм. № 1).
Примечание . Сварные соединения переменного сечения и переменной кривизны допускается сваривать с выравниванием до прямоугольника.
(Измененная редакция, Изм. № 1).
5. Конструктивные элементы сварных соединений, их размеры и предельные отклонения должны соответствовать указанным в табл. 3- 12.
6. Допускается увеличить высоту выпуклости сварных швов для соединений, выпуклости которых снимают при механической обработке изделия.
(Измененная редакция, Изм. № 1).
Пункт 7 исключен. (Измененная редакция, Изм. № 1).
8. Допускается выступание поверхности шва между основанием выпуклости шва и границей провара (поверхность А) над поверхностью основного металла до 2 мм (черт. 2).
(Измененная редакция, Изм. № 1).
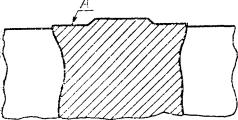
Черт. 2
9. В соединениях С2, У3, Т3 остающуюся подкладку после сварки рекомендуется удалять.
Пункты 10, 11 исключены. (Измененная редакция, Изм. № 1).
Таблица 3
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S =S1 |
bp |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||
|
С1 |
|
|
шэ |
От 30 до 80 |
25 |
3 |
+2 -3 |
|
Св. 80 до 450 |
28 |
||||||
|
шм |
Св. 30 |
20 ± d м |
5 |
±2 |
|||
|
шп |
От 30 до 800 |
20 + d п + 0,005 l |
10 |
±2 |
|||
(Измененная редакция, Изм. № 1).
____________
* Размер для справок.
Таблица 4
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S = S1 |
bp |
g |
m , не менее |
n , не менее |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||||
|
C2 |
|
|
ШЭ |
От 16 до 30 |
22 |
3 |
+2 -3 |
60 |
40 |
|
Св. 30 до 80 |
25 |
||||||||
|
Св. 80 до 450 |
28 |
80 |
60 |
||||||
|
шм |
Св. 30 |
20 + d м |
5 |
±2 |
|||||
|
шп |
От 30 до 800 |
20 + d п + 0,005 l |
10 |
±2 |
|||||
(Измененная редакция, Изм. № 1).
__________
* Размер для справок.
Таблица 5
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S = S1 |
bp |
b (пред. откл. +5) |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||||
|
С3 |
|
|
шэ |
От 30 до 200 |
28 |
14 |
3 |
+2 -3 |
|
шм |
От 30 до 200 |
20 + d м |
20 + d м 2 |
5 |
±2 |
|||
(Измененная редакция, Изм. № 1).
___________
* Размер для справок.
Таблица 6
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S |
S1 , не менее |
b р |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||||
|
У1 |
|
|
ШЭ |
От 30 до 80 |
S |
25 |
3 |
+2 -3 |
|
Св. 80 до 450 |
80 |
28 |
||||||
|
шм |
От 30 до 80 |
S |
20 + d м |
5 |
±2 |
|||
|
Св. 80 |
80 |
|||||||
(Измененная редакция, Изм. № 1).
__________
* Размер для справок.
Таблица 7
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S =S1 |
bp |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||
|
У2 |
|
|
шэ |
От 30 до 300 |
28 |
|
шм |
Св. 30 |
20 + d м |
|||
(Измененная редакция, Изм. № 1).
__________
* Размер для справок.
Примечание . Соединение следует применять при нагружениях, создающих опасность расслоения свариваемых кромок.
Таблица 8
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S |
S 1 , не менее |
bp |
g |
m , не менее |
n , не менее |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
|||||||
|
У3 |
|
|
шэ |
От 30 до 80 |
S |
25 |
3 |
+2 -3 |
60 |
40 |
|
Св. 80 до 450 |
80 |
28 |
80 |
60 |
||||||
|
шм |
Св. 30 до 80 |
S |
20 + d м |
5 |
±2 |
|||||
|
Св. 80 |
80 |
|||||||||
|
шп |
От 30 до 80 |
1,5 S |
20 + d п + 0,005l |
10 |
±2 |
|||||
|
Св. 80 до 800 |
120 |
|||||||||

(Измененная редакция, Изм. № 1).
__________
* Размер для справок.
Таблица 9
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S |
S 1 , не менее |
bp |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного ища |
Номин. |
Пред. откд. |
|||||
|
У4 |
|
|
шэ |
От 30 до 80 |
S |
25 |
3 |
+2 -3 |
|
Св. 80 до 450 |
80 |
28 |
||||||
|
шм |
От 30 до 80 |
S |
20 + d м |
5 |
±2 |
|||
|
Св. 80 |
80 |
|||||||
(Измененная редакция, Изм. № 1).
__________
* Размер для справок.
Таблица 10
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S |
S 1 , не менее |
bp |
L1 |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||||
|
Т1 |
|
|
ШЭ |
От 30 до 80 |
S |
25 |
Не более 450 |
|
Св. 80 до 250 |
80 |
28 |
|||||
|
шм |
От 30 до 80 |
S |
20 + d м |
Без ограничения |
|||
|
Св. 80 |
80 |
||||||
(Измененная редакция, Изм. № 1).
__________
* Размер для справок.
Таблица 11
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S |
S 1 , не менее |
bp |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||
|
Т2 |
|
|
ШЭ |
От 30 до 80 |
S |
25 |
|
Св. 80 до 450 |
80 |
28 |
||||
|
ШМ |
От 30 до 80 |
S |
20 + d м |
|||
|
Св. 80 |
80 |
|||||
(Измененная редакция, Изм. № 1).
__________
* Размер для справок.
Таблица 12
мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
S |
S 1 , не менее |
bp |
m , не менее |
n , не менее |
L |
|
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
||||||||
|
Т3 |
|
|
ШЭ |
От 30 до 80 |
S |
25 |
80 |
60 |
Не более 250 |
|
|
Св. 80 до 450 |
80 |
28 |
|
|||||||
|
ШМ |
От 30 до 80 |
S |
20 + d м |
Без ограничения |
|
|||||
|
Св. 80 |
80 |
|
||||||||
(Измененная редакция, Изм. № 1).
__________
* Размер для справок.
12. Точность размеров свариваемых деталей изделия в зависимости от заданных, а также конструкция и размеры рабочей части формирующих устройств приведены в рекомендуемом приложении.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Рабочая поверхность формирующих устройств приведена на чертеже:
(Измененная редакция, Изм. № 1).
а - жесткое формирующее устройство с противоподрезной канав кой; б - эластичное (шарнирное) формирующее устройство с противоподрезной канавкой; в - жесткое формирующее устройство для увеличенной выпуклости шва; г - медная водоохлаждаемая накладка с канавкой под выпуклость шва, выполненной штамповкой; д - жесткое формирующее устройство для углового шва.
Примечание : Угол a - от 45° до 60°.
(Измененная редакция, Изм. № 1).
2. Точность размеров свариваемых деталей изделий, собираемых на привариваемых пластинах или скобах, приведена в табл. 1.
(Измененная редакция, Изм. № 1).
Таблица 1
мм
|
Заданное отклонение размера изделия |
± 4 |
±6 |
±8 |
±10 |
|
Допуски на размер свариваемой детали |
+1 -3 |
+1 -7 |
+2 -10 |
+2 -15 |
(Измененная редакция, Изм. № 1).
3. Точность размеров свариваемых деталей изделий при сварке с дозированным противодействием, собираемых по контрольным точкам с компенсацией отклонений размеров деталей за счет изменения зазоров, приведена в табл. 2.
(Измененная редакция, Изм. № 1).
Таблица 2
мм
|
Заданное отклонение размера изделия |
±0,5 |
±1 |
±2 |
Более ±2 |
|
Допуски на размер свариваемой детали |
+1 -3 |
+1 -7 |
+2 -10 |
+2 -15 |
(Измененная редакция, Изм. № 1).