ГОСТ 21210-75 Головки бурильные для керноприемных устройств. Типы и основные размеры
ГОСТ 21210-75
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОЛОВКИ
БУРИЛЬНЫЕ
ДЛЯ КЕРНОПРИЕМНЫХ УСТРОЙСТВ
ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ГОЛОВКИ БУРИЛЬНЫЕ ДЛЯ КЕРНОПРИЕМНЫХ УСТРОЙСТВ Типы и основные размеры Core bits for core barrels. Types and main dimensions |
ГОСТ |
Дата введения 01.07.76
1 . Настоящий стандарт распространяется на шарошечные и лопастные бурильные головки для бурения скважин с отбором керна керноприемными устройствами с несъемным керноприемником и со съемным керноприемником.
(Измененная редакция, Изм. № 1).
2 . Типы головок должны соответствовать указанным в табл. 1 .
Таблица 1
|
Тип |
Область применения |
Исполнение рабочей части головок |
|
М |
Бурение мягких пород |
Лопасти со вставными твердосплавными зубьями, с наплавкой твердого сплава или без наплавки |
|
МСЗ |
Бурение мягких пород с пропластками средней твердости |
Шарошки со вставными твердосплавными зубьями |
|
СЗ |
Бурение пород средней твердости |
|
|
СТ |
Бурение пород средней твердости с пропластками твердых |
Шарошки со вставными твердосплавными зубьями или с фрезерованными зубьями с наплавкой или без наплавки их твердым сплавом |
|
ТЗ |
Бурение твердых пород |
Шарошки со вставными твердосплавными зубьями |
|
ТКЗ |
Бурение твердых абразивных пород с пропластками крепких |
3 . Основные размеры бурильных головок для керноприемных устройств с несъемным керноприемником должны соответствовать указанным на черт. 1 и в табл. 2 .
Для D ³ 139,7 мм Для D £ 132 мм
* Размеры для справок.
Черт. 1
Примечание . Чертеж не определяет конструкцию головки.
Таблица 2
мм
|
D |
d |
L , не более |
Обозначение резьбы |
Профиль резьбы |
Конусность |
D 1 |
Средний диаметр резьбы в основной плоскости |
d 1 |
d 2 |
d 3 (пред. откл. ±0,5) |
d 4 (пред. откл. ±0,5) |
d 5 (пред. откл. -0,5) |
l |
l 1 (пред. откл. ±2) |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||||||||
|
76,0 |
+0,60 |
36 |
-0,60 |
110 |
66 |
- |
- |
73 |
-0,40 |
- |
66,000 |
- |
- |
51 |
64,0 |
- |
- |
|
93,0 |
+0,80 |
40 |
-0,80 |
120 |
81 |
89 |
-0,46 |
81,000 |
63 |
79,0 |
|||||||
|
112,0 |
44 |
140 |
101,5 |
108 |
101,500 |
75 |
99,5 |
||||||||||
|
132,0 |
60 |
150 |
118 |
127 |
-0,53 |
118,000 |
89 |
116,0 |
|||||||||
|
139,7 |
52 |
260 |
3-110 |
I |
1:8 |
125 |
+0,50 |
105,423 |
110,872 |
104,846 |
112,5 |
- |
- |
16,000 |
18 |
||
|
67 |
280 |
3-133 |
II |
1:6 |
146 |
128,059 |
134,261 |
128,071 |
134,9 |
15,875 |
16 |
||||||
|
142,9 |
52 |
260 |
3-110 |
I |
1:8 |
125 |
105,423 |
110,872 |
104,846 |
112,5 |
16,000 |
18 |
|||||
|
149,2 |
|||||||||||||||||
|
158,7 |
67 |
280 |
3-133 |
II |
1:6 |
146 |
128,059 |
134,261 |
128,071 |
134,9 |
15,875 |
16 |
|||||
|
165,1 |
|||||||||||||||||
|
171,4 |
|||||||||||||||||
|
187,3 |
80 |
300 |
3-150 |
I |
1:8 |
167 |
145,423 |
150,872 |
144,846 |
152,5 |
16,000 |
18 |
|||||
|
100 |
3-161 |
II |
1:6 |
175 |
155,981 |
163,800 |
155,334 |
- |
15,875 |
16 |
|||||||
|
190,5 |
80 |
3-150 |
I |
1:8 |
167 |
145,423 |
150,872 |
144,846 |
152,5 |
16,000 |
18 |
||||||
|
100 |
3-161 |
II |
1:6 |
175 |
155,981 |
163,800 |
155,334 |
- |
15,875 |
16 |
|||||||
|
196,9 |
80 |
3-150 |
I |
1:8 |
167 |
145,423 |
150,872 |
144,846 |
152,5 |
16,000 |
18 |
||||||
|
100 |
3-161 |
II |
1:6 |
175 |
155,981 |
163,800 |
155,334 |
- |
15,875 |
16 |
|||||||
|
212,7 |
80 |
320 |
3-150 |
I |
1:8 |
167 |
145,423 |
150,872 |
144,846 |
152,5 |
16,000 |
18 |
|||||
|
100 |
3-161 |
II |
1:6 |
175 |
155,981 |
163,800 |
155,334 |
- |
15,875 |
16 |
|||||||
|
215,9 |
80 |
3-150 |
I |
1:8 |
167 |
145,423 |
150,872 |
144,846 |
152,5 |
16,000 |
18 |
||||||
|
100 |
3-161 |
II |
1:6 |
175 |
155,981 |
163,800 |
155,334 |
- |
15,875 |
16 |
|||||||
|
222,3 |
80 |
3-150 |
I |
1:8 |
167 |
115,423 |
150,872 |
144,846 |
152,5 |
16,000 |
18 |
||||||
|
100 |
3-161 |
II |
1:6 |
175 |
155,981 |
163,800 |
155,334 |
- |
15,875 |
16 |
|||||||
|
244,5 |
100 |
360 |
3-189 |
II |
1:6 |
209 |
±0,50 |
183,488 |
190,351 |
182,841 |
192,0 |
- |
- |
15,875 |
16 |
||
|
269,9 |
380 |
||||||||||||||||
|
295,3 |
400 |
||||||||||||||||
|
311,1 |
+1,25 |
-1,25 |
420 |
||||||||||||||
|
320,0 |
|||||||||||||||||
|
349,2 |
440 |
||||||||||||||||
Примечание . По согласованию с потребителем до 01.01.92 допускалось
изготовлять головки с наружным диаметром D = 139,7 - 215,9 мм с пред. откл. ![]() мм, внутренним
диаметром d = 52 - 100 мм с пред.
откл. - 1,3 мм.
мм, внутренним
диаметром d = 52 - 100 мм с пред.
откл. - 1,3 мм.
Пример условного обозначения бурильной головки для керноприемных устройств без съемного керноприемника (К) с наружным диаметром D = 139,7 мм, внутренним диаметром d = 52 мм для бурения мягких пород:
К139,7/52 М ГОСТ 21210-75
(Измененная редакция, Изм. № 1, 2).
4 . Основные размеры бурильных головок для керноприемных устройств со съемным керноприемником должны соответствовать указанным на черт. 2 и в табл. 3 .
* Размеры для справок.
Черт. 2
Примечание . Чертеж не определяет конструкцию головки.
Таблица 3
Размеры в мм
|
D (пред. откл. +0,8) |
d (пред. откл. -0,8) |
D 1 (пред. откл. +0,5) |
L , не более |
Обозначение резьбы |
Профиль резьбы |
Средний диаметр резьбы в основной плоскости |
d 1 |
d 2 |
d 3 (пред. откл. ±0,5) |
|
187,3 |
40 |
162 |
300 |
3-147 |
II |
142,011 |
147,949 |
134,616 |
66 |
|
190,5 |
|||||||||
|
212,7 |
60 |
183 |
320 |
3-161 |
155,981 |
161,920 |
148,587 |
89 |
|
|
215,9 |
|||||||||
|
244,5 |
193 |
360 |
3-171 |
165,598 |
171,536 |
158,203 |
|||
|
269,9 |
380 |
||||||||
|
295,3 |
400 |
Примечание. По нормативно-технической документации, утвержденной в установленном порядке, до 01.01.80 допускалось изготовлять головки диаметрами D = 190; 214; 243; 269; 295 мм.
Пример условного обозначения бурильной головки для керноприемных устройств со съемным керноприемником (КС) с наружным диаметром D = 187,3 мм, внутренним диаметром d = 40 мм для бурения пород средней твердости:
КС 187,3/40 СЗ ГОСТ 21210- 75
(Измененная редакция, Изм. № 1).
5 . Размеры профиля правой конической резьбы должны соответствовать указанным на черт. 3 и в табл. 4 .
Черт. 3
Таблица 4
Размеры в мм
|
Профиль резьбы |
Шаг резьбы Р |
Н |
h |
h /2 (пред. откл. -0,2) |
h1 |
е |
r |
j |
а |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
||||||||
|
I |
6,00 |
±0,08 на длине 25,4 мм; |
5,189 |
2,577 |
1,288 |
3,012 |
+0,10 |
1,307 |
0,871 |
3°34 ¢36" |
1,510 |
|
II |
6,35 |
±0,16 на всей длине |
5,487 |
3,293 |
1,646 |
3,755 |
+0,15 |
1,097 |
0,635 |
4°45 ¢48" |
1,267 |
Примечания :
1 . Шаг резьбы измеряется параллельно оси резьбы головки.
2 . Размеры а и r даны для проектирования резьбообразующего инструмента.
6 . Размеры профиля правой цилиндрической резьбы должны соответствовать указанным на черт. 4 и в табл. 5 .
Таблица 5
Размеры в мм
|
d |
d 1 |
||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
66,0 |
-0,12 |
64,5 |
-0,12 |
|
81,0 |
-0,14 |
79,5 |
-0,14 |
|
101,5 |
100,0 |
||
|
118,0 |
116,5 |
||
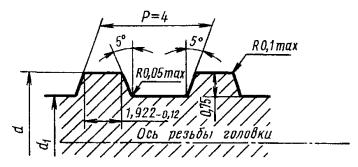
Черт. 4
7 . Точность изготовления шарошечных бурильных головок должна соответствовать значениям, указанным в табл. 6 .
Таблица 6
|
Наименование параметров |
Норма точности для диаметров головок, мм, не более |
||||
|
76,0 - 171,4 |
187,3 - 244,5 |
269,9 - 311,1 |
320,0 - 349,2 |
||
|
Разновысотность шарошек относительно упорного уступа |
0,8 |
0,9 |
1,0 |
1,3 |
|
|
Радиальное биение шарошек относительно оси |
резьбы |
0,5 |
0,8 |
1,0 |
1,2 |
|
цапфы |
0,4 |
||||
Примечание. По согласованию с потребителем до 01.01.92 допускалось изготовлять головки наружным диаметром D = 187,3 - 215,9 мм с разновысотностью шарошек относительно упорного уступа - не более 1,4 мм и радиальным биением шарошек относительно оси резьбы - не более 1,2 мм.
(Измененная редакция, Изм. № 2).
8 . Точность изготовления лопастных бурильных головок должна соответствовать значениям, указанным в табл. 7 .
Таблица 7
|
Наименование параметров |
Норма точности для диаметров головок, мм, не более |
||
|
139,7 - 171,4 |
187,3 - 244,5 |
269,9 - 349,2 |
|
|
Разновысотность режущих кромок вставных зубьев, установленных на одной ступени, относительно упорного уступа |
0,4 |
0,5 |
0,6 |
|
Радиальное биение поверхностей, образующих наружный и внутренний диаметры головки относительно оси резьбы |
0,3 |
0,3 |
0,4 |
9 . Разностенность ниппеля у торца конуса конической резьбы не должна превышать 1 мм.
10 . Неперпендикулярность упорных уступов резьбовых соединений относительно оси резьбы не должна быть более 0,1 мм.
11 . Неплоскостность по ширине упорного уступа не должна превышать 0,08 мм.
12 . Предельное отклонение конусности резьбы по наружному и среднему диаметрам ниппеля, а также по внутреннему и по среднему диаметрам муфты не должно превышать 0,25 мм на длине конуса.
13 . Заходная нитка присоединительной конической резьбы должна быть притуплена в виде скоса под у u лом 60° ± 5°.
Допускается вместо скоса заходной нитки притупление ее до полного профиля.
14 . Натяг конической резьбы должен быть:
16 ,375 ![]() мм - для резьб З-147, З-161 и З-171;
мм - для резьб З-147, З-161 и З-171;
1 ,6-0,25 мм - для резьбы З-110;
2 ,6-0,25 мм - для резьбы З-150;
+0,35
0 ,00 ![]() мм - для резьб З-133 и З-189.
мм - для резьб З-133 и З-189.
15 . Поверхности упорных уступов резьбовых соединений должны быть гладкими, без заусенцев, забоин и других дефектов, нарушающих плотность соединения. На упорных уступах не допускается наносить знаки маркировки.
16 . Присоединительная резьба должна быть гладкой, без забоин, выкрошенных витков, заусенцев и других дефектов, нарушающих ее непрерывность и прочность.
17 . В сварных швах на поверхности резьбы не допускаются единичные поверхностные поры глубиной более 0,3 мм или шлаковые включения диаметром свыше 1 мм в количестве более трех на длине каждого шва.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 . РАЗРАБОТАН И ВНЕСЕН Министерством нефтяной промышленности СССР
РАЗРАБОТЧИКИ
Л.П. Константинов, Я.А. Эдельман, И.И. Барабашкин, А.Б. Михальчук, Н.И. Буяновский, А.Н. Егоров, Е.Е. Корнеев, В.А. Липский, Т.Г. Агошашвили, А.Г. Мессер
2 . УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 03.11.75 № 2768
3 . ВВЕДЕН ВПЕРВЫЕ
4 . Ограничение срока действия снято Постановлением Госстандарта от 17.09.86 № 2692
5 . ИЗДАНИЕ (июль 2000 г.) с Изменениями № 1, 2, утвержденными в сентябре 1986 г., сентябре 1989 г. (ИУС 12-86, 12-89)