ГОСТ 6449.4-82 Изделия из древесины и древесных материалов. Допуски расположения осей отверстий для крепежных деталей

ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ
И ДРЕВЕСНЫХ МАТЕРИАЛОВ
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ
ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ
ГОСТ 6449.4-8 2
М ОСКВА - 1982
Р А ЗРАБОТАНЫ Министерством лесной и целлюлозно-бумажной промышленности СССР и Министерством высшего и среднего специального образова ния РСФСР
ИСПОЛНИТЕЛИ
В.А. Куликов, д-р техн. наук; Ф.С. Сто в пю к, к а нд. техн. наук; В. А. Бардонов , канд. техн. наук; Г.А. Корсаков, канд. техн. на ук; В.С. Серебряков; Б.И. Иванов
ВНЕСЕНЫ Министерством лесной и целлюлозно-бумажной промы ш ленности СССР
Зам. министра Ю.П. Онище н ко
УТВЕРЖДЕНЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26 марта 1 9 82 г . № 1287
ГОСУДАРСТВЕН НЫЙ СТАНДАРТ СОЮЗА ССР
|
ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ И ДРЕВЕСНЫХ МАТЕРИАЛОВ Допуски расположения осей отверстий Products of wood and wooden
materials. |
ГОСТ |
Постановлением Государ с твенного комите та СССР по стандартам от 26 марта 1982 г. № 1287 срок действи я установлен
с 01.01.1984 г.
до 01.01.1989 г.
Несоблюдение стандарта преследуется по закону
Настоящий ста нд арт распространяется на детали и сборочные единицы из древесин ы и древесных мате риалов, которые соедин яются болтами, винтами, круглыми шипами и другими крепежн ыми деталями, у которых оси отверстий для крепежных деталей расположены параллель но, и устанавливает допуски расположения осей отве рстий для крепежных деталей.
Стандарт н е распростран яется на детали и сборочные един ицы, к которым н е предъявляю тся тре бовани я вз аимозаменяемости и собираемость которых обеспечи вается путем совместн ой обработки отверстий в парных сое дин яемых деталях.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Термины и определения допусков расположения - по ГОСТ 24642-81 .
1.2. Поля допусков, устанавливаемые по данному стандарту, должны ограничивать суммарные погрешности расположения осей отверстий в деталях и сборочных единицах с учетом погрешностей, связанных с колебаниями влажност и материалов в допускаемых пределах.
1.3. Допуски располож е ни я осей отверсти й для крепежных деталей должны устанавливаться одним из двух способов:
позиционными допусками осей отверст и й;
предель н ыми отклонени ями размеров, координ ирующих оси о тверстий.
Для отверсти й , образующи х одну сборочную группу при чи сле элементов в группе более двух, предпочтит ельно назначать пози ци онные допуски их осей.
1.4. Числовые знач ени я пози ционных допусков в диаметральном выраже нии Т должн ы соответствов ать указан ным в табл. 1.
Таблица 1
мм
|
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0 , 60 |
0,80 |
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
4, 0 |
5 ,0 |
6,0 |
- |
1.5. Ч и словые значения пре дельн ых отклон ений размеров, координи рующих оси отверстий одной сборочной группы, должны обеспечив ать расп оложени е каждой оси в поле пози ционного допуска.
Пересчет по зици онн ых до пусков на предельн ые отклонени я размеров, координи рующи х оси отверстий, в зави симости от ви да расположени я отверсти й (табл. 2) приведены в табл. 3.
1.6. Указан и е пози цион ных допусков осе й отверстий на чертежах - по ГОСТ 2.308-79, а значений пре дельн ых отклонений размеров , коорди ни рующи х оси отверстий, - п о ГОСТ 2.307-68.
2. ВЫБОР ДОПУСКОВ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ
2.1. Допуск и расположе ни я осей отверстий для крепежных деталей н азна чаютс я в з ависи мос ти от ти па соедин ени я крепежными деталями.
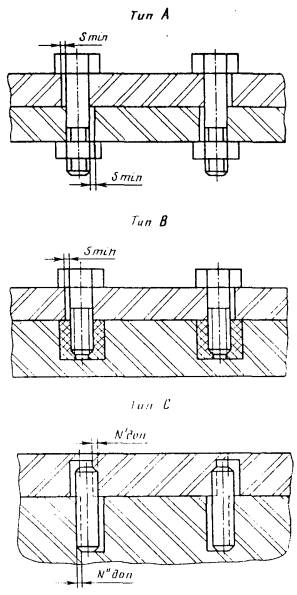
2.2. Соед ин ени я креп ежными де талями подразделяются на тип ы А , В и С ( чертеж):
А - зазоры для прох ода крепе жн ых де талей предусмотрены в обои х соед ин яе мых дет алях. К ти пу А отн осят ся, н апри мер, соедин ени я болтами .
В - зазоры для п рохода крепежны х деталей п редусмотрен ы ли шь в одн ой и з соединяемых де талей. Соединения типа В могут быть без резьбовой втулки (например, сое дин ен ия ш урупами) или с резьбовой втулкой (например, соединени я ви нтами (см. чертеж ) или шпильками).
С - кре пежн ые детали входят в отверстия соединяемых деталей с н атягами . При этом по отнош ению к каждой из соеди няемых деталей натяг является односторонним. К ти пу С относятся, напри мер, разборн ые и неразборны е сое дин ени я деталей круглыми вставными тип ами . Отверстия могут быть сквозными и н еск возны ми .
2.3. Допу ски расположен ия осей гладки х отверсти й в соединениях т ипов А и В назн ачают зави си мыми, а в соеди нени ях типа С - независимыми.
2.4. Ди аметры сквозных отверстий под крепежные детали и соответ ств ующи е им на именьшие зазор ы в соедин ени ях типов А и В у казаны в табл. 4.
2.5. Ч и словые значения позиционных допусков осей отверстий в диаметр альном выражении Т для соединений типа А и типа В без резьбовой втулки приведены в табл. 5.
Таблица 2
Виды расположения осей отверстий под крепежные детали
|
Вид расположения отверстий |
Схема расположения отверстий |
Характеристика расположения отверстий |
|
I |
|
Одно от в ерстие, координи рован ное отн осительно плоскости , явл яющейс я сборочной базой |
|
I I |
|
Два о тве рстия , к оординир ованные др уг отн осительн о друга. Сборочн ая база отсутствует |
|
III |
|
Три и боле е отверстий , расп оложенн ые в один ряд. Сборочная база отсутст вует |
|
IV |
|
Тр и или четыре отверстия, ра сположенные в два ря да. Сбороч ная база отсутствует |
|
V |
|
Одно или несколько отверстий , коорди нированных относительно дв ух взаимно перпендикулярных баз (например, двух плоскостей) |
|
VI |
|
Отверстия, расположенные в несколько р я дов. Сборочн ая база отсутствует |
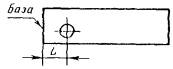
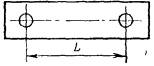
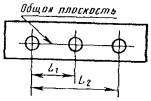
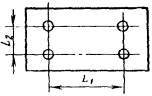
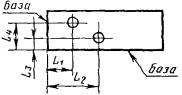
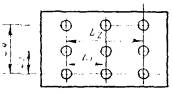
Таблица 3
Пересчет позиционных допусков на предельные отклонения размеров, координирующих ос и отверстий
мм
|
Вид расположения отверстий (по табл. 2 ) |
Нормируемые отклонения размеров, координирующих оси отверстий |
Позиционные допуски в диаметральном выражении Т |
|||||||||
|
0,1 |
0,12 |
0,16 |
0,2 |
0,25 |
0,3 |
0,4 |
0,5 |
0,6 |
0,8 |
||
|
Числовые значения предельных отклонений размеров, координирующих оси ( ± ) |
|||||||||||
|
I |
Предель н ые отклонени я размера между осью отв ерстия и базовой плоскостью |
0,05 |
0,06 |
0,08 |
0,10 |
0,12 |
0,16 |
0 , 20 |
0,25 |
0,30 |
0,40 |
|
I I |
Предельные отклонен и я размера между осями дв ух отверстий |
0,10 |
0 , 12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
|
I II |
Предельные откло н ения размера между осями двух любых отверстий |
0,07 |
0,08 |
0,11 |
0,1 4 |
0,16 |
0,22 |
0,28 |
0,35 |
0,40 |
0,5 5 |
|
Предел ьн ые от клонения осе й отв ерстий от общей плоскости |
0,04 |
0,04 |
0,06 |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,20 |
0,28 |
|
|
IV |
Предель н ые отклонения размеров L 1 и L 2 |
0,07 |
0,08 |
0,11 |
0,14 |
0,16 |
0,22 |
0 , 28 |
0,35 |
0,40 |
0,55 |
|
Предельные отклонения размеров по д и агонали между осями двух любых отверстий |
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0 ,3 0 |
0,40 |
0,50 |
0,60 |
0,80 |
|
|
V |
Предельные отклонения размеров L 1 , L2, L3, L 4 |
0,04 |
0,04 |
0,06 |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0, 20 |
0, 28 |
|
VI |
Предельные отклонен и я размеров L 1 , L2, L3, L 4 |
0,04 |
0,04 |
0,0 6 |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,20 |
0, 28 |
|
Предельные отклонения размеров по диагонал и между осями двух любых отверстий |
0,10 |
0,12 |
0,16 |
0,20 |
0,2 5 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
|
Продолжение табл. 3
мм
|
Вид расположения отверстий (по табл. 2) |
Нормируемые отклонения размеров, координирующих оси отверстий |
Позиционные допуски в диаметральном выражении Т |
||||||||
|
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
6,0 |
||
|
Числовые значения предельных отклонений размеров, координирующих оси ( ± ) |
||||||||||
|
I |
Предель н ые отклонени я размера между осью отв ерстия и базовой плоскостью |
0,5 |
0 ,6 |
0, 8 |
1,0 |
1,2 |
1,6 |
2 , 0 |
2,5 |
3,0 |
|
II |
Предельные отклонен и я размера между осями дв ух отверстий |
1 |
1,2 |
1,6 |
2,0 |
2 ,5 |
3,0 |
4,0 |
5 ,0 |
6,0 |
|
III |
Предельные откло н ения размера между осями двух любых отверстий |
0,7 |
0,8 |
1,1 |
1 ,4 |
1, 6 |
2,2 |
2,8 |
3,5 |
4,0 |
|
Предел ьн ые от клонения осе й отв ерстий от общей плоскости |
0,35 |
0,4 |
0,55 |
0,7 |
0,8 |
1,1 |
1,4 |
1,8 |
2 ,0 |
|
|
IV |
Предель н ые отклонения размеров L 1 и L 2 |
0 ,7 |
0 ,8 |
1,1 |
1,4 |
1,6 |
2,2 |
2,8 |
3,5 |
4,0 |
|
Предельные отклонения размеров по д и агонали между осями двух любых отверстий |
1,0 |
1,2 |
1,6 |
2,0 |
2 ,5 |
3 ,0 |
4,0 |
5 ,0 |
6,0 |
|
|
V |
Предельные отклонения размеров L 1 , L2, L3, L 4 |
0,35 |
0,4 |
0,55 |
0,7 |
0,8 |
1,1 |
1,4 |
1,8 |
2,0 |
|
VI |
Предельные отклонен и я размеров L 1 , L2, L3, L 4 |
0,35 |
0,4 |
0, 55 |
0,7 |
0,8 |
1,1 |
1,4 |
1,8 |
2,0 |
|
Предельные отклонения размеров по диагонал и между осями двух любых отверстий |
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3 , 0 |
4,0 |
5,0 |
6,0 |
|
Примечания :
1. Приведенный в табл и це пересчет выпо лне н при ус ловии, что соста вляющие поз ици онного д опуска оси п о обоим коо рдинатным направ лени ям одина ковы.
2. Допускается в место предельных отклонен ий размера между осями двух любых отверстий, расп оложенных в один ряд, нормировать предельн ые отклонения размеров между осью одного (базового) отверсти я или базовой плоскостью и осями каждого из остальных отверсти й (вид расположения отверстий I II ); при э том зн ачения пред ельных отклонений, указанные в табли це, должны быть уменьшены вдвое.
Таблица 4
мм
|
Диаметр стержня крепежной детали d |
Диаметры сквозных отверстий и наименьшие зазоры |
|||||
|
1-й ряд |
2-й ряд |
3-й ряд |
||||
|
D |
S min |
D |
S min |
D |
S min |
|
|
3 |
3,4 |
0,4 |
3,6 |
0,6 |
4,0 |
1,0 |
|
4 |
4,5 |
0,5 |
4,8 |
0,8 |
5,0 |
1, 0 |
|
5 |
5,5 |
0 , 5 |
5 ,8 |
0,8 |
7,0 |
2,0 |
|
6 |
6, 6 |
0,6 |
7, 0 |
1, 0 |
8,0 |
2,0 |
|
8 |
9,0 |
1,0 |
10,0 |
2,0 |
11,0 |
3,0 |
|
10 |
11,0 |
1,0 |
12,0 |
2,0 |
13,0 |
3,0 |
|
12 |
14,0 |
2,0 |
15,0 |
3,0 |
16,0 |
4,0 |
|
16 |
18,0 |
2,0 |
19, 0 |
3, 0 |
21 ,0 |
5,0 |
|
20 |
22,0 |
2,0 |
24,0 |
4,0 |
26,0 |
6 , 0 |
Примечания :
1. В и зделиях мебели, деревянн ых музыкальн ых ин струментах предпочтител ьн о пр имен ять 1-й и 2-й ряды. В столя рно-строите ль ных изделиях реком ендует ся пр именят ь 2 -й и 3-й ря ды .
2. Предельные отклонения диа м етров сквозных отверстий: для 1-го ряда по H 13; для 2-го и 3-го рядов по Н 14.
3. Наи меньши е зазоры S min , приведен ные в табл. 4, с оответствуют услови ю, когда наибольший предельн ый диаметр стержня крепежной детали d max равен номинальному диаметру d .
S min = D - d
2 .6 . Чи словые значения предельных отклонений размеров, координирующих оси отверстий для соеди нений типа А и В (без резьбов ой втулки), при веде ны в табл. 6.
2.7. Числовые значе ни я позици онных допусков осей отверстий Т по д резьбовые втулки для соединений типа В приведены в табл. 7.
2.8. Номинальные диаметры сопрягаемых отверстий и крепежных деталей в соединениях т и па С должны быть одинаковыми. Их предельные отклонения рекомендуется принимать (по ГОСТ 6449.1-82):
для отверстий - Н 13, H 14;
для крепежных деталей (круглых встав н ых шипов) - k 13 и k 14.
Таблица 5
мм
|
Зазор S min для прохода крепежной детали |
Позиционный допуск Т для соединений типов |
|
|
А |
В без резьбовой втулки |
|
|
0, 1 |
0,4 |
0,20 |
|
0,5 |
0,5 |
0,25 |
|
0,6 |
0,6 |
0,30 |
|
0,8 |
0,8 |
0,40 |
|
1,0 |
1,0 |
0,50 |
|
2,0 |
2,0 |
1,00 |
|
3,0 |
3,0 |
1, 6 0 |
|
4,0 |
4,0 |
2,00 |
|
5,0 |
5,0 |
2,50 |
|
6,0 |
6,0 |
3,00 |
При м ечание :
1. Для соед ине ний типа A Т = S mi n ; для соедин ений типа В без резьбов ой втулки Т = 0,5 S mi n .
2. Позиц и онные допуски осей отверстий в обои х соедин яемых деталях должны быть оди наковы ми.
2.9. Числовые значения позиционных допусков осей отверстий в диаметральном выражении Т для со е ди нен ия ти па С п ри ведены в та бл. 8.
2.10. Пересчет позиционных до п усков н а предельные откло не ния разме ров, ко ординирующих оси отверстий в зависи мости от вида располо жения отв ерстий , следует прои зводить в соответствии с табл. 3.
Таблица 6
Пред е льные отклонени я размеров, координирующ их оси отв ерсти й. Соединения типов А и В
мм
|
Вид расположения отверстий (по табл. 2 ) |
Нормируемые отклонения размеров, координирующих оси отверстий |
Тип соединения |
Зазор S min |
|||||||||
|
0,4 |
0,5 |
0,6 |
0,8 |
1,0 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|||
|
Числовые значения предельных отклонений размеров, координирующих оси ( ± ) |
||||||||||||
|
I |
Предель н ые отклонени я размера между осью отв ерстия и базовой плоскостью |
А |
0,20 |
0,25 |
0,30 |
0,40 |
0,5 0 |
1,0 |
1,6 |
2 |
2,5 |
3,0 |
|
В |
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,5 |
0, 8 |
1,0 |
1,2 |
1,6 |
||
|
II |
Предельные отклонен и я размера между осями дв ух отверстий |
А |
0,40 |
0, 50 |
0 , 60 |
0,80 |
1,00 |
2,0 |
3,0 |
4,0 |
5,0 |
6,0 |
|
В |
0,20 |
0,25 |
0,30 |
0,40 |
0 ,5 0 |
1,0 |
1,6 |
2,0 |
2 ,5 |
3,0 |
||
|
I I I |
Предельные откло н ения размера между осями двух любых отверстий |
А |
0,28 |
0 ,3 5 |
0,40 |
0,55 |
0,70 |
1,4 |
2,2 |
2,8 |
3,5 |
4,0 |
|
В |
0,14 |
0,16 |
0,22 |
0,28 |
0 ,3 5 |
0,7 |
1,1 |
1,4 |
1, 6 |
2,2 |
||
|
Предел ьн ые от клонения осе й отв ерстий от общей плоскости |
А |
0,14 |
0,18 |
0,20 |
0,28 |
0,35 |
0,7 |
1,1 |
1,4 |
1,8 |
2,0 |
|
|
В |
0,07 |
0,08 |
0,11 |
0, 1 4 |
0,1 8 |
0,35 |
0,55 |
0,7 |
0,8 |
1,1 |
||
|
IV |
Предель н ые отклонения размеров L 1 и L 2 |
А |
0,28 |
0,3 5 |
0,40 |
0 ,5 5 |
0,70 |
1,4 |
2,2 |
2,8 |
3 ,5 |
4 , 0 |
|
В |
0,14 |
0,16 |
0,22 |
0,2 8 |
0,35 |
0, 7 |
1,1 |
1 ,4 |
1,6 |
2,2 |
||
|
Предельные отклонения размеров по д и агонали между осями двух любых отверстий |
А |
0,40 |
0,50 |
0, 6 0 |
0,80 |
1, 00 |
2,0 |
3,0 |
4,0 |
5,0 |
6 ,0 |
|
|
В |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
1,0 |
1 , 6 |
2,0 |
2,5 |
3,0 |
||
|
V |
Предельные отклонения размеров L 1 , L2, L3, L 4 |
А |
0,14 |
0,18 |
0,20 |
0,28 |
0,35 |
0,70 |
1,1 |
1,4 |
1,8 |
2,0 |
|
В |
0,07 |
0,08 |
0,11 |
0,14 |
0,18 |
0,35 |
0,55 |
0,7 |
0,8 |
1,1 |
||
|
V I |
Предельные отклонен и я размеров L 1 , L2, L3, L 4 |
А |
0,14 |
0,18 |
0,20 |
0,28 |
0,35 |
0,70 |
1,1 |
1, 4 |
1, 8 |
2,0 |
|
В |
0, 0 7 |
0,08 |
0,11 |
0,14 |
0,18 |
0,35 |
0, 5 5 |
0,7 |
0,8 |
1,1 |
||
|
Предельные отклонения размеров по диагонал и между осями двух любых отверстий |
А |
0 ,1 0 |
0,50 |
0,6 0 |
0,80 |
1,00 |
2,0 |
3, 0 |
4,0 |
5,0 |
6,0 |
|
|
В |
0 ,20 |
0,2 5 |
0,30 |
0,40 |
0,50 |
1,0 |
1 ,6 |
2,0 |
2 ,5 |
3,0 |
||
Примечания :
1. Приведенные в табл. 6 числовые значения предельных отклонений соответствуют условиям, указанным в примечаниях к табл. 5.
2. До пуск ается вместо п редел ьных отклонений размера между осями двух любых отверстий (ви д располож ения от вер стий I I I ) нормировать предельные отклонен и я размеро в между осью одного (базово го) отверстия или базовой плоскостью и осями каждого из остальных отверс ти й; при эт ом значения пр еде льных отклонений, у казанные в табл. 6, должны быть уменьшены в двое.
3. Тип В без р е зьбовой втулки.
Таблица 7
Позиционные д опуски осей отверстий п од резьбовые втулки. Соед инения типа В
м м
|
Зазор S min для прохода крепежной детали |
Допуск соосности втулки в диаметральном выражении Тс |
|||||||||
|
0,10 |
0,12 |
0,16 |
0,20 |
0,25 |
0,30 |
0,40 |
0,50 |
0,60 |
0,80 |
|
|
Позиционный допуск осей отверстий под резьбовые втулки Т |
||||||||||
|
0,4 |
0,10 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
0,5 |
0,12 |
0,1 2 |
- |
- |
- |
- |
- |
- |
- |
- |
|
0, 6 |
0,20 |
0,1 6 |
0,12 |
0,10 |
- |
- |
- |
- |
- |
- |
|
0,8 |
0,30 |
0,25 |
0,20 |
0,20 |
0,12 |
0,10 |
- |
- |
- |
- |
|
1 ,0 |
0,40 |
0,30 |
0,30 |
0,30 |
0,25 |
0,20 |
0,10 |
- |
- |
- |
|
2,0 |
0,80 |
0,80 |
0,80 |
0,80 |
0,60 |
0,60 |
0,60 |
0,50 |
0,40 |
0,20 |
|
3,0 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
1,2 |
1,0 |
1,0 |
0,8 |
0,6 |
|
4,0 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
1,6 |
1 ,6 |
1,2 |
1,2 |
1,2 |
|
5,0 |
2,0 |
2,0 |
2,0 |
2,0 |
2,0 |
2 , 0 |
2,0 |
2,0 |
1 ,6 |
1,6 |
|
6 ,0 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2,5 |
2 ,5 |
2,5 |
2,0 |
2,0 |
Примечания:
1 . Для соеди нен ия типа В с резьб овой втулкой Т = 0,5 S mi n - Тс . По данн ой формуле доп ускается рассчитывать соответствующие значен ия позици онного допуска Т при други х сочетаниях S min и Т с .
Полученны е при этом значения Т следует округлять до бли жайшего мень шего зн ачен ия по табл. 1.
2. Позиционные до п уски осе й от верстий в об еих сое диняемых деталя х должны быть оди наковыми.
Таблица 8
Позиционные допуски осей отверстий. Соединения типа С
мм
|
Позиционный допуск Т |
Вероятностный предельный натяг N max вер |
|||||
|
0,13 |
0,16 |
0,19 |
0,21 |
0,25 |
0,30 |
|
|
Допускаемый натяг в соединении N доп |
||||||
|
0,10 |
0,16 |
0,19 |
0,22 |
0,23 |
0,2 8 |
0,32 |
|
0 ,1 2 |
0 ,1 8 |
0,20 |
0,23 |
0,24 |
0,29 |
0,32 |
|
0,16 |
0,21 |
0,23 |
0, 2 5 |
0,26 |
0,30 |
0,34 |
|
0,20 |
0,2 4 |
0,26 |
0,27 |
0,29 |
0,33 |
0,36 |
|
0,25 |
0,28 |
0,30 |
0,31 |
0,33 |
0,36 |
0,39 |
|
0,30 |
0,3 3 |
0,34 |
0,35 |
0 , 37 |
0,40 |
0,42 |
|
0,40 |
0,42 |
0 , 43 |
0,44 |
0,45 |
0,48 |
0,50 |
|
0,50 |
0,52 |
0,53 |
0,53 |
0,54 |
0,56 |
0,5 8 |
|
0,60 |
0,61 |
0,62 |
0,63 |
0,63 |
0,65 |
0,67 |
|
0 ,8 0 |
0,81 |
0,81 |
0,82 |
0,83 |
0 ,84 |
0 ,85 |
|
Ин терва л диаметров отв ерстий и к репежных деталей |
Св. 3 до 6 |
Св. 6 до 10 |
Св. 10 до 18 |
Св. 3 до 6 |
Св. 6 до 10 |
Св. 10 до 18 |
|
Поля допусков : |
|
|
||||
|
отверст ий |
Н 13 |
Н 14 |
||||
|
валов |
k 13 |
k 14 |
||||
При ме чания :
1. Натяг N max вер з ави си т только от п редельных отклонений диаметров отверстий и крепежных де талей. Значения N max вер определяют согласно ГОСТ 6449.1-82.
2. Значе н ия N доп сл е дует вы би рать согласно рекомен дуемому приложени ю.
3. Позицион н ый допуск Т определяют по формуле
![]() .
.
П о данной формуле допускается рассчитывать соответств ующие зн ачения Т, при других сочетаниях N доп и N max вер - с округлени ем до ближайшего меньше го значени я по табл. 1.
4. По з иционны е допуски осей отверсти й в обеих соединяемых д еталях должны быть одинаковыми.
ПРИЛОЖЕНИЕ
Рекомендуемое
Рекомендации по выбору допускаемого натяга Nдоп в соединении типа С
При вы б оре допускаемого натяга межд у крепежными и с оед ин яемыми деталями должн о собл юдаться следующее услови е (см. чертеж):
N доп ≤ N ′ доп + N ″ доп , (1)
где N ′ доп и N ″ доп - допускаемые значен ия односторонни х натягов между крепежной деталью и соответственно первой и второй соеди няемыми де та лями.
При о дин ак овы х услови ях с ое динени я крепе жной де тали с обеи ми соедин яемыми деталями (при один аков ых мате риа лах, раз мерах э лементов сое динений и т.п.)
N ′ доп = N ″ доп , ( 2)
а выражение ( 1 ) становится равен ств ом.
П ри различных ус лови ях соедин ения крепе жн ой детали с со еди нени ями в процессе сборки и зделий имеет мест о авт омати че ское пе ре расп ределение факти че ских о дносторонних натягов N ′факт . и N ″ факт . о б ратно п роп орцион ал ьно жесткости обеи х кон тактн ых пар. Это необходи мо учи тыв ать при выборе размеров э лементов соединений для обе спечени я условий, при которых действи те льные напряжени я смятия не превышают допускаемых и х зн ачений для применяемых материалов соеди няемых и крепежных деталей . При этом в соединениях не должно быть трещин, расслоен ий и других деформаций, сни жающи х прочность издели й или ухудшающих и х вн ешни й вид . Должн ы быть выполнен ы услов ия
N ′ факт. ≤ N ′ доп ; N ″ факт . ≤ N ″ доп (3 )
при которых кач е ство соединен ия соответствует предъявляемы м требовани ям.
Пр и увеличении площади контакта одн ой из сое ди ня ем ых деталей с крепежной фактически й одн осторон ни й натяг в этом сое ди нении уменьшается. Однако в соединени и другой детали с этой же кре пежн ой деталью фактиче ский односторонни й н атяг увеличи вается на ту же величину.
Ор и ен ти ров очн о для соедин ений составн ых частей изделий на круглые вставные ти пы рекомен дуются следующие значени я N ′ доп ( N ″ доп ) в зависимости от матери ал а с ое дин яемы х деталей (сборочных еди ниц ), мм:
д реве сина тверды х лис тв ен ных пород и бе резы .................. 0,15-0, 20
д ревесин а хв ойны х и мягких листв енны х п ород ................. 0,20-0,25
плиты дре в есн остружечны е ................................................... 0,25-0 ,3 0
Уточненные значения N ′ доп ( N ″ доп ) должны опр е деляться на основании результатов экспериментов с учетом конкретных условий.
СОДЕРЖАНИЕ
|
1. Общие положения . 2 2. Выбор допусков расположения осей отверстий для крепежных деталей . 2 Приложение. Рекомендации по выбору допускаемого натяга Nдоп в соединении типа C .. 8 |