ГОСТ 4689-94 Изделия огнеупорные периклазовые. Технические условия
ГОСТ 4689-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ
ПЕРИКЛАЗОВЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 . ПОДГОТОВЛЕН Всероссийским институтом огнеупоров (СПИО), Техническим Комитетом ТК 9 «Огнеупоры»
2 . ВНЕСЕН Госстандартом России
3 . Принят Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 6-94 от 17 - 21.10.94)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа стандартизации |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Белстандарт |
|
Республика Казахстан |
Казстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Туркменгосстандарт |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
4 . Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 9 марта 1995 г. № 110 Межгосударственный стандарт ГОСТ 4689-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
5 ВЗАМЕН ГОСТ 4689-74
СОДЕРЖАНИЕ
|
1. Область применения . 2 2. Нормативные ссылки . 2 3. Марки, форма и размеры .. 2 4. Технические требования . 5 5. Правила приемки . 6 6. Методы испытаний . 6 7. Маркировка, упаковка, транспортирование и хранение . 7 П риложение А Объем и расчетная масса изделий . 7 |
ГОСТ 4689-94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ ПЕРИКЛАЗОВЫЕ Технические условия Periclase refractories. |
Дата введения 1996-01-01
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на обожженные периклазовые изделия, изготовляемые из спеченных периклазовых порошков и применяемые для кладки высокотемпературных печей.
Стандарт распространяется на изделия, предназначенные для использования внутри страны и экспорта.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты и технические условия:
ГОСТ 427-75 Линейки измерительные металлические. Технические условия.
ГОСТ 515-77 Бумага упаковочная битумированная и дегтевая. Технические условия.
ГОСТ 2409-80 Материалы и изделия огнеупорные. Метод определения водопоглощения, кажущейся плотности, открытой и общей пористости.
ГОСТ 2642.0-86 Материалы и изделия огнеупорные. Общие требования к методам анализа.
ГОСТ 2642.3-86 Материалы и изделия огнеупорные. Методы определения двуокиси кремния.
ГОСТ 2642.5-86 Материалы и изделия огнеупорные. Методы определения окиси железа.
ГОСТ 2642.7-86 Материалы и изделия огнеупорные. Методы определения окиси кальция.
ГОСТ 2642.8-86 Материалы и изделия огнеупорные. Методы определения окиси магния.
ГОСТ 4070-83 Огнеупоры. Метод определения температуры деформации под нагрузкой.
ГОСТ 4071-80 Изделия огнеупорные. Метод определения предела прочности при сжатии.
ГОСТ 7502-89 Рулетки измерительные металлические. Технические условия.
ГОСТ 8179-85 Изделия огнеупорные. Правила приемки.
ГОСТ 8828-89 Бумага двухслойная упаковочная. Общие технические условия.
ГОСТ 10905-86 Плиты поверочные и разметочные.
ГОСТ 15136-78 Изделия огнеупорные. Метод измерения глубины отбитости углов и ребер.
ГОСТ 24717-81 Материалы и изделия огнеупорные. Маркировка, упаковка, транспортирование и хранение.
ГОСТ 25714-83 Контроль неразрушающий. Акустический звуковой метод определения открытой пористости, кажущейся плотности, плотности и предела прочности при сжатии огнеупорных изделий.
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования.
ТУ 14-8-339-80 Упаковка огнеупорной продукции, поставляемой для экспорта (держатель - Россия, СПИО, г. Санкт-Петербург).
ОСТ 14-18-177-85 Пакеты транспортные огнеупорных изделий. Технические условия (держатель - Украина, Днепрочерметавтоматика, г. Днепропетровск)
3. МАРКИ, ФОРМА И РАЗМЕРЫ
3.1 . Изделия подразделяются на марки П-91, П-90 и П-89.
Характеристика и назначение марок приведены в таблице 1.
Таблица 1
|
Марка |
Код ОКП |
Характеристика |
Назначение |
|
П-91 |
15 7121 1000 |
Массовая доля окиси магния не менее 91 % |
Кладка подин, откосов и стен мартеновских и электросталеплавильных печей, футеровка подин и стен ферросплавных печей |
|
П-90 |
15 7121 2000 |
Массовая доля окиси магния не менее 90 % |
Кладка подин, откосов и стен мартеновских и электросталеплавильных печей, а также нижние ряды подин ферросплавных печей и кладки миксеров |
|
П-89 |
15 7121 3000 |
Массовая доля окиси магния не менее 89 % |
Кладка подин, откосов и стен мартеновских печей преимущественно выше шлакового пояса, а также оси - кладка других высокотемпературных печей |
3.2 . Форма и размеры изделий номеров 1 - 17 приведены на рисунках 1 - 5 и в таблицах 2 - 6 .
Таблица 2
Размеры , мм
|
Номер изделия |
а |
б |
в |
|
1 |
230 |
115 |
65 |
|
2 |
230 |
115 |
75 |
|
3 |
300 |
150 |
65 |
|
4 |
300 |
150 |
75 |
|
5 |
380 |
150 |
75 |
Прямой кирпич
Рисунок 1
Торцовый двусторонний клин
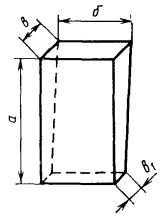
Рисунок 2
Таблица 3
Размеры , мм
|
Номер изделия |
а |
б |
в |
в1 |
|
6 |
230 |
115 |
65 |
55 |
|
7 |
230 |
115 |
65 |
45 |
|
8 |
300 |
150 |
75 |
65 |
|
9 |
380 |
150 |
75 |
55 |
|
10 |
380 |
150 |
75 |
65 |
Таблица 4
Размеры , мм
|
Номер изделия |
а |
б |
б1 |
в |
|
11 |
230 |
115 |
65 |
55 |
|
12 |
230 |
115 |
65 |
45 |
|
13 |
300 |
150 |
75 |
65 |
|
14 |
300 |
150 |
75 |
55 |
Ребровый двусторонний клин
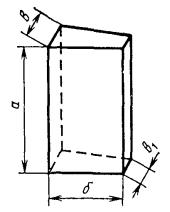
Рисунок 3
Таблица 5
Размеры , мм
|
Номер изделия |
а |
а1 |
б |
в |
|
15 |
230 |
115 |
93 |
65 |
|
16 |
230 |
115 |
70 |
65 |
Радиальный двусторонний клин
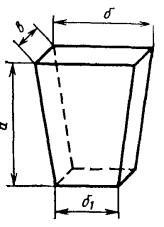
Рисунок 4
Радиальный односторонний клин
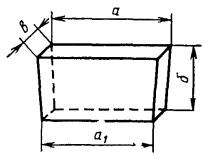
Рисунок 5
Таблица 6
Размеры , мм
|
Номер изделия |
а |
а1 |
б |
в |
|
17 |
220 |
225 |
114 |
65 |
3.3 . Объем и расчетная масса изделий приведены в приложении А .
3.4 . Предельные отклонения по размерам устанавливают по согласованию изготовителя с потребителем. Рекомендуемые предельные отклонения указаны в таблице 7 .
3.5 . Допускается изготовлять изделия других форм и размеров по чертежам, согласованным изготовителем с потребителем.
Таблица 7
мм
|
Размеры |
Предельные отклонения для классов |
|
|
I |
II |
|
|
Длина (а b а 1 ): |
|
|
|
до 300 включ. |
± 3 |
± 4 |
|
св. 300 до 38 » » |
± 4 |
± 5 |
|
» 380 |
± 5 |
± 7 |
|
Ширина (б и б1) |
± 2 |
± 3 |
|
Толщина (в и в1) |
± 1 |
± 2 |
4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 . По физико-химическим показателям изделия должны соответствовать требованиям, указанным в таблице 8 .
Таблица 8
|
Наименование показателя |
Нормы для изделий марок |
||
|
П-91 |
П-90 |
П-89 |
|
|
1. Массовая доля оксида магния, %, не менее |
91 |
90 |
89 |
|
2. Массовая доля оксида кальция, %, не более |
3 |
4 |
4,5 |
|
3. Массовая доля диоксида кремния, %, не более |
3 |
3 |
- |
|
4. Массовая доля оксида железа, %, не более |
2,5 |
2,5 |
- |
|
5. Открытая пористость, %, не более |
22 |
23 |
26 |
|
6. Предел прочности при сжатии, Н/мм2, не менее |
60 |
50 |
40 |
|
7. Температура начала размягчения, °С, не ниже |
1550 |
1550 |
1500 |
Примечание - Массовые доли диоксида кремния и оксида железа определяют факультативно до 01.01.98.
( Поправка. ИУС 1-2003 г.).
4.2 . Требования к показателям внешнего вида устанавливают по согласованию изготовителя с потребителем. Рекомендуемые нормы приведены в таблице 9 .
4.3 . По всей поверхности излома изделия должны иметь однородное строение без трещин и пустот.
Таблица 9
|
Наименование показателей |
Нормы для изделий класса |
|
|
I |
II |
|
|
1. Кривизна, мм, не более, для изделий длиной: |
|
|
|
до 230 мм включ. |
1 |
2 |
|
св. 230 до 380 мм » |
2 |
3 |
|
» 3810 мм |
3 |
4 |
|
2. Отбитость углов глубиной, мм, не более, для изделий длиной: |
|
|
|
до 230 мм включ. |
5 |
8 |
|
св. 230 до 380 мм » |
6 |
8 |
|
» 380 мм |
8 |
10 |
|
3. Отбитость ребер длиной не более 1/4 длины ребра, глубиной, мм, не более, для изделий размером: |
|
|
|
до 230 мм включ. |
3 |
5 |
|
св. 230 до 380 мм » |
5 |
5 |
|
» 380 мм |
6 |
7 |
|
4. Посечки шириной от 0,3 до 0,5 мм |
Не допускаются |
Допускаются отдельные длиной до 40 мм |
|
5. Трещины |
Не допускаются |
|
4.4 . Технические требования к изделиям, предназначенным для экспорта; устанавливают по договору между предприятием и внешнеэкономической организацией или контракту.
Пример условного обозначения изделия периклазового марки П-91, номер 5, класса 1:
П-91-5-1 ГОСТ 4689-94
Полное условное обозначение допускается в документе о качестве.
5. ПРАВИЛА ПРИЕМКИ
5.1 . Приемка - по ГОСТ 8179 с дополнениями: для приемки изделий, прошедших предварительную разбраковку, применяют план контроля номер 3а; при механизированной разборке садки или в случае разборки садки без предварительной разбраковки - планы контроля номеров 4 и 5 (4 - для изделий нормальных размеров, 5 - для фасонных изделий).
При приемке изделий, поставляемых на экспорт, применяют план контроля номер 7; для контроля химического состава изделий от выборки отбирают два изделия.
5.2 . Масса партии не должна превышать 225 т.
5.3 . При проверке соответствия качества изделий требованиям настоящего стандарта проводят приемо-сдаточные испытания в соответствии с требованиями таблицы 10 .
Таблица 10
|
Наименование показателя |
Периодичность отбора образцов |
|
Внешний вид и размеры |
От каждой партии |
|
Строение в изломе |
То же |
|
Массовая доля оксида магния |
» |
|
Массовая доля оксида кальция |
» |
|
Температура начала размягчения |
От каждой пятой партии |
|
Пористость открытая |
От каждой партии |
|
Предел прочности при сжатии |
То же |
Примечание - Для изделий, поставляемых на экспорт, температуру начала размягчения проверяют в каждой партии.
6. МЕТОДЫ ИСПЫТАНИЙ
6.1 . Массовую долю оксида магния, оксида кальция, диоксида кремния и оксида железа определяют по ГОСТ 2642.0 , ГОСТ 2642.8 , ГОСТ 2642.7 , ГОСТ 2642.3 и ГОСТ 2642.5 .
6.2 . Открытую пористость определяют по ГОСТ 2409 или ГОСТ 25714 .
6.3 . Предел прочности при сжатии определяют по ГОСТ 4071 или ГОСТ 25714 .
6.4 . Открытую пористость и предел прочности при сжатии по ГОСТ 25714 определяют на удвоенном количестве образцов.
6.5 . Температуру начала размягчения определяют по ГОСТ 4070 .
6.6 . Допускается определять показатели 6.1 и 6.2 другими аттестованными методами, обеспечивающими требуемую точность измерения. При разногласиях в оценке качества изделий определения проводят по ГОСТ 2642.8 , ГОСТ 2642.7 , ГОСТ 2642.5 и ГОСТ 2409 .
6.7 . Размеры изделий проверяют металлической линейкой ( ГОСТ 427 ) с ценой деления шкалы 1 мм или рулеткой по ГОСТ 7502 , или соответствующими шаблонами, обеспечивающими требуемую точность.
6.8 . Кривизну изделий определяют на поверочной плите по ГОСТ 10905 или аттестованной металлической плите при помощи шаблона шириной 10 мм и толщиной, превышающей на 0,1 мм ус тановленную норму кривизны. Шаблон не должен входить в зазор между плитой и изделием. При определении кривизны изделие слегка прижимают к плите и шаблон вводят в зазор скольжением по плите без применения усилия.
6.9 . Глубину отбитости углов и ребер определяют по ГОСТ 15136 .
6.10 . Ширину посечек и трещин определяют измерительной лупой по ГОСТ 25706 . Измерительную лупу располагают таким образом, чтобы ее шкала была перпендикулярна посечке. Между измерительной шкалой и поверхностью изделия помещают полоску бумаги, которую располагают вдоль шкалы вплотную к делению. Ширину посечки или трещины определяют в месте ее максимальной величины.
Длину посечек определяют металлической линейкой ( ГОСТ 427) с ценой деления шкалы 1 мм.
6.11 . Строение в изломе определяют визуально.
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1 . Маркировка, упаковка, транспортирование и хранение изделий - по ГОСТ 24717 со следующим дополнением: при транспортировании в открытом подвижном составе каждый пакет должен быть обернут водонепроницаемым материалом (полиэтиленовой пленкой).
Допускается по согласованию с потребителями транспортирование изделий в открытом подвижном составе в пакетах, сформированных по ОСТ 14-8-177.
7.2 . Изделия, поставляемые на экспорт, упаковывают и транспортируют в соответствии с ТУ 14-8-339.
Приложение А
(справочное)
ОБЪЕМ И РАСЧЕТНАЯ МАССА ИЗДЕЛИЙ
|
Номер изделий |
Объем, см3 |
Масса, кг, для изделий марок |
|
|
П-91 |
П-90, П-89 |
||
|
1 |
1720 |
5,2 |
4,6 |
|
2 |
1980 |
5,9 |
5,3 |
|
3 |
2920 |
8,8 |
7,9 |
|
4 |
3370 |
10,1 |
9,1 |
|
5 |
4270 |
12,8 |
11,5 |
|
6 |
1590 |
4,8 |
4,3 |
|
7 |
1450 |
4,3 |
3,9 |
|
8 |
3150 |
9,4 |
8,5 |
|
9 |
3700 |
11,1 |
10,0 |
|
10 |
3990 |
12,0 |
10,8 |
|
11 |
1590 |
4,8 |
4,3 |
|
12 |
1450 |
4,3 |
3,9 |
|
13 |
3150 |
9,4 |
8,5 |
|
14 |
2920 |
8,8 |
7,9 |
|
15 |
1570 |
4,7 |
4,1 |
|
16 |
1380 |
4,1 |
3,7 |
|
17 |
1700 |
5,1 |
4,6 |
Примечание - При расчете массы изделий средняя кажущаяся плотность принята ориентировочно равной 3,0 г/см3 для изделий марки П-91 и 2,7 г/см3 для изделий марок П-90 и П-89.
Ключевые слова: изделия огнеупорные периклазовые, марки, форма, размеры