ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные злементы и размеры

ГОСУ ДА РСТВЕННЫЙ СТАНДА РТ СОЮЗА ССР
СВАРК А
ДУГОВАЯ.
СОЕ ДИНЕНИЯ СВАРНЫЕ
ТРУБОПРОВОДОВ ИЗ МЕДИ
И МЕДНО-НИК ЕЛЕВОГО СПЛАВА
ОСНОВНЫЕ ТИПЫ,
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕР Ы
ГОСТ 16038-80
ГОСУДАРСТВЕННЫЙ КОМИТ Е Т СССР ПО СТАН ДАРТА М
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СВАРК А
ДУГОВАЯ. СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элемен т ы и размеры Arc w elding. Welded joints in pipelines of copper and copper-nickel alloy. Main types, design element s and dimensions |
ГОСТ Взамен |
Пос т ановлением Государствен ного комитета СССР по стандартам от 24 апреля 19 80 г. № 1877 срок действи я установлен
с 01.07.81
до 01.07.91
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт устанавливает основные типы, конструкт и вные элементы и размеры сварных соединений труб с трубами из меди марок М1р, М2р, М3р по ГОСТ 859-78 и медно-ни келевого сплава марки МНЖ 5-1 по ГОСТ 492-73, с фланцами из латуни марки Л90 по ГОСТ 15527-70 и со штуцерами и ниппелями из бронзы марок БрАМц 9-2 по ГОСТ 18175-78 или БрАЖ НМ ц 9-4-4-1 .
Стандарт не распространяется на сварные соединения, применяемые для и зготовления самих труб из листового или полосового материала.
Требован и я настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 1).
2. В стандарте приняты следующие обозначения способов дуговой сварки:
ЗП - в защитном газе плавящимся электродом;
ЗН - в защитном газе неплавящимся электродом;
З Н /ЗП - в защитном газе комбинированная, при которой для первого прохода применяется ЗН, для последующих - ЗП;
Р - ручная.
Для конструктивных э лементов труб, арматуры и сварных соединений приняты следующие обозначения:
S - толщина стенки трубы;
S 1 - толщина стенк и при вариваемой детали;
δ - толщина подкладного кольца;
т - ширина подкладного кольца;
b - зазор между кромками свариваемых деталей после прихватки;
D н - наружный диаметр трубы;
D вн - номинальный внутренний диаметр трубы;
d вн - номинальный внутренний диаметр привариваемой детали;
d н - наружный диаметр ответвитель ны х штуцеров и при вары шей;
D р - диаметр раздачи трубы;
B - ширина нахлестки;
l - длина муфты;
g - выпуклость сварного шва ;
g 1 - выпуклость свар н ого шв а со стороны п оло сти и трубы при одн осторонн ей сварке ;
е - ширина шва;
h - вогнутость корня шва;
f - фаска фланца;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
а - толщина шва.
(Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 - 27.
Для угловых швов в таблицах приведен расчетный катет.
Табл и ца 1
|
Тип соед и нения |
Форма подготовленных кромок |
Характер сварного шва |
Фор м а поперечного сечения |
Матер и ал свариваемых деталей |
Толщ ин а стенки и минимальный диам етр трубы, мм, для способов сварки |
Условное обозначение соединен и я |
||||
|
подготовленных кромок |
сварного шва |
ЗП |
ЗН |
ЗН/ЗП |
Р |
|||||
|
Стыковое соединение трубы с трубой и ли арматурой |
Без скоса кромок |
Односторонний |
|
|
Медь |
- |
1,0 -1 ,5 14 |
- |
- |
С2 |
|
М едно-ник елевы й сплав |
1,0 -1 ,5 6 |
|||||||||
|
Односторонний на съемной подкладке |
|
|
Медь |
2,5 -3 ,0 45 |
2,0 -3 ,0 14 |
2,0 -4 ,0 45 |
С4 |
|||
|
М едн о-ни келевы й сплав |
2,0 -5 ,0 45 |
2,0 -5 ,0 14 |
2,0 -5 ,0 45 |
|||||||
|
Односторонний на остающейся цилиндрической подкладке |
|
|
Медь |
2,5 -3 ,0 45 |
2,0 -3 ,0 45 |
2,0 -4 ,0 45 |
С5 |
|||
|
Мед н о-н ик елевый сплав |
2,0 -5 ,0 45 |
2,0 -5 ,0 45 |
||||||||
|
Со скосом кромок |
Односторонний |
|
|
Медь, м едно-ник елевы й сплав |
- |
1,5 -1 0,0 14 |
4,0 -1 0,0 45 |
- |
С17 |
|
|
|
|
Медь |
4,0 -1 0, 0 45 |
3,0 -5 ,0 14 |
4,0 -1 0,0 45 |
4,0 -5 ,0 45 |
C 18 |
|||
|
Односторонний на съемной подкладке |
М едно-ни келевый сплав |
4,0 -1 5,0 45 |
3,0 -1 0,0 14 |
|||||||
|
Медь или мед н о-ник елевый сплав с бронзой |
- |
2,0 -6 ,0 14 |
- |
- |
||||||
|
Стыковое сое ди нение трубы с трубой или арматурой |
Со скосом кромок |
Односторонн и й на цилиндрической остающейся подкладке |
|
|
Медь |
4,0 -1 0,0 45 |
3,0 -5 ,0 45 |
4,0 -1 0,0 45 |
4,0-5,0 45 |
С19 |
|
М едн о-ник ел евы й сплав |
4,0 -1 5,0 45 |
3,0 -1 0,0 45 |
4,0 -1 5,0 45 |
|||||||
|
С кр и воли нейным скосом к ромо к |
Односторонний |
|
|
Медь, мед н о-никелевы й сплав |
- |
3,0 -1 0,0 22 |
4,0 -1 0,0 45 |
- |
С47 |
|
|
Без скоса кромок с раздач е й |
Односторонний на остающейся цилиндрической подкладке |
|
|
Медь |
2,5 -3 ,0 45 |
2,0 -3 ,0 14 |
- |
2,5 -4 ,0 45 |
С57 |
|
|
Мед н о-ник елевы й сплав |
2,0 -5 ,0 45 |
2,0 -5 ,0 14 |
2,0 -5 ,0 45 |
|||||||
|
Со скосом и раздачей кромок |
Од н осторон ний на остающейся цилиндрической подкладке |
|
|
Медь |
4,0 -1 5,0 45 |
3,0 -5 ,0 14 |
4,0 -1 5,0 45 |
4,0 -5 ,0 45 |
С58 |
|
|
Мед н о-ник елевый сплав |
3,0 -1 0,0 20 |
|||||||||
|
Односторонний на остающейся ко ни ческой подкладке |
|
|
Медь, медно-никелевый сплав |
4,0 -1 0,0 45 |
2,0 -5 ,0 9 |
4,0 -1 0,0 45 |
- |
C 51 |
||
|
Стыковое соед и нение секторов колен (отводов) |
Без скоса кромок |
Односторонний |
|
|
Медь, м е дно -ник елевы й сплав |
- |
1,5 -3 ,0 любой |
- |
- |
С59 |
|
Односторонний на съемной подкладке |
|
|
Медь , медно-ни кел евы й сплав |
2, 0-5 ,0 45 |
2,0 -3 ,0 любой |
- |
2,0 -5 ,0 45 |
С60 |
||
|
Со скосом кромок |
Двусторонн и й |
|
|
Медь, м едно-ник елевый сплав |
4,0 -1 5,0 108 |
4,0 -5 ,0 108 |
4,0 -1 5,0 108 |
- |
C 54 |
|
|
Односторонний на съемной под к ладке |
|
|
Медь, ме д но-ник елевый сплав |
4,0 -1 5,0 45 |
3,0 -5 ,0 любой |
8,0 -1 5,0 80 |
- |
С55 |
||
|
Односторонний на остающейся подкладке |
|
|
Медь, мед н о-ник елевый сплав |
2,5-5,0 любой |
С61 |
|||||
|
Н ахл есточн ое соединение труб с раздачей одного конца трубы |
Без скоса кромок |
Односторонний |
|
|
Медь , медн о-никелевый сплав |
2,5 -1 5,0 45 |
1,0 -5 ,0 6 |
- |
2,5 -5 ,0 45 |
Н3 |
|
Нахлесточное соединение труб с муфтой |
Односторонний двойной |
|
|
Медь, медно-никелевый сплав |
2,5 -1 5,0 45 |
1,0 -5 ,0 6 |
- |
2,5 -5 ,0 45 |
Н 4 |
|
|
Нахлесточное соединение промежуточного штуцера ил и ниппеля с трубой |
Односторонний |
|
|
Медь или медно-никелевый сплав с бронзой |
2,0 -4 ,0 24 |
1,5 -4 ,0 6 |
- |
- |
Н1 |
|
|
Угловое соеди н ени е фланца или кольца с трубой |
Со скосом кромок |
Односторонний |
|
|
Медь или мед н о-нике левы й сплав с латунью |
2,0 -1 5,0 24 |
2,0 -5 ,0 24 |
- |
2,0 -5 ,0 45 |
У22 |
|
Со с к осом од ной кромки |
|
|
У23 |
|||||||
|
Со скосом кромок |
Двусторонний |
|
|
Медь или м едн о-ник елевы й сплав с латунью |
2,0 - 15,0 90 |
У7 |
||||
|
|
|
Медь или м едно-ник еле вый сплав с латунью |
6,0 -1 5,0 32 |
- |
- |
У24 |
||||
|
Угловое соединение отростка, ответвительного штуцера или
пр ив арыш а с трубой при отношении |
Без скоса кромок |
Односторонний |
|
|
М е дь, медн о-ник елевы й сплав |
2 , 5-5 ,0 24 |
1,0 -5 ,0 9 |
- |
2,0 -5 ,0 38 |
У17 |
|
Без скоса кромок |
Односто р онний |
|
|
Медь или медно- ни келевый сплав с бронзой |
2,5 -1 5,0 не менее 20 |
1,5 -5 ,0 не менее 12 |
- |
2,5 -5 ,0 не ме н ее 20 |
У1 7 |
|
|
Угловое соед и нени е отростка, ответви тельного штуцера или при вары ша с трубой при
отношени и |
Без скоса кромок |
Односторонний |
|
|
Медь , м едн о-ник елевый сплав |
2,5 -5 ,0 55 |
1,0 -5 ,0 9 |
- |
2,5 -5 ,0 38 |
У18 |
|
|
|
Медь или медно-н и келевы й сплав с бронзой |
2,5 -1 5,0 не менее 20 |
1,5 -5 ,0 не менее 12 |
2 , 5-5 ,0 н е менее 20 |
|||||
|
Со с к осом одной кромки |
|
|
Медь, медно-ни к елевый сплав |
6,0 -1 5,0 55 |
- |
6 , 0-1 5,0 55 |
- |
У19 |
||
|
|
|
|||||||||
|
Угловое соед и нение отростка с трубой равн ых размеров |
Без скоса кромок |
Односторонний |
|
|
Медь |
2,5 -4 ,0 105 |
- |
2, 5-4 ,0 105 |
У16 |
|
|
|
|
|||||||||


































П риме чания :
1. В графе «Толщина стенк и и минимальный наружный диаметр трубы для способов сварки» приведены: в чи слителе предельные толщины стенок труб, за исключен ием соединений отростков, для которых приведены толщины стенок отростков; в знаменателе минимальные н аружные ди аме тры труб за исключением соединений отростков, ответви тельны х штуцеров и привары шей, для которых приведены их минимальные ди аметры.
2. Значения предельных толщин и минимальных наруж н ых ди аметров для медн ых труб приведены по ГОСТ 617-7 2, для м едн о- никелевых труб - по ГОСТ 17217-79.
(Измененная редакция, Изм. № 1).
Таблица 2
Размеры , мм
|
Условное обозначение сварного соединения |
Конструкти в ные элементы |
Способ сварки |
Материал свариваемых деталей |
s = s 1 |
|
|
подготовленных кромок сваривае м ых деталей |
с в арного шва |
||||
|
С2 |
|
|
ЗН |
Медь, мед н о-ник елевый сплав |
1,0 -1 ,5 |
Таблица 3
Размеры , мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
Материа л свариваемых деталей |
s = s1 |
b ( пред . от к л . + 1 ) |
е (пред. откл. ±1) |
g (пред. от кл. +1,0 -0,5) |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||||
|
С4 |
|
|
ЗН |
Медь |
2,0 |
0 |
4 |
1,0 |
|
ЗП; ЗН; Р |
Медно-н и келевы й сплав |
|||||||
|
ЗП |
Медь, медно-н и келевы й сплав |
2,5 -3 ,0 |
1 |
7 |
||||
|
ЗН |
5 |
|||||||
|
Р |
7 |
|||||||
|
Медь |
3,5 -4 ,0 |
2 |
9 |
1,5 |
||||
|
ЗП |
Мед н о-никелевы й сплав |
3,5-5,0 |
||||||
|
ЗН |
5 |
|||||||
|
Р |
9 |
|||||||
Примеча ние . При толщине s более 3 мм сварное соед ин ени е при меняе тся в тех случаях, когда в корне шва допускается непровар.
Таблица 4
Размеры , мм
|
Условное обозначе н ие сварного соединения |
Конструктивные элем е нты |
Способ сварки |
Материал свар ив аемых де талей |
s = s1 |
b ( пред . от к л . + 1 ) |
е (пред. откл. ±1) |
g (пред. от кл. +1,0 -0,5) |
|
|
|
подгото в ленных кромок сваривае мых деталей |
сварного шва |
|
|||||||
|
С5 |
|
|
ЗН |
Медь |
2 ,0 |
0 |
5 |
1,0 |
|
|
Ме дно-никелевый |
|||||||||
|
ЗП; Р |
|
||||||||
|
ЗП |
Медь, ме дно-никелевый сплав |
2,5-3,0 |
2 |
8 |
|
||||
|
ЗН |
6 |
|
|||||||
|
Р |
8 |
|
|||||||
|
Медь |
3,5-4,0 |
3 |
10 |
1,5 |
|
||||
|
ЗП |
Медно-ни к елевы й сплав |
3,5-5,0 |
|
||||||
|
ЗН |
6 |
|
|||||||
|
Р |
10 |
|
|||||||
Примеча ние . При толщине s более 3 мм сварное соед ин ени е при меняе тся в тех случаях, когда в корне шва допускается непровар.
Таблица 5
Размеры , мм
|
Усло в ное обозначени е сварного соединения |
Конструктивн ые эле мент ы |
Способ сварки |
Материал свариваемых деталей |
s = s1 |
b |
e |
g |
g 1 |
h |
||||
|
подготовленных кромок сварив ае мых деталей |
сварного шва |
Номи н. |
Пред. откл. |
Номи н. |
Пред. откл. |
Номи н. |
Пред. откл. |
Не более |
|||||
|
С17 |
|
|
ЗН |
Медь, мед н о-н икелевы й сплав |
1,5-2,5 |
0 |
+0 , 3 |
4 |
+2 -1 |
1,0 |
+1,0 -0,5 |
1,0 |
0 , 5 |
|
2,5 -3, 5 |
+0,5 |
6 |
1,5 |
||||||||||
|
ЗН/ЗП; ЗН |
4,0 -4 ,5 |
7 |
+2 |
1,5 |
±0,5 |
0,8 |
|||||||
|
5,0 -5 ,5 |
8 |
||||||||||||
|
6,0 |
+1 ,0 |
9 |
2,0 |
||||||||||
|
7,0 -7 ,5 |
10 |
1,0 |
|||||||||||
|
8,0 |
11 |
||||||||||||
|
10,0 |
14 |
||||||||||||
Таблица 6
Размеры , мм
|
Условное обозн ач ени е сварного соеди нения |
Конструктивные элементы |
Способ сварки |
Материал с в ари ваем ых детале й |
s = s1 |
b |
e |
g |
||||
|
подготовлен ны х кромок свариваемых деталей |
сварного шва |
Номи н. |
Пред. откл. |
Номи н. |
Пред. откл. |
Номи н. |
Пред. откл. |
||||
|
С18 |
|
|
ЗН |
Медь, медно-ни к елевы й сплав |
3, 0-3 ,5 |
1 |
+1,0 |
7 |
+2 |
1,5 |
±1,0 |
|
ЗП; ЗН / ЗП |
4,0-5,0 |
2 |
9 |
+4 |
|||||||
|
ЗН |
1 |
+2 |
|||||||||
|
Р |
2 |
+4 |
|||||||||
|
ЗП; ЗН/ЗП |
Медь, м едно -ни келевы й сплав |
5,5-7,5 |
3 |
12 |
+3 |
2,0 |
|||||
|
ЗН |
2 |
11 |
+2 |
1,5 |
|||||||
|
ЗП; ЗН/ ЗП |
Медь, медно-ни к елевы й сплав |
8,0-1 0,0 |
3 |
17 |
+3 |
3 ,0 |
|||||
|
ЗН |
2 |
13 |
+4 |
||||||||
|
ЗП |
15,0 |
3 |
23 |
+3 |
|||||||
|
ЗН |
Медь, медно-никелев ы й сплав с бронзой |
2,0-4,5 |
0 |
+0,3 |
6 |
+2 |
1,0 |
±0,5 |
|||
|
|
5,0-6 ,0 |
8 |
|||||||||
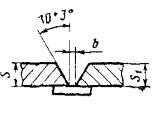
Таблица 7
Размеры , мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s = s1 |
b |
e |
g (пред. откл. ±1) |
|
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номи н. |
Пред. откл. |
Номи н. |
Пред. откл. |
|
|||||
|
С19 |
|
|
ЗН |
Медь, медно-н ик елевы й сплав |
3,0 -3 ,5 |
1 |
+1 |
7 |
+2 |
1, 5 |
|
|
4 , 0-5,0 |
2 |
10 |
|
||||||||
|
ЗП; З Н/ ЗП; Р |
3 |
+4 |
|
||||||||
|
ЗП; З Н/ЗП |
Медь |
5,5-7,5 |
+2 |
12 |
2,0 |
|
|||||
|
Медно-никелев ы й сплав |
|||||||||||
|
ЗН |
2 |
+1 |
11 |
+2 |
1,5 |
|
|||||
|
ЗП; З Н/ЗП |
Медь |
8,0 -1 0,0 |
3 |
+2 |
17 |
+4 |
3 , 0 |
|
|||
|
Медн о- никелевый сплав |
|||||||||||
|
ЗН |
+1 |
14 |
|
||||||||
|
ЗП; ЗН/ЗП |
15,0 |
+2 |
23 |
+5 |
|
||||||
Таблица 8
Размеры , мм
|
Условное обо з начение сварного соеди нени я |
Конструктивн ы е элементы |
Способ сварки |
Материал свариваемы х деталей |
s = s 1 |
е (пред. от кл. ±2) |
g (пред. откл. ±0,5) |
h , не более |
|
|
подготовленных кро м ок свариваемых деталей |
сварного шва |
|||||||
|
С47 |
|
|
ЗН |
Медь, мед н о-ник елевы й сплав |
3,0 -3 ,5 |
6 |
1,0 |
0,4 |
|
З Н ; ЗН /ЗП |
4,0 -4 ,5 |
8 |
1,5 |
|||||
|
5,0-5,5 |
9 |
0,8 |
||||||
|
6,0 -7 ,5 |
11 |
2 , 0 |
||||||
|
8,0 -1 0,0 |
15 |
3,0 |
||||||
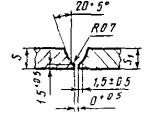
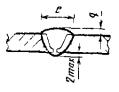
Таблица 9
Размеры , мм
|
Условное обозначение сварного с оединения |
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s = s1 |
b ( пред . от кл . +1) |
e (пред. откл. ±1) |
g (пред. откл. +1,0 -0,5 |
|
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
|||||||
|
С57 |
|
|
ЗН |
Медь |
2,0 |
0 |
5 |
1,0 |
|
|
Медно-никелев ы й сплав |
|||||||||
|
ЗП ; Р |
|
||||||||
|
ЗП |
Медь, медно-никелев ы й сплав |
2,5 -3 ,0 |
2 |
8 |
|
||||
|
ЗН |
6 |
||||||||
|
Р |
8 |
|
|||||||
|
Медь |
3,5 -4 ,0 |
3 |
10 |
1,5 |
|
||||
|
ЗП |
Мед н о-ник елевы й сплав |
3,5-5,0 |
|
||||||
|
ЗН |
6 |
||||||||
|
Р |
10 |
|
|||||||
* Размер для справок.
Примечание . При толщине s более 3 мм сварное соединение применяется в тех случаях, когда в корне шва допускается непровар.
Таблица 10
Размеры , мм
|
Усло в ное обоз на чени е сварного соединени я |
Конструкт и вные элементы |
Способ св а рки |
Материал свариваемых детале й |
s = s1 |
b |
e |
g (пред. откл. ±1) |
|
|||
|
подготовле н ных кромок свариваемых деталей |
сварного шва |
Номи н. |
Пред. откл. |
Номи н. |
Пред. откл. |
|
|||||
|
С58 |
|
|
ЗН |
Медь, м едно-ник ел ев ый сплав |
3,0 - 3,5 |
1 |
+1 |
7 |
+2 |
1,5 |
|
|
ЗП; З Н /ЗП Р |
4,0 - 5,0 |
2 |
10 |
|
|||||||
|
3 |
+3 |
||||||||||
|
ЗП; ЗН/ЗП |
Медь |
5,5-7,5 |
+2 |
12 |
2,0 |
|
|||||
|
Медно-никеле вы й сплав |
|||||||||||
|
ЗН |
|
||||||||||
|
ЗП; ЗН/ЗП |
Медь |
8,0 -1 0,0 |
17 |
+4 |
|
||||||
|
Медно-никелев ы й сплав |
|||||||||||
|
ЗН |
|
||||||||||
|
ЗП; ЗН/ЗП |
Медь, м едно-ник елевый сплав |
15,0 |
23 |
+5 |
3, 0 |
|
|||||

* Размер для справок.
Таблица 11
Размеры , мм
|
Усло в ное обоз на чени е сварного соединени я |
Конструкт и вные элементы |
Способ св а рки |
Материал свариваемых детале й |
s = s1 |
b ( пред . от кл . ±0,5) |
δ |
m |
e |
g (пред. от кл. + 1,0 -1,5) |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Номин. |
Пред. откл. |
||||||||
|
С51 |
|
|
ЗН |
Медь, медно-никеле в ый сплав |
2,0 |
2 |
2, 0 |
20 |
6 |
+ 2 |
1, 0 |
|
2,5 |
2, 5 |
21 |
|||||||||
|
3,0 -3 ,5 |
3 |
3,0 |
22 |
||||||||
|
ЗП; ЗН/ ЗП; ЗН |
4,0 -5 ,0 |
5, 0 |
25 |
9 |
+3 |
1,5 |
|||||
|
ЗП; ЗН /ЗП |
5,5 -7 ,5 |
12 |
|||||||||
|
8,0 |
14 |
||||||||||
|
10,0 |
16 |
||||||||||
* Размер для справок.
Таблица 12
Размеры , мм
|
Условное обозначен и е сварного соединения |
Ко н структивные элементы |
Способ сварки |
Материал свариваемых деталей |
s = s 1 |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||
|
С59 |
|
|
ЗН |
Медь, м едно-никелевы й сплав |
1,5 -3 ,0 |

Примечан ие . Допускается выполнение двухстороннего ш в а.
Таблица 13
Размеры , мм
|
Условное обозначение сварного соединен и я |
Конструктивные элементы |
Способ свар к и |
Материал свариваемых детале й |
s = s1 |
b ( пред . от кл . +1) |
e (пред. откл. ±1) |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||||
|
С60 |
|
|
ЗП |
Медь, медно-н и келевы й сплав |
2,0 -3 ,0 |
1 |
7 |
|
ЗН |
6 |
||||||
|
Р |
7 |
||||||
|
ЗП; Р |
3,5 -5 ,0 |
2 |
9 |
||||
Примечание . Пр и толщи не s более 3 мм сварное соед и не ни е применяется в тех случаях, когда в корне шва допускается непровар.
Таблица 14
Размеры , мм
|
Усло вн ое обозначе ни е сварн ого соединения |
Конструктивные элементы |
Способ сварки |
Материал с в ари ваемых деталей |
s = s1 |
e ( пред . откл . ±1) |
g |
||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Но мин. |
Пред. откл. |
|||||
|
С54 |
|
|
ЗН |
Медь, медн о -никелевы й сплав |
4,0 -5 ,0 |
8 |
2 |
±0 , 5 |
|
З Н/ ЗП ; ЗП |
5,5-7,5 |
10 |
||||||
|
8,0 -1 0,0 |
12 |
3 |
±1 , 0 |
|||||
|
15,0 |
18 |
4 |
||||||

Примечан ие . Вместо двустороннего ш ва может быть выполнен односторонний, при условии полного провара корня шва.
Таблица 15
Размеры , мм
|
Условное обозначение сварного соединения |
Конст р уктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s = s1 |
b ( пред . от кл . 1) |
e |
g |
|
|||
|
подготовленных кромок свариваемых деталей |
сварного шва |
Ном ин. |
Пред. откл. |
Номи н. |
Пред. откл. |
|
|||||
|
С55 |
|
|
ЗН |
Медь, медно-н и келевы й сплав |
3,0 -3 ,5 |
1 |
7 |
+2 |
2 |
±0,5 |
|
|
4,0-5,0 |
9 |
||||||||||
|
ЗП З П ; ЗН /ЗП |
2 |
+3 |
|
||||||||
|
5,5 -7 ,5 |
3 |
12 |
+4 |
3 |
±1,0 |
|
|||||
|
8,0 -1 0,0 |
17 |
|
|||||||||
|
15,0 |
23 |
4 |
|
||||||||
Таблица 16
Размеры , мм
|
Условное обозначение сварного соединения |
Конст р уктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s = s1 |
b |
e |
g |
|
||||
|
подготовленных кромок свари в аемы х деталей |
сварного шва |
Н омин. |
Пред. откл. |
Н омин. |
Пред. откл. |
Н омин. |
Пред. откл. |
|
||||
|
C 61 |
|
|
ЗН |
Медь, мед н о-ник елевы й сплав |
2,5 -3 ,0 |
1 |
+1 |
7 |
+2 |
2 |
±0,5 |
|
|
4 , 05,0 |
2 |
10 |
|
|||||||||
|
ЗП |
3 |
+4 |
||||||||||
|
5,5 -7 ,5 |
+2 |
12 |
3 |
±1,0 |
|
|||||||
|
ЗП; ЗН/ЗП |
8 ,0-1 0,0 |
17 |
|
|||||||||
|
15,0 |
23 |
+5 |
4 |
|
||||||||
Таблица 17
Размеры , мм
|
Условное обозначен и е сварного соединения |
Конструкт и вные элементы |
Способ с в арки |
Матер и ал свариваемых деталей |
s = s1 |
K |
B (пред. откл. ±5) |
|
|
|
подготовленных кромок свариваемых деталей |
свар н ого шва |
|
||||||
|
Н3 |
|
|
ЗН |
Медь, медно-никелев ы й сплав |
1,0 -2 ,5 |
s + 1 |
30 при ( D н до 32 включ.) 40 (при D н свыше 32 до 108 включ .) 50 (при D н свыше 108) |
|
|
ЗП; ЗН; Р |
2,5 -5 ,0 |
|||||||
|
ЗП |
5,5-15 , 0 |
|
||||||
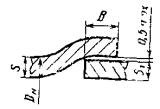
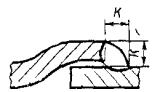
Таблица 18
Размеры , мм
|
Условное обо з начение сварного соединения |
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s |
K |
l (пред. откл. ±5) |
|
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
||||||
|
Н 4 |
|
|
ЗН |
Медь, мед н о-ник ел евый сплав |
1,0 -3 ,0 |
s +1 |
40 при ( D н до 32 включ.) 50 (при D н свыше 32 до 108 включ .) 60 (при D н свыше 108) |
|
|
ЗП; ЗН; Р |
2,5-5,0 |
|
||||||
|
|
||||||||
|
ЗП |
5,5-15,0 |
|
||||||
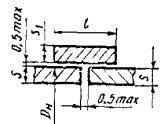
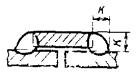
Таблица 19
Размеры , мм
|
Условное обозначение сварного соединен и я |
Конструктивные элементы |
Способ с в арки |
Материал свар и ваемых деталей |
s |
D н |
K (пред. откл. +2) |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
||||||
|
Н1 |
|
|
ЗН |
Медь или м едно-никелевый сплав с бронзой |
1,5- 1 ,0 |
6 -2 2 |
Толщина более тонкой детали |
|
ЗП; ЗН |
2,0 -4 ,0 |
2 4 -38 |
|||||
Примечан ие . Допускается применение штуцеров и ниппелей с фасками.
Таблица 20
Размеры , мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ с в арки |
Материал свариваемых деталей |
s |
b , не более |
K |
f |
|
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
|||||||
|
У22 |
|
|
ЗП; ЗН; Р |
Медь, медно-никелев ы й сплав с латунью |
2 -5 |
0,5 (при D н до 100 включ.) 1,0 (при D н свыше 100) |
1,3s |
K -2 |
|
|
ЗП |
5 -1 0 |
14 |
|
||||||
|
15 |
|
||||||||
Примечан ие . Трубу следует развальцевать по фаске фланца.
Таблица 21
Размеры , мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s |
b, не более |
K |
f |
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|||||||
|
У23 |
|
|
ЗП; ЗН; Р |
Медь или медно-никелев ы й сплав с латунью |
2,0 -5 ,0 |
0,5 (при D н до 100 включ.) 1,0 (при D н свыше 100) |
1,3s |
K -2 |
|
ЗП |
5,0 -1 0,0 |
|||||||
|
15,0 |
14 |
|||||||
Примечан ия :
1. Трубу следует развальцевать до устранения зазора.
2. Соединение рекомендуется для трубопроводов, транспортирующих агрессивную среду, склонную к образованию струевой коррозии.
Таблица 22
Размеры , мм
|
Условное обозначение сварного соединения |
Конструкт и вные элементы |
Способ сварки |
Материал свариваемых деталей |
s |
b, не более |
K |
K 1 |
f |
|
|
|
подготовленных кромок свариваемых деталей |
сварного шва |
|
||||||||
|
У7 |
|
|
ЗП; З Н; Р |
Медь или медно-никелев ы й сплав с латунью |
2,0 -5 ,0 |
0,5 (при D н до 100 включ.) 1,0 (при D н свыше 100) |
1,3s |
s -1 |
K -2 |
|
|
ЗП |
5,0-7,5 |
|
||||||||
|
8,0 -1 5,0 |
10 |
|||||||||
Таблица 23
Размеры , мм
|
Условное обозначение сварного соединения |
Ко н стру ктив ные элементы |
Способ сварки |
Материал свариваемых деталей |
s |
b, не более |
K |
f |
|
|
подготовленных кромок свариваемых деталей |
св арн ого шва |
|||||||
|
У24 |
|
|
ЗП |
Медь или м едно-никелевы й сплав с латунью |
6,0 -7 ,5 |
0,5 (при D н до 100 включ.) 1,0 (при D н свыше 100) |
1,3 s |
K - 2 |
|
8,0 -1 5,0 |
10 |
|||||||
Примечан ия :
1. Соединение рекомендуется для трубопроводов , транспортирующих агрессивную рабочую среду, склонную к образованию струев ой коррозии.
2. Шов с привалочной стороны фланца допускается выполнять способом сварки ЗН.
Таблица 24
Размеры , мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s 1 |
d н , не менее |
b , не более |
K |
|
|
подготовленных кромок с в ариваемых деталей |
сварного шва |
|||||||
|
У1 7 |
|
|
ЗН |
Медь, м едно-ник елевы й сплав |
1 , 0-2 ,0 |
- |
1,0 |
1,3 толщины более тонкой детали |
|
ЗП; ЗН Р |
2,5 -5 ,0 |
|||||||
|
ЗН |
Медь или медно-ни к елевый сплав с бронзой |
- |
12 |
0,5 |
||||
|
ЗП; ЗН; Р |
20 |
|||||||

Таблица 25
Размеры , мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s 1 |
d н , не менее |
b , не более |
K |
|
|
подготовленных кромок с в ариваемых деталей |
сварного шва |
|||||||
|
У18 |
|
|
ЗН |
Медь, медно-ни к елевы й сплав |
1,0 - 2,0 |
- |
1,0 |
1,3 толщины более тонкой детали |
|
ЗП ; ЗН; Р |
2,5-5,0 |
|||||||
|
ЗН |
Медь или медно-н и келевый сплав с бронзой |
- |
12 |
0, 5 |
||||
|
ЗП; ЗН; Р |
20 |
|||||||
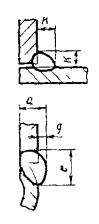
Таблица 26
Размеры , мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s |
e |
g |
|||
|
подготовленных кромок с в ариваемых деталей |
сварного шва |
Н ом ин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||
|
У 19 |
|
|
ЗП ЗН/ЗП |
Медь, медно никелевый сплав |
6,0-7,0 |
17 |
+2 |
9 |
+2 -0 ,5 |
|
7,5 - 10,0 |
20 |
|
|||||||
|
15,0 |
28 |
+3 |
3 |
+3,0 -0,5 |
|||||

Примечание . Допуск ается непровар и превыше ни е проплава величино й не более 1,5 мм су ммарной протя женностью до 20 % периметра сварного шва.
Таблица 27
Размеры , мм
|
Условное обозначение сварного соединения |
Конструктивные элементы |
Способ сварки |
Материал свариваемых деталей |
s = s1 |
e ( пред . о ткл . + 2) |
K (пр е д. откл. +1) |
|
|
подготовленных кромок свариваемых деталей |
сварного ш в а |
||||||
|
У16 |
|
|
ЗП; З Н ; Р |
Медь |
2 ,5-3,0 |
4 |
3 |
|
3,5 -4 ,0 |
6 |
4 |
|||||

5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Для сварных соединений, выполняемых с применением сварочных материалов по ГОСТ 1613 0-85 , величина условного давления допускается равной величине условного давлен ия, установленного для самих труб, за исключением случаев, когда в стыковых соединениях допускается непровар.
(Измененная редакция, Изм. № 1).
7. Смещение перед сваркой кромок стыковых соединений труб, свариваемых на весу, допускается до 20 % от толщины стенки трубы, но не более 0,3 мм по внутренней поверхности.
При сварке на остающихся или съемных подкладках или при двухсторонней сварке смещение кромок допускается до 1 мм.
8. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 28, должна производиться также , как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Табл и ца 28
мм
|
Толщина тонко й детали |
Разность толщины детале й |
|
До 2,5 |
0,5 |
|
Св. 2,5 до 4,0 |
1,0 |
|
Св. 4,0 |
2,0 |
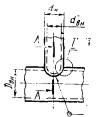
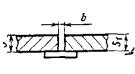
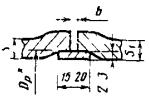
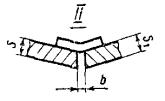
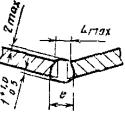
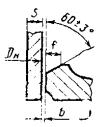
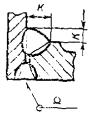
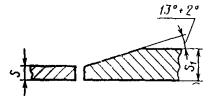
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
Черт. 1
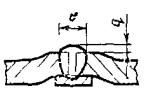
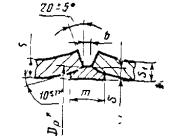
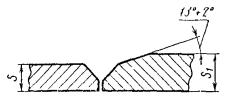
При разнице толщины свариваемых деталей свыше значений, указанных в табл. 28, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как у казан о на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Черт. 2
Черт. 3
9. Шероховатость обрабатываемых под сварку поверхностей - Rz , не более 80 мкм по ГОСТ 2789-73.
10. Остающиеся подкладки и муфты должны изготовлять из металла той же марки, что и изготовленные трубы.
11. Зазор между остающейся подкладкой и трубой для сварных соедин ений, контролируемых радиографическим методом, должен быть не более 0,2 мм, а для соединений, не контролируемых ради ографическим методом, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответстве н но.
12. Д и аметр раздачи трубы D p следует определять по фор му ле:
D р = D вн + 2δ
13. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 4 5° к оси трубы.
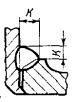
14. В соединениях У1 8 и У1 9 размеры « е» и « g » в сечении А-А должны устанавливаться при проектировании. При этом, размер « е » должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия на величину до 3 мм, а размер « а » должен быть не менее минимальной толщины стенки свариваемых деталей.
15. Предельные отклонения катетов углового шва K от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм - при K ≤ 5 мм;
+3 мм - при 5 м м < K ≤ 12 мм;
+5 мм - при K > 12 мм.
16. Допускается выпуклость углов о го шв а не более 2 мм при сварке в нижнем положени и и до 3 мм при сварке в други х п ростран ственн ых положени ях. Вогнутость углового шва до 30 % его катета, но не более 3 мм.
(Новая редакция, Изм. № 1).