Пособие Строительство и ремонт дорожных асфальтобетонных покрытий. Учебное пособие
ЗАКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
«АСФАЛЬТТЕХМАШ»
МОСКОВСКИЙ
АВТОМОБИЛЬНО-ДОРОЖНЫЙ ИНСТИТУТ
(ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ)
__________________________________________________________________
М.С. Мелик-Багдасаров, К.А. Гиоев, Н.А. Мелик-Багдасарова
СТРОИТЕЛЬСТВО И РЕМОНТ
ДОРОЖНЫХ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
Допущено УМО вузов РФ по образованию в области
железнодорожного
транспорта и транспортного строительства в качестве учебного пособия
для студентов вузов, обучающихся по специальности
«Автомобильные дороги и аэродромы»
направления подготовки «Транспортное строительство»
![]()
Белгород
2007
Рецензенты :
В.В. Ядыкина - доктор технических наук, профессор, заместитель заведующего кафедрой автомобильных дорог и аэродромов Белгородского государственного технологического университета им. В.Г. Шухова.
Л.А. Горелышева - кандидат технических наук, старший научный сотрудник ФГУП «РОСДОРНИИ».
В данном издании приведены технологии строительства, ремонта и содержания дорожных асфальтобетонных покрытий муниципальных, территориальных и федеральных дорог. Подробно описаны техника и процессы приготовления, транспортирования, укладки и уплотнения смесей разных составов, консистенции и назначения. Даны рекомендации по оптимальным технологическим режимам на всех этапах производства работ с учетом последних разработок отечественной и зарубежной теории и практики.
Учебное пособие предназначено для студентов высших учебных заведений, обучающихся по специальности «Автомобильные дороги и аэродромы» и «Городское строительство и хозяйство», работников и специалистов, занятых в сфере дорожного строительства, а также для слушателей системы дополнительного профессионального образования.
содержание
|
ВВЕДЕНИЕ ГЛАВА 1. АСФАЛЬТОБЕТОННЫЕ ПОКРЫТИЯ ИЗ ГОРЯЧИХ УКАТЫВАЕМЫХ СМЕСЕЙ § 1.1. Определение и классификация § 1.2. Компоненты смеси § 1.3. Проектирование состава смеси § 1.4. Приготовление смесей Асфальтосмесительные установки Технологический процесс Организация труда § 1.5. Транспортирование асфальтобетонной смеси Транспортные средства и требования к ним Подготовка транспортных средств Погрузка асфальтобетонной смеси Перевозка смесей § 1.6. Строительство Организационные работы Подготовительные работы Техника для укладки асфальтобетонной смеси Техника для уплотнения смесей Подготовка асфальтоукладчика и катков к работе Выгрузка смеси в асфальтоукладчик Перегружались асфальтобетонной смеси Что делать с забракованной смесью? Укладка смеси Как добиться хорошего уплотнения? Технология укатки Особенности строительства асфальтобетонных покрытий из щебеночно-мастичных смесей § 1.7. Особенности производства и укладки асфальтобетонной смеси при пониженной температуре ГЛАВА 2. АСФАЛЬТОБЕТОННЫЕ ПОКРЫТИЯ ИЗ ГОРЯЧИХ ЛИТЫХ СМЕСЕЙ § 2.1. Краткая история применения литых смесей § 2.2. Классификация литых асфальтобетонных смесей § 2.3. Особенности формирования структуры § 2.4. Нормативно-техническая документация § 2.5. Компоненты, рецептура и свойства § 2.6. Приготовление смесей § 2.7. Перевозка смесей § 2.8. Строительство покрытий. Организационные и подготовительные работы Устройство и отделка поверхности покрытия ГЛАВА 3. РЕМОНТ И СОДЕРЖАНИЕ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ § 3.1. Виды повреждений и причины их образования § 3.2. Рекомендации по ремонту покрытий Заделка трещин Заделка выбоин Устранение колейности и сдвигов § 3.3. Устройство тонкослойных шероховатых и защитных слоев Поверхностная обработка с последовательным распределением вяжущего и щебня Поверхностная обработка с синхронным распределением вяжущего и щебня (технология фирмы «Сэкмэр») Устройство шероховатого защитного слоя с помощью холодной эмульсионно-минеральной смеси литой консистенции («Сларри Сил») Устройство шероховатого тонкослойного покрытия по высокотемпературной технологии ГЛАВА 4. КОНТРОЛЬ КАЧЕСТВА § 4.1. Контроль при производстве смесей § 4.2. Контроль строительства покрытия ГЛАВА 5. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ § 5.1. Охрана труда и техника безопасности на АБЗ § 5.2. Охрана труда и техника безопасности на объекте ГЛАВА 6. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ § 6.1. Охрана природы § 6.2. Природоохранные мероприятия при производстве асфальтобетонной смеси § 6.3. Природоохранные мероприятия при строительстве и ремонте асфальтобетонных покрытий ЗАКЛЮЧЕНИЕ Приложение 1 Технические требования к асфальтобетонам Приложение 2 Технические характеристики асфальтосмесительных установок Приложение 3 Инструменты асфальтобетонщика Приложение 4 Примеры решения некоторых производственных задач Приложение 5 Технические характеристики дорожных фрез Приложение 6 Технические характеристики автогудронаторов Приложение 7 Технические характеристики асфальтоукладчиков Приложение 8 Технические характеристики катков Приложение 9 Ориентировочный расход альтобетонной смеси на 100 м2 Приложение 10 Технические характеристики термосов-миксеров (самоходных и прицепных) Приложение 11 Технические характеристики установки БЦМ-24 Приложение 12 Технические характеристики асфальторезательных машин Приложение 13 Технические характеристики «Чипсилеров» Приложение 14 Технические характеристики установки ДН-009 для приготовления и укладки литых эмульсионно-минеральных смесей Приложение 15 Методика расчета коэффициента вариации и коэффициента однородности асфальтобетонной смеси для оценки качества ее приготовления Приложение 16 Составы, структурные характеристики и температура при укладке основных разновидностей горячих асфальтобетонных смесей библиографический список
|
ВВЕДЕНИЕ
В настоящее время автомобилизация страны получила мощное ускорение, создав немало проблем для дорожно-транспортной сети. Для их эффективного решения в условиях дефинитного финансирования внедрение достижений научно-технического прогресса и передового опыта приобретает большое практическое значение.
В книге основное внимание уделено вопросам совершенствования традиционных технологий строительства и ремонта дорожных покрытий с применением горячих укатываемых асфальтобетонных смесей, а также новым технологиям с применением щебеночно-мастичных, литых асфальтобетонных смесей, холодных литых эмульсионно-минеральных смесей, специальных смесей для устройства шероховатых защитных тонкослойных покрытий и др.
По ходу изложения технологий читатель знакомится и с достижениями в области дорожного машиностроения.
В книге освещены вопросы контроля качества, техники безопасности и охраны окружающей среды. В ней учтены требования нормативных документов.
Авторы не претендуют на исчерпывающую полноту раскрытия темы и будут весьма признательны всем, высказавшим замечания и пожелания.
ГЛАВА 1. АСФАЛЬТОБЕТОННЫЕ ПОКРЫТИЯ ИЗ ГОРЯЧИХ УКАТЫВАЕМЫХ СМЕСЕЙ
§ 1.1. Определение и классификация
Горячая укатываемая смесь представляет собой рыхлую массу с температурой 140...160 °С, состоящую из щебня, песка, минерального порошка и вязкого дорожного битума в рационально подобранных соотношениях. После интенсивного уплотнения смеси катками и затвердевания слой приобретает определенную плотность, механическую прочность, упругость и эластичность.
ГОСТ 9128-97 [ 1] классифицирует горячие смеси:
• по наибольшему размеру зерен
минеральных материалов: крупнозернистые с размером зерен щебня (гравия) до
• по величине остаточной пористости: высокоплотные с остаточной пористостью 1,0-2,5%, плотные 2,5-5%, пористые 5,0-10,0% и высокопористые 10,0-18%;
• щебенистые - по количеству щебня (гравия): тип «А» - от 50 до 60%, тип «Б» - от 40 до 50% и тип «В» - от 30 до 40 мас. %;
• песчаные - по виду песка: тип «Г» на песках из отсевов дробления, также на их смесях с природным песком при содержании последнего не более 30%, тип «Д» на природных песках или смесях природных песков с отсевами дробления при содержании последних менее 70 мас. %;
• по значениям физико-механических свойств - на три марки ( прил. 1).
§ 1.2. Компоненты смеси
Большая роль в обеспечении заданных свойств асфальтобетона принадлежит свойствам исходных материалов. Поэтому рассмотрим, каким требованиям они должны удовлетворять.
Битум является одним из важнейших компонентов асфальтобетонной смеси.
Основной объем битума, используемого дорожными организациями, производят из нефти. Процесс производства битума связан с нагревом нефти и выделением из нее более легких компонентов - бензина, лигроина, керосина. Далее, при температуре 300...400°С, отгоняют машинные, веретенные, трансформаторные и другие смазочные масла. Выделение этих масел из нефти ведут под вакуумом. В результате разложения нефти остается густой смолистый остаток - гудрон (остаточный битум), который используют или как исходный материал для получения более вязких окисленных битумов, или используют без переработки.
Свойства гудрона зависят как от свойств нефти, так и от технологии ее переработки. Гудрон из тяжелой смолистой нефти составляет 7-8% от ее массы и имеет более высокое качество, чем из легкой (1% от массы).
Наиболее распространенным способом производства битумов является продувка гудрона воздухом при температуре 260...270 °С. В зависимости от типа окислительной установки, интенсивности и продолжительности процесса получают битумы различной вязкости.
Для производства горячих укатываемых асфальтобетонных смесей отечественная нефтеперерабатывающая промышленность выпускает вязкие дорожные битумы, преимущественно, марок БНД 40/60, БНД 60 90 и БНД 90/130 [ 2]. Каждая марка имеет вполне определенный групповой и химический состав.
Комплекс требований [ 2], предъявляемых к вязким дорожным битумам, приведен в табл.1.
Таблица 1
|
Наименования показателей |
Нормы по маркам |
||
|
БНД 40/60 |
БНД 60/90 |
БНД 90/130 |
|
|
Глубина проникания иглы, дмм |
|
|
|
|
при температуре: 25 °С, в пределах |
40-60 |
61-90 |
91-130 |
|
0 °С, не менее |
13 |
20 |
28 |
|
Температура размягчения, °С, не ниже |
51 |
47 |
43 |
|
Растяжимость при 25 °С, см, не менее |
45 |
55 |
65 |
|
Температура хрупкости, °С, не выше |
-12 |
-15 |
-17 |
|
Сцепление с мрамором (песком) |
выдерживает |
||
|
Изменение температуры размягчения после прогрева, °С, не более |
5 |
5 |
5 |
|
Температура вспышки, °С, не ниже |
230 |
230 |
230 |
|
Индекс пенетрации, в пределах |
от -1 до +1 |
||
Битум - сложная коллоидная система, дисперсионной средой в которой является раствор смол в маслах, а дисперсной фазой - асфальтены, карбены и карбоиды. На пограничных поверхностях этих частиц прочно удерживаются асфальтобеновые кислоты и их ангидриды.
Масла придают битуму подвижность и текучесть. Их плотность менее 1000 кг/м3, цвет - светло-желтый, содержание в битуме колеблется в пределах 35-60 мас.%. В маслах присутствуют углеводороды парафинового, нафтенового и ароматического рядов с молекулярной массой 300-600.
Смолы придают битуму эластичность и водостойкость. Их плотность равна, примерно, 1000 кг/м3, цвет - темно-коричневый, содержание в битуме в пределах 20-40%. В смолах присутствует наибольшее количество полярных сернистых, азотистых и кислородных соединений углеводородов с молекулярной массой 600-1000, способствующих хорошему прилипанию битума к каменным материалам.
Асфальтены представляют собой твердые неплавкие частицы черного цвета плотностью немногим более 1000 кг/м3 и молекулярной массой 1000-5000. От их количества и степени дисперсности зависит вязкость и теплостойкость битума. Обычно в битумах содержится 10-40% асфальтенов. Под действием ультрафиолетовых лучей они переходят в карбены и карбоиды, увеличивая вязкость и хрупкость битума. В битуме содержание карбенов и карбоидов - от 1 до 3%. Своими свойствами и составом они близки к асфальтенам, но содержат больше углерода и имеют большую плотность.
В некоторых случаях, для повышения трещиностойкости асфальтобетонного покрытия, в битум вводят добавки полимеров, а для улучшения прилипания битума к поверхности зерен минерального материала - поверхностно-активные вещества (ПАВ) [ 3- 6]. Их вводят либо в битум, либо на минеральные материалы при их перемешивании.
Минеральный
порошок представляет собой молотый
известняк, доломит, основной доменный шлак с размером зерен меньше
Для отдельных видов асфальтобетонной смеси (для пористого или высокопористого асфальтобетона, асфальтобетона II и III марки) допускается применение молотых основных металлургических шлаков, пыли уноса цементных заводов и золы тепловых станций.
Асфальтобетон без минерального порошка получается очень пористым, не морозостойким и, как правило, быстро разрушается.
Минеральный порошок должен отвечать требованиям стандарта [ 7].
Чем выше степень дисперсности минерального порошка, тем выше его энергетический потенциал и сцепление с битумом, тем прочнее склеиваются зерна минеральной смеси в монолит. Однако порошок не должен быть чрезмерно тонкого помола. Иначе, он будет слипаться в комки и плохо перемешиваться с другими минеральными материалами и битумом.
Одной из важных характеристик порошка является пористость, которая не должна быть выше 35 об.% у образцов, уплотненных нагрузкой 30 МПа. Для снижения пористости и гигроскопичности порошка рекомендуется при помоле горной породы обрабатывать вновь образующиеся поверхности активирующей композицией, состоящей из ПАВ и битума в количестве 1,5-2,5% от массы порошка. Присутствие ПАВ существенно улучшает смачивание поверхности частиц битумом и способствует образованию прочных связей.
Качественный минеральный порошок приготовляют путем помола породы прочностью на сжатие не ниже 20 МПа.
Коэффициент водостойкости образцов из смеси порошка и битума должен быть не ниже 0,7-0,8.
Песок - необходимый компонент практически любой асфальтобетонной смеси. Его качество также оказывает значительное влияние на свойства асфальтобетона.
Смеси для верхнего слоя покрытия
приготовляют на природных (горных, речных или морских) и дробленых (отсевы от
дробления горных пород) песках. Дробленые пески фракции 0-
Для улучшения подвижности смеси и
физико-механических свойств асфальтобетона дробленый песок или отсевы дробления
смешивают с природным окатанным песком в соотношении 1:1 или 2:1. При
использовании только природного песка лучше применять крупно- или
среднезернистый, т.е. с модулем крупности, соответственно, более 2,5 или в
пределах 2,0-2,5 и содержанием зерен крупнее
В смесях для нижних слоев допускается применение мелкого и очень мелкого песка с модулями крупности 1,7 и 1,1 соответственно. При соответствующем технико-экономическом обосновании мелкий песок можно улучшать добавками извести, которую вводят в количестве 2,5-5% от массы песка и перемешивают с ним до однородного состояния.
Песок должен быть чистым. Содержание в нем глинистых частиц должно быть не более 0,5%, а пыли и ила не более 3% - в природном песке и 5% - в дробленом. Песок должен удовлетворять требованиям стандарта [ 8].
Щебень применяют прочный и морозостойкий из горных пород изверженного, осадочного и метаморфического происхождения, а также из некоторых разновидностей атмосферостойких и прочных шлаков.
К изверженным породам относятся граниты, габбро, диабаз, базальты, диориты. Эти породы образовались после остывания и кристаллизации магмы и являются наиболее прочными.
Осадочные породы - известняки, доломиты, мергель и песчаники сформировались путем осаждения и цементации веществ из водной среды рек, морей и океанов. Их прочность и морозостойкость, как правило, ниже, чем у изверженных пород. Из осадочных пород весьма распространены в производстве асфальтобетонных смесей гравийные материалы в дробленом состоянии.
Метаморфические породы - мрамор, кварциты образовались в результате глубокого изменения изверженных и осадочных пород под действием высокой температуры и давления.
Независимо от происхождения горной породы щебень должен выдерживать 50 циклов испытания на морозостойкость для верхнего слоя покрытия и 25 - для нижнего.
Горная порода, перерабатываемая на щебень, не должна иметь слоистое строение. В противном случае при дроблении будут образовываться щебенки плоской формы - « лещадка». При повышенном содержании в асфальтобетонной смеси « лещадки» (более 15%), она при уплотнении катками ломается. В изломе покрытие становится водопроницаемым, неморозостойким и быстро разрушается. Поэтому слоистые породы применять не рекомендуется. Камень для переработки в щебень должен иметь предел прочности при сжатии в водонасыщенном состоянии не менее 80-100 МПа.
Размер зерен щебня для приготовления
асфальтобетонной смеси для верхнего слоя принимают равным 5-10, 5-15 или 5-
Для нижнего слоя покрытия и слоев основания приготовляют крупнозернистую смесь на щебне размером 5-35(40) мм. Поскольку нижележащие слои испытывают меньшую нагрузку от движущегося транспорта и от воздействия атмосферных факторов, требования к прочности камня снижают на 20-25%.
Большое влияние на водостойкость и прочность асфальтобетона оказывают активность поверхности, шероховатость и прочность зерен щебня. Чем выше эти показатели, тем более водостойким, морозостойким и прочным является асфальтобетон. В этом отношении гравийные материалы как в естественном, так и дробленом состоянии уступают щебню из горных пород изверженного, осадочного и метаморфического происхождения. Они, как правило, неоднородны по минералогическому составу, имеют ультракислую и менее развитую поверхность, и по этой причине хуже взаимодействуют с битумом.
Щебень должен удовлетворять требованиям стандарта [ 9, 10] и использоваться в том или ином типе асфальтобетона в зависимости от прочности породы (табл. 2).
Таблица 2
|
Марка асфальтобетонной смеси |
Типы асфальтобетонов, изготавливаемые на щебне разной природы |
|||||||||||
|
из изверженных и метаморфических пород, марки |
из осадочных пород, марки |
из металлургических шлаков |
||||||||||
|
1200 |
1000 |
800 |
600 |
1200 |
1000 |
800 |
600 |
1200 |
1000 |
800 |
600 |
|
|
I |
А, Б |
в |
- |
- |
А |
Б |
В |
- |
Б |
в |
- |
- |
|
II |
- |
А, Б |
В |
- |
- |
А |
Б |
В |
А |
Б |
в |
- |
|
III |
- |
- |
Б |
В |
- |
- |
- |
В |
- |
- |
Б |
В |
Для обеспечения требуемых физико-механических свойств асфальтобетонов на основе гравийных материалов, их рекомендуется дробить непосредственно перед использованием в асфальтобетонной смеси. При этом кремнистых частиц в дробленом гравии должно быть не более 25%, а зерен слабых пород - не более 10%.
Существенно повышается сдвигоустойчивость асфальтобетона при использовании в его
составе высевок размером 3-
Однако применение кондиционных материалов еще не является достаточным условием получения высококачественной смеси. Не менее важно правильно запроектировать состав и выдержать требуемые параметры технологических процессов ее приготовления, транспортирования, укладки и уплотнения
§ 1.3. Проектирование состава смеси
При проектировании состава необходимо правильно выбрать исходные компоненты и их соотношения, при которых асфальтобетонную смесь будет легко и выгодно изготовить, максимально обеспечить и сохранить ее однородность и температуру, ровно уложить и после уплотнения получить слои с требуемыми эксплуатационными и экономическими показателями.
Проектирование состава начинают с анализа условий работы асфальтобетона в дорожной конструкции, назначения марки и типа смеси, в соответствии с требованиями проекта. Далее, выбирают исходные компоненты с учетом их качества и стоимости, анализируют технологические возможности производства, уточняют требования к параметрам и режиму приготовления, подбирают состав смеси, составляют техническую документацию и передают ее на производство.
Среди указанных мероприятий подбор состава является ключевым.
В общем случае при подборе производят:
• испытание щебня, песка, минерального порошка, битума, руководствуясь требованиями и методиками соответствующих ГОСТов;
• расчет содержания компонентов в смеси по выбранной методике;
• формовку и испытание образцов;
• оценку результатов на соответствие установленным требованиям;
• корректировку состава с уточнением оптимального содержания компонентов, при котором физико-механические свойства образцов удовлетворяют техническим требованиям, а рецептура остается экономически целесообразной.
Расчет содержания компонентов является центральной операцией при подборе состава. От того насколько корректно он выполнен будут зависеть себестоимость, технологические свойства асфальтобетонной смеси, физико-механические свойства асфальтобетона, определяющие эксплуатационные характеристики и стоимость покрытия.
Известны различные методы расчета содержания компонентов [ 11 14]. Общим в них является подбор плотного минерального скелета и определение рационального количества битума, при котором физико-механические свойства образцов удовлетворяют требованиям стандарта.
Метод расчета по заданным эксплуатационным условиям [ 11] (метод проф. И.А. Рыбьева) основан на двух общих закономерностях, присущих всем конгломератным материалам - законе прочности оптимальных структур и законе створа.
Принцип подбора состоит в получении максимально плотной минеральной смеси песка и щебня в среде асфальтового вяжущего вещества (смеси битума и минерального порошка) оптимального состава ( прил. 16), которому всегда соответствует комплекс наиболее благоприятных физико-механических свойств асфальтобетона. Независимо от названия показателей свойств, все они в своих максимумах и минимумах располагаются примерно в одном створе.
Изменяя качество материалов и их соотношение, параметры технологических операций при производстве, сохраняя фракционную и температурную однородность смеси при транспортировании, добиваются заданных свойств - подвижности и уплотняемости смеси при укладке, прочности и долговечности асфальтобетона в эксплуатации.
Вопросы для самоконтроля по § 1.1.-1.3.
1. Что такое асфальтобетонная смесь и асфальтобетон
2. По каким основным признакам и параметрам классифицируют асфальтобетонные смеси и асфальтобетон?
3. По каким признакам асфальтобетонные смеси и асфальтобетон классифицируют по видам, типам и маркам?
4. Какие исходные материалы используют для приготовления асфальтобетонной смеси?
5. Какая роль отдельных компонентов смеси в структурообразовании асфальтобетона?
6. Как влияют свойства исходных материалов на обеспечение заданных свойства асфальтобетона, и какие используют добавки?
7. Как получают дорожные битумы, и какие основные требования предъявляют к ним?
8. Как получают щебень для использования в асфальтобетонных смесях, и какие основные требования предъявляют к нему?
9. Какие применяют пески, и какие предъявляют к ним требования?
10. Как получают минеральные порошки, и какие основные требования предъявляют к ним?
11. На какие этапы делится процесс проектирования состава асфальтобетонной смеси?
12. Какие методы подбора составов используются?
13. Как изменяются требования к асфальтобетону, исходя из условий его эксплуатации?
14. Как варьируются требования к исходным материалам в зависимости от условий эксплуатации асфальтобетона?
15. Какие испытания исходных материалов проводят при проектировании состава смеси?
16. Какой основной принцип подбора рецептуры смеси по методу проф. И.А. Рыбьева?
17. Что такое асфальтовое вяжущее вещество?
18. Как учитывать технологические и производственные возможности предприятия изготовителя при проектировании состава асфальтобетонной смеси?
19. Каким образом добиваются требуемых технологических свойств смеси и эксплуатационных свойств асфальтобетонного покрытия?
§ 1.4. Приготовление смесей
Асфальтосмесительные установки
Асфальтобетонную смесь производят на асфальтобетонном заводе в асфальтосмесительных установках башенного или партерного расположения оборудования периодического и непрерывного действия соответственно.
В России установки периодического действия получили наибольшее распространение по технико-экономическим показателям. Они позволяют выпускать разнообразные по составу и рецептуре асфальтобетонные смеси, оперативно управлять их качеством, эффективно вводить ПАВ и добавки, изменять режимы производства, использовать компьютерное оборудование и т.д. В этих установках смесь выпускают циклами, т.е. отдельными замесами с принудительным перемешиванием компонентов в компактных лопастных мешалках.
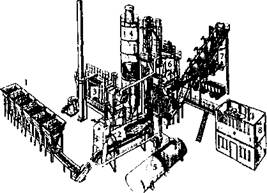
Рис. 1 Асфальтосмесительная установка периодического действия
Асфальтосмесительная установка периодического действия, общий вид которой показан на рис. 1, включает:
• агрегат питания 1 для кратковременного хранения и подачи песка и щебня разных фракций на сушку и нагрев;
• сушильный агрегат 2 для сушки и нагрева песка и щебня до заданной температуры;
• пылегазоулавливающий агрегат 3 для очистки отходящих газов от пыли и продуктов сгорания топлива;
• агрегат минерального порошка 4 для хранения и подачи порошка в смесительный агрегат на дозирование;
• расходную емкость с насосной станцией 5 для хранения и перекачки готового горячего битума в смесительный агрегат на дозирование;
• смесительный агрегат 6 для сортировки, дозирования и перемешивания всех компонентов;
• бункер готовой смеси 7;
• кабину управления 8.
В установках непрерывного действия смесь выпускают постоянно путем смешивания компонентов в барабанном смесителе. Для приготовления смесей со стабильными свойствами стараются использовать минеральные материалы, разделенные по фракциям, постоянного состава и качества.
На установках непрерывного действия, после незначительного переоборудования можно эффективно утилизировать в производстве асфальтовую крошку после фрезерования покрытий, готовить холодные смеси и др.
Кроме асфальтосмесительных установок на заводе имеются:
• узлы приемки и склады инертных материалов, минерального порошка, битума, поверхностно-активных добавок;
• транспортный цех;
• ремонтно-механические мастерские;
• бытовые помещения, лаборатория ОТК, весовая, диспетчерский пункт, а также административное здание.
В комплекс инженерных сооружений завода также входят: трансформаторная подстанция, газорегуляторный пункт, парокотельная, компрессорная станция и др. На некоторых заводах есть установки для приготовления битума из гудрона, битумных эмульсий, полимерно-битумного вяжущего и т.д.
Технические характеристики установок периодического действия приведены в прил. 2.
Технологический процесс
Процесс приготовления горячей асфальтобетонной смеси состоит из множества взаимосвязанных операций, среди которых наиболее важные:
• заготовка материалов (щебня, песка, минерального порошка, битума) требуемого качества и надлежащее их хранение;
• подготовка (выпаривание, нагрев) битума;
• предварительное дозирование песка и щебня в агрегате питания;
• сушка и нагрев песка и щебня до заданной температуры;
• рассев горячего песка и щебня на
фракции 0-5, 5-15(20) и 20-
• точное дозирование каждой фракции и минерального порошка в заданной пропорции в весовой бункер, взвешивание материалов нарастающим итогом, сброс в мешалку и их «сухое» перемешивание между собой;
• дозирование и ввод подготовленного битума;
• перемешивание смеси минеральных материалов с битумом;
• выгрузка готовой асфальтобетонной смеси в накопительный бункер или транспортное средство.
Приготовление асфальтобетонной смеси производится по схеме, показанной на рис. 2.
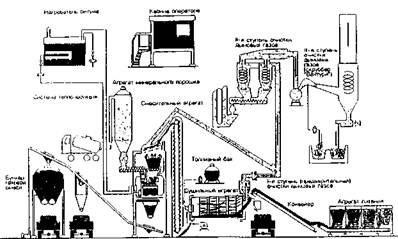
Рис. 2. Схема приготовления асфальтобетонной смеси
Заготовку щебня и песка производят на складских территориях завода. Склады представляют собой открытые площадки или закрытые помещения с отсеками для хранения песка и щебня разных пород фракции 5-10 (15, 20) мм и 15(20)-35(40) мм. Открытые площадки должны иметь уклон для стока дождевой воды.
Со склада влажные и холодные песок и щебень соответствующей породы и фракции грузят фронтальным погрузчиком или надвигают бульдозером в соответствующие бункеры агрегата питания.
Отечественные агрегаты питания имеют от двух до 6-8 бункеров. Пол каждым бункером имеется собственный питатель, с помощью которого требуемое количество щебня соответствующей фракции и песка через объемный дозатор с точностью ±5% подаются на сборный ленточный конвейер. С ленточного конвейера щебень и песок поступают по лотку загрузочной коробки в сушильный барабан на просушку и нагрев.
В сушильном барабане влажные и холодные материалы сушат и нагревают при перемешивании. Для обеспечения требуемой производительности установки и необходимой скорости продвижения каменных материалов барабан располагают с наклоном в сторону их выгрузки. В барабане имеются мощная горелка и транспортирующие лопатки. При вращении барабана лопатки поднимают, пересыпают и продвигают песок и щебень навстречу пламени горелки.
Горячие газы, проходя через завесу каменных материалов, сначала их сушат, а затем нагревают до требуемой температуры. Для достижения требуемой температуры нагрева материалов в сушильном барабане оператор варьирует загрузку барабана и расход топлива на горелку.
Температуру нагрева материалов назначают в зависимости от марки применяемого битума (табл. 3).
Таблица 3
|
Марка битума |
Температура нагрева песка и щебня, С |
|
БНД 40/60 |
170...185 |
|
БНД 60/90 |
170...180 |
|
БНД 90/130 |
165...175 |
Далее, горячие минеральные материалы ссыпают в приемное устройство горячего элеватора, поднимают ковшами на верхнюю отметку и по лотку направляют в сортировочное устройство (грохот) смесительного агрегата для разделения на фракции (рис. 3).
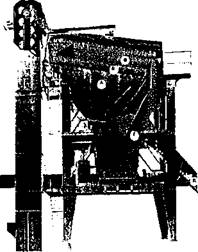
Рис. 3. Расположение основных узлов в смесительном агрегате
Зерна размером 0-5мм попадают в отсек песка «А», размером 5-15 (20)мм - в отсек мелкого щебня «Б», а размером 15-35 (40)мм - в отсек крупного щебня «D». Все отсеки оборудованы весовыми дозаторами, через которые материалы поступают в бункер «Г» для взвешивания нарастающим итогом. Зерна, размер которых превышает 35(40) мм, отводятся в специальный бункер для отходов «Д».
На импортных установках грохот состоит из 5(6) сит с размерами отверстий: 2,5(3), 5(6), 8, 12, 24(28) мм. Такие сита необходимы для разделения минеральных материалов на фракции 0-2,5(3), 2,5(3)-5(6), 5(6)-8, 8-12, 12-24(28) мм и более, наличие которых в асфальтобетонных смесях нормируется стандартами некоторых зарубежных стран.
После взвешивания каждой фракции на весы поступает минеральный порошок с температурой воздуха. Погрешность при взвешивании фракций каменных материалов не должна превышать ±3%, а минерального порошка -±1,5%.
Минеральный порошок поступает на взвешивание из агрегата минерального порошка. Этот агрегат состоит из оборудования для хранения и подачи порошка на дозирование.
Оборудование для хранения порошка представляет собой, как правило, вертикально-стоящую металлическую или железобетонную цилиндрическую емкость (одну или несколько), внутри которой имеются аэрационные устройства, предотвращающие слипание порошка.
Наверху емкости имеется фильтр, защищающий окружающую среду от пыли, которая образуется во время загрузки емкости порошком из автоцементовозов, а также механизм, препятствующий переполнению емкости. В нижней (конусной) части емкости имеется указатель уровня порошка. Еще ниже расположен питатель лопастного типа, через который порошок поступает в шнек, и далее на взвешивание в весовой бункер.
На некоторых заводах имеются специальные склады минерального порошка, оборудованные системой пневмопроводов. По пневмопроводам минеральный порошок поступает к асфальтосмесительной установке в соответствующую расходную емкость с дозатором.
В процессе сушки, нагрева, сортировки, дозирования и перемешивания материалов образуется много пыли и отходящих газов.
Пыль и газы направляют по газоходам с
помощью дымососа и вентиляторов в пылегазоулавливающий
агрегат, где воздух очищают от пыли и других вредных примесей и через дымовую
трубу выбрасывают в атмосферу. По действующим нормам допустимая концентрация
пыли на высоте
Отечественные асфальтосмесительные установки оснащены, как правило, трехступенчатой системой очистки отходящих газов. На первой ступени (в осадительной камере) улавливают крупные частицы; на второй (в циклонах) - мелкие частицы; на третьей (в скруббере « Вентури») тончайшие частицы пыли и газа.
Пыль, уловленную в осадительной камере и в циклонах, как правило, утилизируют и направляют с помощью шнекой в горячий элеватор и далее в отсек песка смесительного агрегата. В скруббере орошаемая водой тончайшая пыль и газы превращаются в шлам, который в производстве не используется и вывозится на свалку.
Наиболее эффективная очистка отходящих газов производится с помощью тканевых фильтров. Эти фильтры задерживают почти 99,98 % пыли. Пыль практически полностью утилизируется. Крупная пыль поступает на замес с песком, а тонкая дозируется отдельно и может замешать некоторую долю минерального порошка (не более 4%).
После взвешивания минеральные материалы сбрасывают в мешалку и интенсивно перемешивают между собой, а затем с битумом (рис. 4).

Рис. 4. Двухвальная лопастная мешалка
а - устройство мешалки;
б - минеральные материалы в процессе перемешивания
Двухстадийное перемешивание необходимо для обеспечения фракционной, температурной и энергетической однородности смеси.
В процессе перемешивания минеральных материалов идет теплообмен между нагретой песчано-щебеночной смесью и не нагретым минеральным порошком. В результате происходит выравнивание температур с переходом тепла от песчано-щебеночной смеси к порошку. При этом разрушаются начальные связи между частицами, увеличивается их подвижность, мельчайшие частицы притягиваются более крупными с силой, пропорциональной массе и разнице энергетических потенциалов частиц. Частицы равномерно распределяются с заполнением межзернового пространства более мелкими фракциями, тончайшие из которых осаждаются и фиксируются на поверхности более крупных зерен. Постепенно композиционная система переходит в состояние кинетического равновесия.
Далее, в однородную минеральную смесь через битумные форсунки, впрыскивают заданное рецептом количество битума. Погрешность при дозировании битума не должна превышать ±1,0%.
Примерная схема дозирования и ввода битума в мешалку показана на рис. 5.
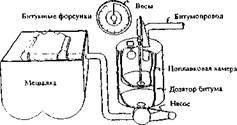
Рис. 5. Схема дозирования и ввода битума в мешалку
При вводе горячего битума в горячую, однородную и уравновешенную систему происходит интенсивное выделение газов, которые смешиваются с воздухом, вызывают рост давления, ускорение адсорбционных процессов и образование сложных физико-химических реакции и соединений. При этом битум и минеральные компоненты необратимо теряют (изменяют) свои индивидуальные свойства, особенно в местах контакта.
Поскольку известняковый минеральный порошок заряжен положительно и обладает наибольшим энергетическим потенциалом, битум обволакивает его первым. Затем в процесс вовлекаются более крупные зерна песка и щебня, обволакиваясь соответственно асфальтовым вяжущим веществом и смесью вяжущего вещества с песчаными частицами, образуя на поверхностях зернистых компонентов более толстые оболочки.
Оболочка по своему составу и свойствам неоднородна. На границе раздела фаз она больше структурирована асфальтенами и имеет более высокую вязкость, когезию и устойчивость к высокой температуре. На периферии оболочка менее структурирована, и адекватно реагирует на увеличение температуры уменьшением своей вязкости и расширением в объеме.
В общем случае процесс механического перемешивания минеральных материалов с битумом основывается на закономерности обтекания твердых частиц потоком жидкой среды. В зависимости от скорости движения частиц, обусловленной их массой, в среде возникают ламинарные или турбулентные потоки [ 15].
Крупные тяжелые зерна претерпевают турбулентные завихрения под действием центробежных сил. Тончайшим частицам минерального порошка из-за их ничтожной массы свойственно ламинарное движение, поскольку они находятся в непосредственном контакте с более крупными зернами или в межзерновом пространстве и участвуют во вращении вместе с ними.
Свойства образующихся оболочек, включая их адгезию, когезию, вязкость, теплоустойчивость, хрупкость, устойчивость под действием технологических факторов и другие, зависят как от свойств и содержания материалов (битума, минерального порошка, песка и щебня), так и от условий их перемешивания.
Например, для смесей с высокой долей асфальтового вяжущего вещества температура и время перемешивания должны быть повышенными. При высокой температуре периферийная часть оболочки разжижается и расширяется в объеме настолько, что смесь может приобрести вязкопластичную или даже литую консистенцию с присущей ей подвижностью и плотностью, что не адекватно простому увеличению количества битума в смеси, так как в этом случае структура станет неоптимальной, легко расслаивающейся и термочувствительной. Иными словами для каждого способа укладки и уплотнения существует своя оптимальная мера разжижения и расширения оболочек, определяющая комплекс технологических и структурно-механических свойств.
О влиянии времени перемешивания на однородность смеси можно проследить по изменению коэффициента вариации [ 16] (рис. 6).
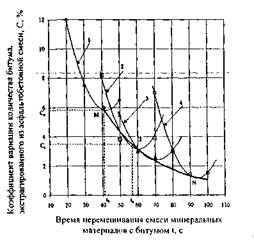
Рис. 6. Изменение однородности асфальтобетонных смесей в процессе перемешивания
1 - смесь не содержит минерального порошка; 2 - содержание асфальтового вяжущего вещества в смеси - 12 %; 3 - то же, - 25 %; 4 - то же, - 30 %.
М N - линия оптимальных значений времени перемешивания минеральных материалов с битумом при изготовлении смесей с различным содержанием асфальтового вяжущего вещества
По мере перемешивания однородность асфальтобетонной смеси растет, достигает максимума, а затем снижается. Снижение однородности смеси обусловлено замедлением процесса дальнейшего перераспределения битума и связано с остыванием и слипанием смеси в комки. При этом и качественные характеристики асфальтобетонной смеси ухудшаются.
Видно также, что чем больше содержится в смеси минерального порошка, тем дольше ее требуется перемешивать до однородного состояния.
Если соединить все минимальные значения, то получится огибающая кривая « MN ». Она представляет собой геометрическое место точек оптимального времени перемешивания минеральных материалов с битумом при изготовлении асфальтобетонных смесей различных составов.
Закономерность выражается формулой
![]() (1)
(1)
где С x - минимальный коэффициент вариации количества битума, экстрагированного из асфальтобетонной смеси с заданным содержанием асфальтового вяжущего вещества;
С 0 - то же, смеси, не содержащей минерального порошка (т.е. асфальтовое вяжущее вещество представлено только битумом);
tx - оптимальное время перемешивания смеси минеральных материалов с битумом при приготовлении асфальтобетонной смеси с заданным содержанием асфальтового вяжущего вещества, с;
t 0 - то же, смеси, не содержащей минерального порошка, с;
z - показатель степени, величина которого изменяется в пределах 0,5-1,0 и зависит от объема мешалки, скорости вращения валов, геометрии лопастей мешалки, схемы перемешивания, размера, формы, массы зерен и давления ввода битума.
Оптимальное время перемешивания любой конкретной минеральной смеси с битумом при заданной величине Сх можно определить из формулы
![]() (2)
(2)
В табл. 4 приведено рекомендуемое время перемешивания смесей, рассчитанное по вышеуказанной формуле.
Таблица 4
|
Тип смеси |
Время перемешивания минеральных материалов, с |
||
|
между собой |
с битумом |
общее |
|
|
А |
10-20 |
15-25 |
25-45 |
|
Б |
15-25 |
20-30 |
35-55 |
|
В |
20-25 |
25-35 |
45-60 |
|
Г |
25-30 |
35-40 |
60-70 |
|
Д |
25-30 |
30-35 |
55-65 |
Продолжительность перемешивания асфальтобетонной смеси можно сократить, если ввести ПАВ в количестве 0,15-0,25% от массы минеральной смеси или в горячую минеральную смесь (до объединения ее с битумом) или непосредственно в битум. В битум вводят ПАВ с температурой 60...70 °С в количестве 3-4% от массы битума и перемешивают с ним в обогреваемой емкости в течение 30-35 мин до однородного состояния. Затем, готовое вяжущее перекачивают в расходную емкость, поддерживая его температуру на уровне 110...130 °С, и после дозировки вводят в мешалку на горячие минеральные материалы [ 17].
Поверхностно-активное вещество (добавка) ускоряет и улучшаем обволакивание зерен битумом, повышает сцепление битума с минеральными материалами и подвижность смеси, позволяет использовать недостаточно просушенные материалы, что имеет место весной и осенью, уменьшить температуру нагрева материалов и повысить производительность асфальтосмесительной установки.
По окончании процесса перемешивания готовую смесь из мешалки выгружают в кузов автомобиля-самосвала, либо в ковш скипового подъемника и далее в накопительный бункер. Наполнение накопительною бункера смесью должно производиться компактными порциями, а не высыпанием, что исключает фракционную сегрегацию смеси и ее остывание.
Для сохранения оптимальной рабочей температуры смеси и уменьшения интенсивности термоокислительных процессов, приводящих к старению битума, время хранения рыхлых смесей в накопительном бункере ограничивают. Смеси типов «А» и «Б» и смеси для нижних слоев хранят в накопительном бункере не более 1,5 ч. Смеси других типов - не более 0,5 ч. Смеси с добавками ПАВ и активированных минеральных порошков могут находиться в накопительном бункере не более двух и одного часа соответственно.
Организация труда
Для обслуживания асфальтосмесительной установки организуют бригаду, состоящую из двух звеньев для работы в первую и вторую смены.
Звено состоит, как правило, из 7 человек, в том числе:
• оператора установки 6-го разряда - 1;
• механика (помощника оператора) 5-го разряда - 1;
• оператора сушильного отделения 4-го разряда - 1;
• варильщика 3-го разряда - 2;
• электрослесаря 5-го разряда - 1;
• машиниста автопогрузчика (бульдозера) 5-го разряда - 1.
В начале смены звено производит подготовку установки к работе.
Оператор установки:
• проверяет дозаторы и готовность битума;
• производит пробный запуск агрегатов и контролирует их работу в холостом режиме;
• освобождает отсеки горячего бункера от холодных минеральных материалов;
• готовит пять-шесть сухих замесов для прогрева технологической линии, затем наполняет отсеки материалами с требуемой температурой;
• контролирует работу агрегатов установки по показаниям контрольно-измерительных приборов на пульте управления;
• производит отгрузку готовой смеси из мешалки или накопительного бункера в автотранспортные средства.
Механик (помощник оператора):
• принимает участие в подготовке смесительной установки к работе и обеспечивает ее исправное состояние в течение смены;
• следит за наличием материалов в бункерах агрегата питания, работой питателей и других механизмов;
• в случае необходимости замещает оператора установки.
Оператор сушильного отделения:
• производит розжиг горелки и в зависимости от влажности песка и щебня устанавливает оптимальный температурный режим их сушки и нагрева;
• контролирует работу горелки и дутьевого вентилятора.
Первый варильщик:
• готовит битум, управляет работой битумоплавильного агрегата и оборудования для приготовления ПАВ;
• следит за температурой ПАВ и битума;
• следит за работой насосной станции по перекачке битума на смесительную установку.
Второй варильщик:
• следит за установкой автотранспортных средств под погрузку;
• контролирует выпуск и температуру асфальтобетонной смеси;
• следит за работой оборудования на всех ступенях очистки отходящих газов.
Электрослесарь:
• обеспечивает исправное состояние электросети, электромоторов;
• контролирует работу исполнительных механизмов и автоматики безопасности горения газа или жидкого топлива.
Машинист погрузчика (экскаваторщик, бульдозерист):
• обеспечивает бесперебойную подачу песка и щебня в бункера агрегата питания;
• производит техническое обслуживание машины.
Всеми работами руководит сменный мастер.
Вопросы для самоконтроля по § 1.4.
1. Какие инженерные сооружения входят в комплекс асфальтобетонного завода?
2. Какие типы асфальтосмесительных установок наиболее распространены?
3. Какие основные агрегаты входят в состав асфальтосмесительной установки?
4. Какие основные операции и режимы технологического процесса приготовления горячей асфальтобетонной смеси?
5. Какие погрешности допускаются при дозировании отдельных компонентов смеси?
6. Какие процессы происходят при двухстадийном перемешивании, и от чего зависит время перемешивания?
7. Как сократить время перемешивания смеси?
8. Какие экологические проблемы возникают при производстве смесей и как они решаются?
9. Почему ограничивают время хранения рыхлых смесей в накопительном бункере?
10. Как осуществляется организация труда при выпуске смеси?
§ 1.5. Транспортирование асфальтобетонной смеси
Транспортные средства и требования к ним
Доставка асфальтобетонной смеси на строительный объект является весьма ответственной задачей. При ее выполнении необходимо, во-первых, максимально сохранить требуемую температуру, однородность и подвижность смеси и, во-вторых, обеспечить заданный темп укладки, равномерную загрузку и непрерывную работу укладчика и катков в течение смены.
Для перевозки большинства асфальтобетонных смесей используют автомобили-самосвалы, предпочтительно большой грузоподъемности, с подвеской, создающей минимальную вибрацию при движении.
Кузов должен иметь задний борт, полог, обогрев выхлопными газами, подъемное устройство, обеспечивающее постепенное увеличение угла наклона кузова с фиксацией в любом рабочем положении и устройство, встряхивающее кузов для освобождения его от налипшей смеси.
Подготовка транспортных средств
Кузов автомобиля-самосвала перед погрузкой должен быть тщательно очищен от всех посторонних предметов. Дно кузова должно быть гладким и без существенных вмятин и углублений, в которых могли бы скопиться затвердевшая смесь от предыдущей загрузки или вещества, используемые для смазки поверхности кузова. В качестве смазки лучше применять вещества, не содержащие нефтепродукты, например, водно-известковую эмульсию, мыльный раствор или другие подобные материалы. Смазку наносят тонким равномерным слоем, исключая ее скопление в отдельных местах.
Дизельное топливо для смазки применять не следует, так как оно растворяет битум и ухудшает его свойства. Кроме того, дизельное топливо причиняет вред экологии, так как загрязняет почву, и своими парами - воздух.
Погрузка асфальтобетонной смеси
Готовую смесь выгружают в транспортное средство из мешалки, либо из накопительного бункера, куда смесь направляют с помощью ковша скиповою подъемника. При этом во всех случаях следует максимально сохранить однородность смеси. Особенно важно соблюдать это требование при погрузке асфальтобетонной смеси типов: «А», «Б» и крупнозернистой смеси. Для этого замесы располагают в кузове так, как показано на рис.7.

Рис. 7. Схема погрузки асфальтобетонной смеси в кузов автомобиля-самосвала
Когда замесы в кузове расположены равномерно, крупные зерна щебня как наиболее тяжелые скатываются с пологого откоса на небольшое расстояние и зерновой состав смеси практически не изменяется.
Если же выгрузку замесов производить в одно место кузова, то с каждой новой порцией конус смеси растет, его откосы становятся круче и щебенки легко с них скатываются и скапливаются у основания конуса. Распределение и уплотнение такой неоднородной смеси практически всегда приводит к серьезным дефектам покрытия.
Выгрузка асфальтобетонной смеси из
накопительного бункера должна производиться с высоты не более
Перевозка смесей
Для перевозки смеси водителю желательно выбрать, по возможности, наиболее короткий маршрут и ровную дорогу с минимальным числом помех для движения, знать надежные объездные пути, расположение других близлежащих строительных объектов.
При перевозке остывающая смесь
покрывается коркой, которая твердеет и создает своеобразный панцирь, защищающий
остальную смесь от быстрого охлаждения. Толщина корки зависит от погоды,
продолжительности транспортирования, температуры и вида смеси. Чем плотнее
смесь, тем тоньше и прочнее корка. В теплую и безветренную погоду плотная смесь
с температурой 150 °С после 1,5-2 ч нахождения в пути покрывается коркой
толщиной до
Максимальная продолжительность транспортирования смеси при температуре воздуха +20 °С и выше не более полутора часов; при температуре воздуха от +15 до +20 °С - не более одного часа.
При перевозке смеси на дальние расстояния, в дождливую, холодную и ветреную погоду смесь следует укрыть специальным пологом. Иначе брак при укладке неизбежен. Полог должен плотно прилегать к стенкам кузова, во избежание проникания под него холодного ветра. Для этого полог должен иметь достаточное количество точек крепления к кузову. Материал полога должен быть непромокаемым, иметь необходимые прочность, массу и размеры, позволяющие полностью закрыть загруженный кузов.
Для повышения безопасности работы водителя процесс развертывания и свертывания полога должен быть механизирован.
Вопросы для самоконтроля по § 1.5.
1. Какие транспортные средства используют для перевозки асфальтобетонных смесей, и какие требования к ним предъявляют?
2. Как готовят кузов автомобиля-самосвала перед погрузкой смеси?
3. Какие вещества можно применять в качестве смазки кузова?
4. Почему нельзя производить загрузку
асфальтобетонной смеси из накопительного бункера с высоты более
5. Какие свойства смеси могут быть потеряны при погрузке и транспортировке?
6. Как следует располагать замесы в кузове автомобиля-самосвала?
7. Для каких типов и видов асфальтобетонных смесей особенно важно соблюдать требование сохранения однородности смеси при погрузке?
8. От чего зависит максимально возможная продолжительность транспортирования смеси и как она регламентируется?
9. Как защищают смесь при перевозке на дальние расстояния в дождливую, холодную и ветреную погоду смесь?
10. Какие дефекты покрытия могут образоваться при укладке остывшей смеси?
§ 1.6. Строительство
Строительство асфальтобетонного покрытия представляет собой комплексный процесс, в результате которого должен быть получен прочный слой с ровной, шероховатой и экологически безопасной поверхностью, обеспечивающий комфортабельное движение транспорта с расчетной скоростью в течение нормативного срока службы.
Началу строительства предшествуют организационные и подготовительные работы.
Организационные работы
Организационные работы заключаются в разработке и осуществлении мероприятий, направленных на рациональное и безопасное размещение и использование материалов, рабочей силы, машин и механизмов [ 18].
Организационные работы оформляются в виде проекта производства работ (ППР) или проекта организации строительства (ПОС).
В проекте должна быть типовая технологическая карта, откорректированная с учетом особенностей местных условий производства, учтены требования [ 19] и указаны:
• принятые решения (меры) по охране труда и технике безопасности рабочих, машинистов дорожных машин в соответствии с требованиями [ 20];
• схемы организации движения автомобильного транспорта и пешеходов на период строительства с указанием объездных путей для транспорта и проходов для пешеходов;
• схемы расстановки дорожных знаков, ограничивающих скорость движения и информирующие о направлении объезда, сужении проезжей части, дорожных работах, неровной дороге, препятствиях и тому подобное, которые выполняют в соответствии с требованиями [ 21];
• схемы расположения и освещения ограждений, информационных щитов с указанием организации, фамилии ответственного лица, руководящего работами и номера его служебного телефона.
В технологической карте должны быть указаны все подготовительные и основные операции, порядок их выполнения, необходимые машины и оборудование, режимы их работы, количество и квалификация рабочих, инструменты, ресурсы, расход материалов, расчет трудозатрат, графики производства работ, схема операционного контроля качества и так далее, а также технологическая схема производства работ. Перед началом строительства рабочие и машинисты дорожных машин должны быть ознакомлены со схемами ограждения и освещения строительного объекта, порядком движения и маневрирования машин в местах разворота, въезда и выезда, местами хранения инвентаря и складирования материалов. Рабочие, машинисты, мастера и прорабы должны быть одеты в специальную рабочую форму со светоотражающим покрытием.
Ответственность за соблюдение правил техники безопасности возлагается на руководителя дорожной организации и лиц, непосредственно руководящих дорожными работами.
Приступая к выполнению задания, производитель работ должен:
• сформировать состав бригады из одного машиниста 6-го разряда, асфальтобетонщиков: 5-го разряда - одного, 4-го разряда - одного, 3-го разряда - трех, 2-го разряда - одного и 1-го разряда - одного. Асфальтобетонщик 5-го разряда руководит всей бригадой, обеспечивает совместно с прорабом соблюдение бригадой требований нормативных документов;
• выдать бригаде необходимые инвентарь и инструменты ( прил. 3). Инструменты должны быть удобными, исправными и чистыми. Разравниватели, скребки, гладилки, грабли, лопаты - насажены только на деревянные черенки. Чтобы смесь к ним меньше прилипала они должны быть постоянно горячими. Очищать и обрабатывать инструмент дизельным топливом запрещено. Ручной шпатель изготавливают из дерева, преимущественно из липы, его металлическая выглаживающая поверхность должна быть нержавеющей, ровной, гладкой и трудно деформируемой;
• определить и заказать виды и количество основной и вспомогательной техники для выполнения подготовительных работ, укладки, уплотнения и отделки покрытия;
• выполнить некоторые расчеты ( прил. 4);
• проинструктировать рабочих по технике безопасности под роспись в журнале трехзвеньевого контроля.
Важнейшим условием обеспечения эффективности строительного процесса и высокого качества работ является взаимопонимание производители работ и диспетчера асфальтобетонного завода.
Производитель работ должен своевременно:
• заказать нужную смесь, ее количество и необходимое количество автомобилей с учетом подготовленного фронта работ и времени на транспортирование;
• понятно объяснить, где находится объект и как лучше к нему проехать;
• указать температуру и темп поставки смеси для непрерывной укладки;
• запросить у диспетчера номер, дату и результаты лабораторных испытаний образцов смеси и асфальтобетона;
• своевременно сообщать диспетчеру о приостановке или возобновлении поставки смеси, например, из-за дождя, технической неисправности асфальтоукладчика, катков и т.п.
В качестве примера может служить следующая заявка:
«Заявка № 50 на 25.07.2006 г. Смесь
мелкозернистая, тип «А», марка I, температура 160 °С, средняя плотность 2,35
т/м3, лабораторный № 45, общее количество - 1000 т, темп поставки -
250 т/ч, начало - с 12 ч, на участок автомобильной дороги Москва-Минск,
Смесь заказывают за сутки, а объем и темп ее поставки уточняют за час до начала работ.
Подготовительные работы
Своевременное и качественное выполнение подготовительных работ является одним из основных условий бесперебойной укладки и уплотнения асфальтобетонной смеси, которое, в конечном итоге определяет физико-механические и эксплуатационные свойства дорожного покрытия.
Перед укладкой асфальтобетонной смеси необходимо обследовать состояние поверхности, на которую предстоит уложить одно- или двухслойное покрытие и с помощью геодезических инструментов проверить уклоны, отметки поперечного и продольного профиля, крышек колодцев подземных коммуникаций, решеток водоприемников, бор юного камня и других элементов дороги.
Проектные отметки фиксируют либо вдоль дороги с помощью контрольных маяков, которые устанавливают по визирам, либо на бортовом камне с помощью шнура, натертого мелом. Верх маяка должен соответствовать проектной отметке будущего слоя.
При наличии люков подземных коммуникаций производят их перестановку на новую отметку, а при необходимости и ремонт стенок колодцев. Эту работу удобно выполнять с помощью специального приспособления (рис. 8).
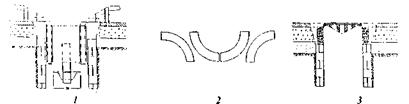
Рис. 8. Схема ремонта стенок и опорного кольца люка колодца:
1 - устройство для ремонта стенок горловины и опорного кольца люка колодца (обечайки); 2 - железобетонные сегменты; 3 - отремонтированные стенки и опорное кольцо люка колодца
Люк извлекают при помощи отбойного молотка, лома или гидравлического съемника. После уборки отходов и мусора от демонтажа люка в горловину колодца вставляют специальное устройство [ 22] и приступают к ремонту.
Рабочий, находясь в обечайке и стоя на опорной части устройства, производит ремонт стенки горловины, используя обечайку как опалубку для укладки быстротвердеющей цементобетонной, либо литой асфальтобетонной смеси или как подмости для установки железобетонных сегментов в основание люка. После проведения ремонтных работ в колодце и установки люка на проектную отметку, люк закрывают крышкой.
Работы, связанные с выравниванием поверхности нижележащего слоя, производят различными способами.
Если слой выполнен из неукрепленных материалов (песчано-гравийной смеси, щебня, шлака и т.п.), то поверхность просто профилируют или профилируют с добавлением мелкого щебня. Новый материал перемешивают с материалом нижнего слоя; полученную смесь увлажняют и тщательно уплотняют.
Если перекрываемый слой выполнен из материалов укрепленных минеральными вяжущими, то после профилирования и уплотнения осуществляют «уход» за материалом, для чего по поверхности слоя в теплую и сухую погоду распределяют жидкий битум (0,5-0,6 л/м2) или битумную эмульсию (0,3-0,5 л/м2). Движение транспорта на период формирования слоя должно быть закрыто.
При перекрытии старого асфальтобетонного
покрытия, его предварительно ремонтируют, очищают, промывают, просушивают,
грунтуют и выравнивают асфальтобетонной смесью. Если для выравнивания требуется
слой
Выравнивание на больших площадях производят асфальтоукладчиком, а на малых - вручную или автогрейдером. Особенно тщательно выравнивают те места, где возможен застой воды (у люков колодцев, водоприемных решеток). Поверхность выравнивают отдельными горизонтальными слоями (по схеме аналогичной представленной на рис. 11). Выравнивающие слои должны быть тщательно уплотнены, так как в противном случае в верхнем слое покрытия появится колея.
При ремонте цементобетонных покрытий асфальтобетонной смесью предварительно выполняют работы по консервации трещин, ремонту деформационных швов и поверхностного слоя. «Качающиеся» плиты сборного основания необходимо зафиксировать добавлением под них сухой песчано-цементной смеси (соотношение по массе 6:1). Разрушенные участки плит следует заменить, поврежденные участки отремонтировать на глубину повреждения.
При устранении дефектов, обнаруженных в местах соединения плит, из швов удаляют битумную мастику, а швы тщательно продувают сжатым воздухом, высушивают и грунтуют праймером. Затем, эти места заполняют новой мастикой. При этом необходимо следить, чтобы в швы не укладывалось избыточное количество мастики, особенно в холодную погоду, когда они наиболее раскрыты.
Перед укладкой асфальтобетонной смеси производят выравнивание поверхности цементобетонного покрытия и принимают меры по предотвращению возникновения отраженных трещин на асфальтобетонном покрытии [ 23].
Для удаления слоя старого покрытия, а также при подготовке и выравнивании поверхности нижнего слоя, имеющего завышенные отметки, применяют самоходные дорожные фрезы. Самоходные фрезы выпускают на колесах и гусеницах.
Колесные фрезы (рис. 9) за один проход
эффективно срезают слой асфальтобетона толщиной до
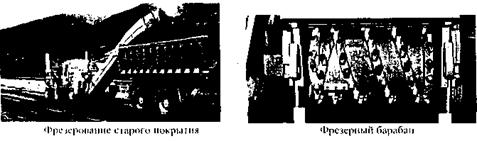
Рис. 9. Дорожная фреза марки 1000С фирмы « Wir t g e n»
Гусеничные фрезы целесообразно использовать
при наличии большого фронта работ, т.е. при реконструкции или капитальном
ремонте дороги. За один проход гусеничная фреза может срезать слой
асфальтобетона толщиной до
Рабочим органом дорожной фрезы служит фрезерный барабан, в котором имеются специальные посадочные места для установки резцов, каждый резец заканчивается наконечником из твердосплавного металла, конструкция посадочного места позволяет быстро заметь изношенный резец новым.
Современные фрезы способны удалять слой покрытия заданной толщины и вплотную к бордюру, создавать, требуемые продольный и поперечный уклоны дороги, формировать штабель срезанного материала и производить погрузку его в автомобиль-самосвал.
Основные технические характеристики некоторых отечественных и зарубежных дорожных фрез, приведены в прил. 5.
Работы с использованием фрезы выполняют следующим образом:
• поверхность фрезеруют по направлению движения потока автотранспорта;
• фрезерование покрытия начинают со стороны обочины или лотка проезжей части;
• смежную полосу фрезеруют после
возвращения фрезы задним ходом к началу фрезерования с перекрытием
отфрезерованной поверхности на 100-
• фрезерный барабан при подходе фрезы к люкам колодцев подземных коммуникаций следует поднимать, после прохода опускать и продолжать работу;
• участки покрытия, недоступные для фрезерования (у бортового камня и люков колодцев), удаляют, используя отбойные молотки и ручной инструмент;
• заданные поперечный и продольный уклоны обеспечивают, используя технические возможности фрезы;
• скорость фрезерования выбирают в
зависимости от температуры воздуха, толщины снимаемого слоя, вида и типа
асфальтобетона. Чем ниже температура, толще снимаемый слой и выше в нем
содержание щебня, тем ниже скорость фрезерования. Например, при +20 °С покрытие
толщиной
• если покрытие в некоторых местах снято не полностью, то закругленную кромку, которая образуется при входе фрезерного барабана в забои и выходе из него, обрубают вертикально непосредственно перед устройством покрытия с целью обеспечения более комфортных и безопасных условий движения транспорта в период строительства.
Если на участке имеются выбоины, а снятие старого покрытия не предусмотрено, то перед укладкой нового слоя их заделывают (рис. 10).
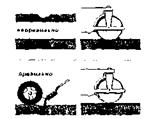
Рис. 10. Схема заделки выбоины на старом покрытии
Если имеются выбоины большого размера, то
с помощью фрезы им придают прямоугольную форму с захватом неповрежденной части
покрытия на
Просадки ликвидируют с предварительным определением границ каждого горизонтального слоя, как показано на рис. 11.

Рис. 11. Схема ликвидации просадок
Перед устройством покрытия подготовленное основание следует принять, по акту на скрытые работы. После приемки основания выровненную поверхность необходимо промести, а при сильном загрязнении промыть, просушить и равномерно обработать, вяжущим (горячим битумом или битумной эмульсией). Одновременно обрабатывают края ранее устроенного покрытия, люков колодцев, трамвайных рельсов и других высыпающих элементов дороги.
Вяжущее наносят равномерно тонким слоем с помощью автогудронатора (рис. 12). На небольшой площади и в труднодоступных местах применяю ручные распылители, краскопульты и т.п.
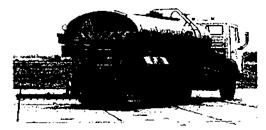
рис. 12. Автогудронатор ДС - 142Б
К автогудронатору предъявляют следующие требования.
Он должен:
• иметь надежную теплоизоляцию цистерны;
• производить наполнение цистерны вяжущим собственным насосом и фильтровать вяжущее;
• сливать, вяжущее из цистерны собственным насосом;
• фильтровать вяжущее и вылакать его в систему распределения:
• разогревать, вяжущее;
• наносить вяжущее на обрабатываемую поверхность, равномерным слоем с заданной нормой расхода;
• откачивать остатки вяжущего из системы распределения.
Расход горячего битума или битумной эмульсии варьируют в пределах 0,5-0,8 или 0,4-0,5 л/м2 соответственно. Поверхность обрабатывают не позднее, чем за час до укладки асфальтобетонной смеси.
Расход грунтовочного материала зависит от:
• шероховатости и пористости поверхности;
• количества и качества битума в перекрываемом слое;
• содержания битума в укладываемой смеси;
• пористости укладываемой смеси.
Для контроля расхода вяжущего,
распределяемого aвтогудронатором, используют простой
способ. На основание укладывают лист бумаги площадью
Основные технические характеристики некоторых моделей aвтогудронаторов приведены в прил. 6.
При распределении грунтовочных материалов нельзя допускать их скопления в пониженных местах, а также попадания на поверхности бортового камня. Обработанные поверхности следует защитить от возможного загрязнения и движения транспорта и пешеходов.
На рис. 13 показана грунтованная поверхность нижнего слоя, подготовленная к укладке верхнего слоя покрытия. На керне из покрытия между верхним и нижним слоями видна склеивающая прослойка битума.
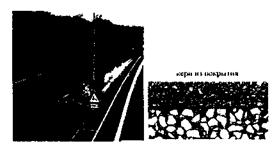
Рис. 13. Поверхность нижнего слоя, обработанная горячим битумом
Техника для укладки асфальтобетонной смеси
Основной машиной для распределения и предварительного уплотнения асфальтобетонной смеси является асфальтоукладчик.
Выбирая асфальтоукладчик, руководствуются следующими требованиями:
• производительность укладчика должна на 15-20% превышать, производительность асфальтосмесительной установки;
• укладчик должен иметь повышенное
тяговое усилие, обеспечивающее распределение и выглаживание
как песчаных, так и более жестких и тяжелых - многощебенистых
смесей; длина шнековой камеры должна бесступенчато
изменяться от 2,5 до
• трамбующий брус должен иметь
регулировку хода в пределах 4-
• вибрационная выглаживающая плита должна
иметь амплитуду колебания до
• укладчик должен быть оснащен системой автоматическою обеспечения требуемой ровности и поперечных уклонов покрытия;
• система подогрева выглаживающей плиты должна быть достаточно мощной и эффективной во избежание возможных смешений и разрывов слоя.
Асфальтоукладчики выпускают на колесном или гусеничном ходу.
Колесные укладчики могут легко маневрировать в стесненных условиях города и своим ходом переезжать с объекта на объект. Они весьма эффективны при укладке смеси в верхний слой покрытия.
Гусеничные укладчики создают большее тяговое усилие и оказывают меньшее удельное давление на нижний слой. Они малочувствительны к его неровностям и ровнее, чем колесные, укладывают толстые слои. Эффект от применения гусеничных укладчиков более заметен при распределении щебенистых смесей типов «А» и «Б».
Современные укладчики имеют мощные силовые агрегаты, вместительный приемный бункер, высокопроизводительные питатели, узел распределения смеси, трамбующий брус и обогреваемую вибрационную выглаживающую плиту (рис. 14).
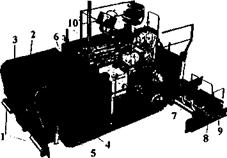
Рис. 14. Конструкция асфальтоукладчика
1 - упорная балка с роликами; 2 - приемным бункер; 3 - складывающаяся стенка бункера; 4 - скребковые питатели; 5 - ходовая часть; 6 - тоннель с регуляторами заслонки; 7 - шнек; 8 - трамбующий брус; 9 - вибрационная выглаживающая плита; 10 - силовая установка
Приемный бункер имеет высоту и ширину загрузки, исключающие касание его поднятым кузовом. Стенки бункера складываются для более полной выработки смеси. Левый и правый скребковые питатели имеют независимый привод, для регулирования объема подачи смеси при укладке на основание с изменяющимся поперечным профилем, и на различных радиусах кривых.
Регулирующие заслонки обеспечивают оптимальную загрузку шнековой камеры. Величина их открытия связана с толщиной укладываемого слоя.
В шнековой камере расположены два шнека с независимым приводом, которые обеспечивают равномерное распределение смеси по ширине до требуемого уровня.
В прил. 7 приведены технические характеристики асфальтоукладчиков.
Техника для уплотнения смесей
Предварительное уплотнение укатываемых асфальтобетонных смесей (щебенистых) производят трамбующим брусом и вибрационной выглаживающей плитой асфальтоукладчика, а окончательное - катками (рис. 15).
Катки по отношению к укладчику являются машинами вспомогательными. Производительность отряда катков должна быть на 25-35% выше производительности укладчика.
Тип, массу и количество катков выбирают в зависимости от типа смеси, толщины уплотняемого слоя, технологической пригодности катка для работы за конкретным асфальтоукладчиком, уплотняющей способности катка и его места в технологическом процессе.
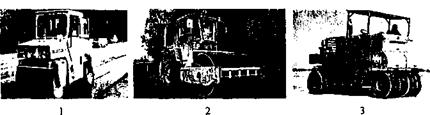
Рис 15. Катки для уплотнения асфальтобетонной смеси
1 - гладковальцовый каток массой 7 т; 2 - комбинированный каток массой 12 т; 3 - пневмоколесный каток массой 16 т
Технические характеристики некоторых катков приведены в прил. 8.
Подготовка асфальтоукладчика и катков к работе
Асфальтоукладчик приводят в состояние готовности к работе в конце смены (за 30-40 мин до ее окончания) в период работы катков на последней захватке. Катки готовят к работе в начале смены, во время установки асфальтоукладчика в исходное положение, когда фронт работ для них еще не подготовлен.
Укладчик осматривают и проверяют качество очистки упорных роликов, приемного бункера, питателей, шнеков и ходовой части от налипшей асфальтобетонной смеси. Налипшая и застывшая смесь может вызвать значительное сопротивление работе питателей и шнеков, а в ряде случаев заклинить эти механизмы и привести к поломке трансмиссии. Механизмы промывают керосином или дизельным топливом с одновременным их прокручиванием. Рабочую поверхность выглаживающей плиты протирают, а пространство между выглаживающей плитой, трамбующим брусом и отражательным щитом смачивают керосином или дизельным топливом.
Кроме того, проверяют:
• состояние ходовой части, приемного бункера, питателей, шнеков, тяговых брусьев, шарнирных соединений, крепежа, панелей и рычагов управления;
• уровень топлива и рабочей жидкости в баках, герметичность соединений и давление жидкости в гидросистеме;
• работу аккумуляторных батарей и приборов освещения, гидромотора трамбующего бруса и вибратора выглаживающей плиты;
• ход машины на транспортной и рабочих скоростях (вперед, назад, вправо, влево).
Перед укладкой смеси в следующую смену машинист производит установку укладчика в исходное положение, а именно:
• поднимает выглаживающую плиту;
• подъезжает к началу укладываемой полосы (на дороге с продольным уклоном более 4% укладку ведут вверх по уклону);
• совмещает переднюю кромку выглаживающей плиты с ровно обрезанным краем ранее уложенного слоя или устанавливает плиту на заданную отметку, подкладывая под нее стартовый брус толщиной, равной толщине слоя в неуплотненном состоянии;
• настраивает систему контроля ровности и начинает разогрев плиты.
Отметка, на которую устанавливают плиту, зависит от типа смеси и типа уплотняющего органа, которым оснащен укладчик (трамбующий брус со статической выглаживающей плитой или трамбующий брус с вибрационной выглаживающей плитой).
При укладке смеси под трамбующий брус со статической выглаживающей плитой ее устанавливают выше проектной отметки покрытия на 15-25%, а при укладке под трамбующий брус с вибрационной выглаживающей плитой - на 10-15%.
Перед работой катков:
• баки заправляют топливом;
• проверяют наличие моторного масла в двигателе;
• проверяют систему смачивания вальцов с заправкой в бак смеси воды с керосином в соотношении 1:1;
• проверяют исправность виброуплотняющей системы;
• проверяют и корректируют давление воздуха в шинах пневмокатков.
Завершив установку укладчика в исходное положение и проверку катков, машинисты сообщают рабочему-сигнальщику о готовности механизмов к работе. Рабочий-сигнальщик, в свою очередь, руководит действиями водителя автомобиля-самосвала, который после полученного разрешения снимает полог с кузова, направляет движение машины задним ходом к укладчику и осторожно касается задними колесами упорных роликов асфальтоукладчика, чтобы не сдвинуть его с места и исключить перекосы рамы. Перекосы рамы асфальтоукладчика могут произойти при подходе самосвала к нему под углом и упоре в него одним колесом.
Выгрузка смеси в асфальтоукладчик
Каждую машину, прибывающую к месту укладки асфальтобетонной смеси, встречает выделенный из состава бригады опытный рабочий-сигнальщик. Он руководит действиями водителя при маневрировании и подаче автомобиля задним ходом к асфальтоукладчику, проверяет наличие товарно-транспортной накладной, дату и время отправления смеси, паспорт смеси с указанием вида, типа и марки смеси, ее массы и температуры, а также наличие отметки отдела технического контроля (ОТК) завода о соответствии смеси требованиям технических условий.
Температуру смеси проверяют в кузове, а не после ее выгрузки. Термометр многократно погружают в смесь, чтобы получить более точное представление о средней температуре (рис. 16). Для безопасного измерения лучше использовать бесконтактный термометр, при этом меньшая точность измерении вполне компенсируется большим количеством замеров.
Команду на выгрузку смеси дает сигнальщик по согласованию с машинистом асфальтоукладчика. При этом важно:

Рис. 16. Измерение температуры смеси
• снять полог непосредственно перед выгрузкой и закрепить его на козырьке переднего борта;
• подать машину строго по оси движения укладчика, не допуская подхода под углом или сбоку;
• не допустить удара задних колес машины об асфальтоукладчик, так как при этом возникнет смещение слоя и след на покрытии от выглаживающей плиты асфальтоукладчика;
• снять машину со скорости и тормозов;
• своевременно открыть замки заднего борта кузова;
• не допустить просыпания смеси перед асфальтоукладчиком. Для этого водитель должен сначала немного приподнять кузов и ссыпать первую порцию смеси в приемный бункер асфальтоукладчика. Затем, по мере выработки смеси из приемного бункера, добавлять смесь, поднимая кузов на больший угол. Остатки смеси, особенно, если они прилипли ко дну и стенкам кузова, водитель выгружает в асфальтоукладчик, встряхивая кузов, а если это не помогает, то очищает кузов специальной лопатой с удлиненной ручкой.
Действиями водителя руководит сигнальщик.
б ольшинство из вышеперечисленных операций и требований отпадают при использовании специальных перегружателей асфальтобетонной смеси.
Перегружались асфальтобетонной смеси
Машина (рис. 17) имеет собственный изолированный от воздуха бункер-накопитель емкостью 25 т с антисегрегационным многошаговым шнеком большого (559/153 мм) диаметра и поворотный в обе стороны на 55° выгружающий конвейер производительностью 720 т/ч.

Рис. 17. Перегружатель асфальтобетонной смеси S B-2500 («S huttle Baggy»)
Приемный бункер перегружателя оборудован
загружающим шнеком (737/178 мм) и широким (
Перегружатель устанавливают между автомобилем-самосвалом и асфальтоукладчиком. Во избежание просыпания смеси приемный бункер асфальтоукладчика оснащают специальной вставкой-бункером вместимостью 15-20 т.
Использование перегружателя целесообразно по многим причинам. Во-первых, он устраняет фракционную и температурную сегрегацию смеси, которая неизбежно возникает при транспортировке от тряски и неодинакового остывания смеси на поверхности, у бортов кузова и внутри объема. Смесь подается в бункер асфальтоукладчика однородной по гранулометрическому составу и температуре, а покрытие приобретает высокую ровность и бездефектную структуру. Во-вторых, на поверхности покрытия не образуется поперечных рубцов от выглаживающей плиты, так как укладчик не испытывает ударов колес о направляющие ролики при разгрузке автомобилей-самосвалов и работает безостановочно. В-третьих, перегружатель уменьшает время простоя автомобилей со смесью в ожидании разгрузки и позволяет сократить их количество. В-четвертых, в результате безостановочной укладки с постоянной скоростью увеличивается производительность процесса и снижается трудоемкость работ.
Перегружатель позволяет также разгружаться автомобилям вдали от мест, имеющих ограничения по высоте разгрузки (тоннели, мосты, контактные сети городского электротранспорта). Не малое удобство - возможность подачи смеси в труднодоступные места для устройства покрытия, у люков колодцев, бордюра и т.п. За счет регулирования скорости подачи и угла поворота конвейера перегружатель способен отсыпать любой объем смеси.
Что делать с забракованной смесью?
Вопрос о дальнейшем использовании остывшей ниже рабочей температуры или перегретой смеси следует решать оперативно.
Если на объекте имеются участки,
требующие отсыпки обочин, выравнивания и тому подобное, смесь следует уложить и
уплотнить немедленно. При отсутствии такой возможности необходимо связаться с
диспетчером АБЗ или диспетчером дорожно-строительной организации и узнать адрес
другого объекта, где есть возможность использования бракованной смеси. В
крайнем случае, смесь возвращают на завод или на базу механизации для
переработки и утилизации, например, в производстве ремонтных смесей. Для этого
бракованную смесь выгружают на ровную просыпанную песком площадку и
распределяют слоем не более
Укладка смеси
Горячие укатываемые смеси укладывают в теплую и сухую погоду, весной - при температуре воздуха не ниже +5 °С, а осенью - не ниже +10°С [ 24- 27].
Асфальтобетонную смесь нельзя укладывать на мокрую поверхность. Влага быстро охлаждает рыхлую смесь и препятствует прочному сцеплению слоев; не исключено смещение слоя, образование разрывов и вздутий, а при уплотнении - трещин и сдвигов.
Отрицательное влияние влажной поверхности
уменьшается с увеличением толщины укладываемого слоя. Так, например, смесь
слоем
Осенью используют более плотные смеси и
работы стараются завершить до наступления устойчивых заморозков. В этот период
можно устраивать в основном только нижний слой. Однако если все же требуется
уложить верхний слой, то его устраивают вслед за укладкой нижнего, пока
последний не остыл ниже 50 °С. При этом верхний слой должен иметь толщину не
менее
К укладке смеси в солнечные весенние дни можно приступить после того, как покрытие прогреется до +20 С.
В жаркую погоду не рекомендуется
укладывать смесь слоем толще
Рабочую скорость машинист выбирает с учетом погоды, вида и типа смеси, толщины слоя, количества машин со смесью, готовых к выгрузке.
После наполнения приемного бункера смесью, машинист укладчика включает питатели, шнеки и начинает прием смеси в шнековую камеру. Затем, он включает рабочую скорость и приступает к укладке смеси.
Требуемый уровень смеси устанавливают с помощью специальных датчиков (лопаток с концевыми выключателями). При равномерной укладке уровень смеси должен достигать середины вала шнека.
Трамбующий брус и вибрационная выглаживающая плита обеспечивают предварительное уплотнение смеси. Для достижения максимального эффект уплотнения параметры (амплитуду и частоту колебаний) регулируют в зависимости от вида смеси и толщины слоя. Чем меньше щебня в смеси и тоньше ее слой, тем меньше амплитуда и частота колебаний.
Толщину слоя регулируют, изменяя угол атаки выглаживающей плиты (рис. 18).
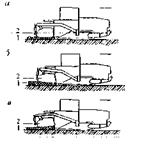
Рис. 18. Схема установки выглаживающей плиты для регулирования толщины слоя:
а - толщина слоя постоянная (угол атаки ранен 0°);
б - толщина слоя уменьшается (угол атаки меньше 0°);
в - толщина слоя увеличивается (угол атаки больше 0°);
1 - укладываемый слой; 2 - выглаживающая плита
Поперечный уклон слою задают регулятором поперечного профиля, который изменяет угол между левой и правой частями выглаживающей плиты (рис. 19).
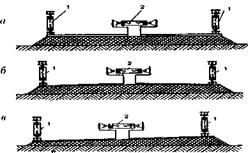
Рис. 19. Схема изменения поперечного профиля покрытия
а - горизонтальная поверхность;
б - двускатный профиль;
в - односкатный профиль;
1 - регулятор толщины слоя; 2 - регулятор поперечного профиля
Ровность покрытия обеспечивают специальной системой контроля продольного и поперечного уклонов покрытия.
На рис. 20 схематично показан принцип действия системы.
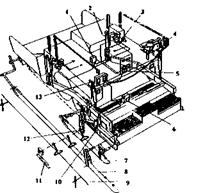
Рис. 20. Схема автоматического управления положением рабочих органов асфальтоукладчика:
1 - распределительная коробка; 2 - гидроцилиндры управления положением трамбующего бруса; 3 - гидрозолотники; 4 - блок дистанционного управления; 5 - электрический разъем; 6 - датчик поперечного уклона; 7, 8, 11 - лыжи; 9 - копирная струна; 10 - поворотный кронштейн; 12 - датчик продольного уклона;
13 - блок сравнения
При укладке смеси неровности поверхности нижележащего слоя воспринимаются датчиками продольного уклона 12 и поперечного уклона 6. Продольный уклон задается с помощью копирной струны 9 или определяется уклоном базовой поверхности, по которой скользят лыжи 7, 8 или 11. Поперечный уклон задается дистанционным блоком 4. При отклонении профиля слоя от заданного включается соответствующий датчик уклона 6 или 12. Сигнал от датчика поступает на блок сравнения 13, который через распределительную коробку 1 и гидрозолотники обеспечивает подачу рабочей жидкости из гидронасоса в гидроцилиндры 2 управления положением трамбующего бруса. Гидроцилиндры изменяют положение бруса в соответствии с заданным профилем покрытия.
Схема укладки асфальтобетонной смеси, и расположение основных рабочих органов асфальтоукладчика показаны на рис. 21.
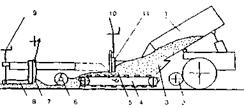
Рис. 21 .Схематическое изображение процесса укладки асфальтобетонной смеси;
1 - автомобиль самосвал; 2 - упорный ролик; 3 - приемный бункер, 4 - скребковый шпатель; 5 - тоннель; 6 - шнек; 7 - трамбующий брус; 8 - выглаживающая плита; 9 - регулятор толщины слоя; 10 - регулятор заслонки; 11 - заслонка
Неснижаемый уровень смеси перед фронтом трамбующего бруса должен постоянно поддерживаться системой автоматического контроля работы питателей. При отсутствии автоматики количество смеси между шнеками и трамбующей плитой регулируется заслонкой и согласованными действиями водителя, машиниста и сигнальщика. Переполнение шнековой камеры приводит к наползанию выглаживающей плиты на смесь, утолщению слоя и неровной поверхности, исправить которую трудно (только вручную).
Смесь следует укладывать безостановочно, загружая приемный бункер на ходу. Если укладчик требуется все же остановить, то машинист должен предварительно выключить трамбующий брус, чтобы не уплотнять смесь в момент стоянки и зафиксировать его положение.
При подходе к крышкам колодцев и решеткам водоприемников, поднятым на проектную отметку, движение укладчика следует замедлить, и уплотняющий орган отключить. При этом решетка водоприемника, во избежание засорения смесью, должна быть закрыта.
Разравнивание смеси и отделку поверхности в этом месте, а также в местах образования разрывов и раковин в слое, выполняют вручную. При этом набрасывать смесь в образовавшийся разрыв не нужно. Смесь следует взять лопатой из приемного бункера, поднести и выложить, а затем граблями или движком распределить. Брошенная смесь под влиянием гравитации расслаивается. Крупные частицы как более тяжелые отделяются от растворной части и первыми достигают поверхности. При уплотнении таких мест катком покрытие становится раковистым и в процессе эксплуатации быстро разрушится. Кроме того, смесь очень быстро остывает и хорошего сцепления с уложенной смесью не удается обеспечить даже интенсивной укаткой.
После того, как первая полоса уложена и уплотнена, переходят к укладке смеси на смежной полосе. Правильное положение выглаживающей плиты асфальтоукладчика на смежной полосе показано на рис. 22.
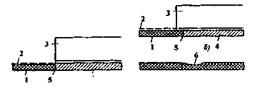
Рис. 22. Положение выглаживающей плиты укладчика при распределении смеси на смежной полосе:
а - правильное, б - неправильное, в - покрытие, поврежденное из-за неправильной установки плиты укладчика.
1 - уплотненный слой; 2 - уровень неуплотненного слоя; 3 - плита укладчика; 4 - неуплотненный слой второй полосы; 5 - линия сопряжения полос; 6 - дефект покрытия
Время начала укладки асфальтобетонной смеси на смежной полосе выбирают с таким расчетом, чтобы кромка ранее уложенного слоя не остыла ниже 80°С. Это предельная температура, при которой еще можно достичь прочной спайки кромок.
Требуемое количество смеси определяют заранее (см. прил. 4) с таким расчетом, чтобы получился один поперечный шов.
Если конструкция покрытия многослойная,
то полосы укладываемой смеси следует смещать по ширине относительно нижних на
100-
Для уменьшения числа сопрягаемых полос используют:
• асфальтоукладчик с дополнительными вставками на шнеки и шнековую камеру;
• широкозахватный асфальтоукладчик с бесступенчатым изменением ширины укладки;
• одновременно два или три асфальтоукладчика с длиной шнековой камеры кратной ширине проезжей части.
В плане укладчики располагают ступенчато
с опережением одним другого на 20-
При укладке смеси одним асфальтоукладчиком необходимо, чтобы ширина полосы укладки была кратной ширине проезжей части.
В процессе укладки смеси будущему покрытию необходимо придать одно- или двускатный поперечный профиль. Для этого изменяют положение шарнирносочлененных частей плиты и уплотняющего бруса.
Для того чтобы получить сплошной ровный слой, укладку смеси ведут при постоянной скорости, которую выбирают, учитывая:
• температуру воздуха;
• вид, тип и температуру смеси;
• толщину слоя и тип уплотняющего органа асфальтоукладчика;
• наличие смеси на объекте.
В хорошую погоду плотные смеси типов «Б»,
«В», «Г» и «Д», а также пористые и высокопористые, укладывают со скоростью 4-5
м/мин, слоем
Следует помнить, что любую смесь лучше распределять медленно и равномерно, чем быстро и с остановками.
Необходимо также, чтобы скорость
распределения соответствовала объему поставки смеси и производительности катков.
Например, для ритмичной работы укладчика при распределении щебенистой смеси
слоем
Нормы расхода асфальтобетонных смесей укачаны в прил. 9.
При длительном перерыве и укладке (окончание смены, отсутствие смеси, ухудшение погоды, поломка механизмов или завода) асфальтоукладчик необходимо продвинуть вперед до полной выработки смеси и очистить ручным инструментом его приемный бункер, питатели и шнековую камеру.
По мере продвижения укладчика и выработки смеси из шнековой камеры покрытие становится тоньше и сужается. Этот участок покрытия после уплотнения всей полосы и до возобновления укладки смеси следует удалить, а кромку обрезать по намеченной линии с помощью отбойных молотков с наконечником в виде лопатки или с помощью резательном машины.
Срок выполнения указанной операции зависит от того, подносило или частично объект закрыт для движения транспорта. Если движение на нем снято не полностью, участок покрытия удаляют непосредственно перед возобновлением работ, чтобы создать более безопасные и комфортные условия движения транспорта по дороге. Если же дорога полностью закрыта для движения, то участок удаляют сразу после уплотнения смеси.
При небольшом перерыве в работе (до 20 мин) машинист должен поднять боковые стенки приемного бункера, ссыпать остатки смеси на шпатели и максимально заполнить шнековую камеру асфальтоукладчика. После подхода машины со свежей смесью он опускает стенки бункера, включает питатели, шнеки и начинает прием свежей смеси в шнековую камеру. При перемешивании свежей смеси со старой, вся масса нагревается, благодаря чему разрывы и раковины в слое практически не образуются. Если же в приемном бункере осталось много смеси, а шнековая камера заполнена, смесь в бункере следует укрыть пологом.
Иногда при укладке встречаются участки, недоступные для работы асфальтоукладчика. Это - примыкания, развилки, площадки клинообразной формы и т.д. В этих местах, одновременно с работой асфальтоукладчика, асфальтобетонную смесь распределяют вручную, используя лопату, разравниватель, грабли и гладилку. Смесь берут из приемного бункера и распределяют слоем на 25-30% толще проектного. При этом инструмент должен быть всегда горячим, чтобы смесь не прилипала к нему. Смесь с лопаты не кидают во избежание охлаждения и расслоения, а подносят лопатой, переворачивают и затем разравнивают.
После распределения смеси следует проверить ровность поверхности трехметровой рейкой, а затем приступить к уплотнению смеси.
Уплотнение производят сразу по всей
площади. В процессе укладки смеси особое внимание следует обращать на
сопряжения смежных полос, так как при небрежном выполнении работ они становятся
уязвимым местом для проникания воды. Полому, если край полосы остыл ниже 70 °С,
его следует прогреть на ширину 150-
Хорошее сопряжение полос достигается, как правило, при спаренной работе асфальтоукладчиком. Продольный шов, в этом случае, обнаружить практически невозможно (рис. 23).
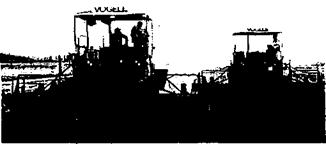
Рис. 23. Укладка асфальтобетонной смеси двумя асфальтоукладчиками
Как добиться хорошего уплотнения?
Самым ответственным технологическим этапом строительства асфальтобетонного покрытия из укатываемых смесей является уплотнение. От того, как оно организовано и выполнено, зависят важнейшие эксплуатационные свойства дорожного покрытия (плотность, стойкость к выкрашиванию, водостойкость, ровность, сдвигоустойчивость и т.д.).
Сущность процесса уплотнения состоит в том, что под влиянием механического воздействия на смесь происходит сближение зерен, сопровождающееся уменьшением пористости и частичным вытеснением защемленного воздуха.
Наукой и практикой установлено, что наиболее плотный слой покрытия можно получить путем поэтапного уплотнения асфальтобетонной смеси.
На первом этапе на смесь оказывают небольшое давление, используя рабочие органы укладчика и (или) легкий каток (предварительный этап уплотнения). Воздействие уплотняющих органов асфальтоукладчика (вибрирующего бруса и вибрационной выглаживающей плиты) весьма эффективно.
Благодаря вибрационному воздействию на высокоподвижную смесь (при ее максимальной температуре), обеспечивается упорядоченное расположение и наилучшая упаковка щебеночных или гравийных зерен и предотвращается растрескивание слоя при дальнейшем уплотнении. Такая технология позволяет добиться 95-96% требуемой плотности асфальтобетона. В том случае, вслед за укладчиком, можно сразу приступить к укатке смеси тяжелыми катками. Однако данную схему уплотнения можно использовать только при укладке смеси на очень ровное основание и при четкой работе следящей системы асфальтоукладчика, иначе возможно образование на покрытии неустранимых дефектов.
На втором этапе уплотнения на слой оказывают более высокое давление средним катком (основной этап), а на третьем (заключительном) еще более высокое давление тяжелым катком.
Рекомендуемая температура смесей для каждого этапа укатки, укачана в табл. 5.
Таблица 5
|
Этапы уплотнения смеси |
Температура смеси, °С |
|||||
|
для верхнего слоя покрытия, по типам смеси |
для нижних слоев |
|||||
|
щебеночные и гравийные |
песчаные |
|||||
|
А |
Б |
В |
Г |
Д |
||
|
Начато предварительного |
145...140 |
135…130 |
125...120 |
140…135 |
130…125 |
145…140 |
|
Начало основного |
125...120 |
115...110 |
105...100 |
120...115 |
110...105 |
125...120 |
|
Начало заключительного |
100…95 |
45...90 |
85...80 |
100...95 |
90...85 |
105...100 |
|
Окончание уплотнения |
80...75 |
75...70 |
65...60 |
80...75 |
70...65 |
85...80 |
Примечание. Температура начала укатки на последующем этапе соответствует температуре окончания работ на предыдущем.
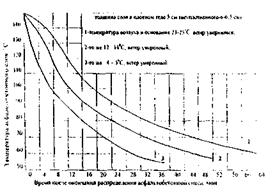
Рис. 24. Остывание асфальтобетонного слоя при разной погоде
Время остывания асфальтобетонного слоя зависит от температуры воздуха и основания, скорости ветра и толщины слоя.
Ориентировочно время остывания смеси от
начала до конца ее уплотнения катками можно определить по графику (рис. 24),
построенному по экспериментальным замерам температуры слоя толщиной в плотном
теле
Для определения продолжительности уплотнения асфальтобетонных слоев другой толщины при охлаждении смеси со 150...130°С до 80...75°С в различных погодных условиях можно руководствоваться данными табл. 6.
Таблица 6
|
Толщина слоя покрытия, см |
Продолжительность уплотнения смеси всеми катками, мин при температуре воздуха, °С |
|||||
|
0...2 |
4...5 |
8...10 |
13...15 |
18...20 |
23...25 |
|
|
3-4 |
13...15 |
16...18 |
19...21 |
22...24 |
26...28 |
23...25 |
|
5-6 |
20...23 |
24...27 |
28...30 |
32...35 |
37...40 |
43...48 |
|
8-10 |
43...48 |
52...58 |
62...68 |
70...77 |
80...90 |
95...110 |
Примечания: 1. Указано время уплотнения при умеренном ветре (не более 3-5 м/с). При повышении скорости ветра до 8-10 м/с это время сокращают на треть, а в солнечную и безветренную погоду настолько же увеличивают.
2. При отрицательных температурах (до -15 °С) выполняются только аварийно-восстановительные работы.
Технология укатки
Требуемая плотность покрытия может быть обеспечена только при правильном подборе катков и соблюдении оптимального режима уплотнения.
Пригодность катка для работы за конкретным асфальтоукладчиком оценивается его производительностью и способностью обеспечить требуемый объем работы и степень уплотнения на рабочей захватке, подготовленной укладчиком. Иными словами, каток должен выполнить необходимое количество проходов в заданный промежуток времени по всей площади в зависимости от типа смеси и времени ее охлаждения. Поэтому при уплотнении конкретной смеси должны быть соблюдены присущие ей режим и правила укатки (оптимальное количество проходов, рациональная рабочая скорость, допустимые температура и продолжительность выполнения операции уплотнения на каждом этапе).
Например, при уплотнении смесей типов «А»
и «Б» рекомендуется применять вибрационные катки массой 6-11 т. Вибрационные
катки могут работать в трех режимах - статического воздействия (вибраторы
отключены), комплексного воздействия (один валец оказывает статическое
воздействие, а и горой - вибрационное) и вибрационного воздействия (вибраторы
на обоих пальцах включены). Обычно амплитуда колебаний находится в пределах
0,2-
При уплотнении смеси вблизи зданий, либо
подземных коммуникаций (ближе
Хорошего уплотнения смеси катком можно достичь путем многократного приложения нагрузки, близкой к пределам прочности асфальтобетона на сжатие и сдвиг. Другие условия приводят либо к недоуплотнению, либо к растрескиванию слоя. Растрескиванию особенно подвержены очень горячие или сухие смеси, которые из-за своей недостаточной связности не способны оказывать заметного сопротивления касательным напряжениям, возникающим в слое от наезда вальцов катка.
Поскольку прочность асфальтобетона по мере роста его плотности и снижения температуры возрастает, то на определенных этапах укладки работающий каток полностью исчерпывает свои потенциальные возможности и его требуется заменить более тяжелым.
При укатке смесей только гладковальцовыми статическими катками количество их проходов должно быть не менее 20-24, из которых 2-4 прохода необходимо совершать легким и по 8-10 средним и тяжелым катками.
На дороге, имеющей двускатный профиль,
катки должны двигаться вдоль полосы, уложенной укладчиком, от краев к ее
середине, а затем от середины к краям, перекрывая каждый след на 0,1-
Движение катков на дороге с односкатным профилем следуем начинать от нижней стороны, а на участках улиц и дороге продольным уклоном более 3 % - снизу вверх.
Многощебенистую смесь типа «А» сначала прикатывают гладковальцовым катком массой 6-8 т 6 проходами по одному следу, затем уплотняют катками на пневматических шинах массой 16-30 т 10-12 проходами по одному следу и заканчивают уплотнение гладковальцовым катком массой 10-18 т 2-4 проходами по одному следу.
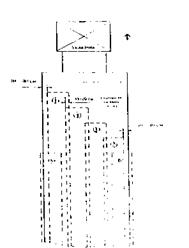
Рис. 25. Схема уплотнения полосы не имеющей упора у кромок
Уплотнение слоя у края полосы производят
следующим образом. Если упора у кромки нет, уплотнение начинают с краев,
постепенно смещая каток к середине полосы. Причем, на первых проходах по слою малощебенистой смеси (тип «В») валец катка не должен
доходить до края полосы на 30
Если покрытие устраивают из смесей типов
«А» и «В», с хорошим предварительным уплотнением их рабочими органами
укладчика, то укатку полосы можно начинать сразу по кромке, не оставляя в
резерве 30-
Первые проходы катка по второй и следующим полосам необходимо проводин, но продольному сопряжению с захватом ранее уложенной полосы, при этом каток должен двигаться вперед ведущими вальцами.
Уплотнение шва по линии сопряжения должно
начинаться не ранее 3-4 мин и не позже 6-8 мин после создания укладчиком
рабочей захватки длиной 10-
После того, как кромка слегка остынет, можно приступить к ее уплотнению.
На последующих этапах уплотнения каток может начинать работу прямо по кромке слоя.
Рабочая скорость движения катков должна
быть в начале уплотнения 1,5-
Если смесь малощебенистая (тип «В»), то при первых проходах катка его вальцы должны захватывать ранее уложенную полосу на 70-80% (рис. 26).
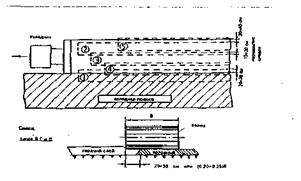
Рис. 26. Схема расположения вальцов катка при уплотнении песчаных и малощебенистых смесей на продольном сопряжении полос - горячей и остывшей
При последующих проходах катка ширину захватываемой полосы горячего слоя смеси следует с каждым проходом увеличивать, доведя ее на заключительных проходах до 75-80 %.
Если смесь многощебенистая (типы «А» и «Б»), то 75-80 % ширины вальца катка сразу располагают на горячем слое (рис. 27).
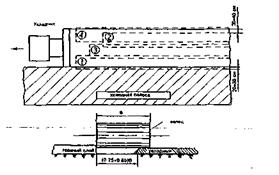
Рис. 27. Схема расположения вальцов катка при уплотнении смесей типов «А» и «Б» на продольном сопряжении полос - горячей и остывшей
Первые два-три прохода по одному следу каток совершает с выключенным вибратором, а затем, три-четыре - с включенным. Окончательное уплотнение производят с помощью тяжелого трехосного катка.
Уплотнение крупнозернистой смеси,
уложенной слоем 0,1-
Уплотнение слоя толщиной более
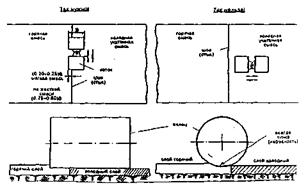
Рис. 28. Схема расположения вальцов катка относительно поперечного шва
Уплотнение поперечного сопряжения (шва) производят аналогично уплотнению продольного (см. рис. 26, 27), при этом положение вальца на горячей и холодной полосах должно быть таким, как показано на рис. 28.
Иначе, при перпендикулярном расположении катка относительно шва, на горячей части будут образовываться лунки, исправить которые трудно.
При ширине проезжей части более
Останавливать катки на неуплотненном и неостывшем слое или резко менять направление движения катка нельзя.
Переезд катка с одной полосы покрытия на другую должен производиться только на ранее уплотненной полосе. След катка должен отстоять от предыдущего на величину диаметра вальца или пневмоколеса, во избежание образования волны.
При уплотнении необходимо добиваться такой плотности, при которой полностью исключается доуплотнение слоя колесами транспорта.
Конкретные рекомендации по назначению типоразмеров катков и количества их проходов приведены в табл. 7.
В процессе уплотнения могут быть выявлены скрытые дефекты:
• волнистость покрытия из-за слабого основания;
• желтые или бурые включения на покрытии из-за применения песка с избыточным содержанием глины;
• коричневый цвет покрытия из-за недостатка в смеси битума или обильной смазки вальцов керосином или маслом;
• крошение отдельных щебенок из-за повышенного содержания в них кремния.
Таблица 7
|
Содержание щебня в смеси |
Тип выглаживающей плиты |
Этапы уплотнения |
Типы катков |
||
|
Масса, т |
|||||
|
Количество проходов по одному следу |
|||||
|
Гладко вальцовые |
На пневматических шинах |
Вибрационные |
|||
|
До 40%, |
Пассивная |
I |
6-8 2-3 |
|
6-8 2-3* |
|
II |
10-13 8-10 |
16 6-10 |
6-8 3-4** |
||
|
III |
11-18 4-8 |
|
|
||
|
Вибрационная |
I |
6-8 2-3 |
|
6-8 2-3* |
|
|
II |
10-13 6-8 |
16 4-6 |
6-8 3-4** |
||
|
III |
11-18 4 |
|
|
||
|
Более 40% |
Пассивная |
I |
10-13 8-10 |
16 6-10 |
6-8 8-10 |
|
II |
11-18 6-8 |
|
|
||
|
Вибрационная |
I |
10-13 16 4-6 6-8 |
|||
|
II |
11-18 4-6 |
|
|
||
Примечание: * - вибратор выключен, ** - вибратор включен
При обнаружении мест, неподдающихся исправлению, их следует удалить и вновь заполнить смесью. После ее уплотнения необходимо произвести отделку поверхности слоя с устранением мелких неровностей, применяя утюги.
Готовое покрытие по ровности и шероховатости должно соответствовать требованиям [ 28].
В процессе строительства при изготовлении и укладке асфальтобетонной смеси следует вести журналы для занесения данных лабораторного контроля качества исходных материалов и готовой смеси, ее температуры, а также о толщине слоя, количестве уложенной смеси и площади покрытия.
Помимо объемных показателей в журнале должны быть сведения об условиях укладки (погоде, состоянии поверхности нижнего слоя, перерывах укладки и их продолжительности, температуре кромки смежной полосы и т.д.). Ведение журнала способствует выявлению и устранению причин дефектов и преждевременного разрушения покрытия.
Дефекты, которые могут возникнуть в результате возможных технологических нарушений процесса уплотнения асфальтобетонной смеси, указаны в табл. 8.
Таблица 8
|
Дефект |
Схема |
Возможные причины |
|
|
Большая сдвиговая волна перед вальцом |
|
1. Недостаточная подкатка смеси 2. Тяжелый каток въехал на слой покрытия слишком рано (вне своей очереди) 3. Используется нужный каток, но смесь слишком горячая 4. Неправильное расположение катка по отношению к укладчику (ведущий валец должен быть впереди) |
|
|
Выжимание смеси вдоль кромок вальца |
|
1. Недостаточная подкатка смеси 2. Смесь слишком горячая |
|
|
Продольные трещины (прорези) |
|
1. Слабое основание (податливое) 2. Слабое сцепление с основанием (плохая подгрунтовка) 3. Применяется очень тяжелый каток (прорезает) 4. Слишком горячи смесь 5. Высокое содержание битума 6. Уплотняемая смесь неоднородная 7. Переуплотнение смеси |
|
|
Поперечные трещины |
|
1. Уплотнение начато при высокой температуре смеси 2. Уплотнение толстого слоя начато поздно (его верх сильно остыл) 3. Нет сцепления с основанием (основание не очищено и не подгрунтовано) 4. Плохой состав смеси 5. Переуплотнение смеси 6. Уплотнение чрезмерно остывшего слоя смеси 7. Слабое основание |
|
|
Налипание смеси на валец и шины |
|
1. Смесь слишком горячая 2. Валец (шина) слишком холодный (более чем на 30° меньше температуры смеси 3. Плохое смачивание вальца водой |
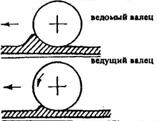
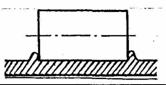
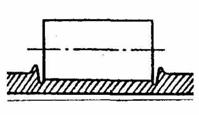
Особенности строительства асфальтобетонных покрытий из щебеночно-мастичных смесей
К разновидностям укатываемых смесей относятся и так называемые щебеночно-мастичные асфальтобетонные смеси (ЩМАС). На смеси разработан государственный стандарт и рекомендации по устройству дорожных покрытий [ 29, 30].
ЩМАС рекомендуется применять при строительстве и ремонте покрытий дорог с грузонапряженным и скоростным режимом движения, а также мостов и аэродромов. По сравнению с покрытиями из горячих асфальтобетонных смесей ( ГОСТ 9128-97) они более устойчивы к износу и колееобразованию, а также более долговечны.
Покрытия можно устраивать толщиной от 30
до
Минеральная часть ЩМАС содержит не менее
85% дробленых частиц. В зависимости от назначения в смеси используют щебень
кубовидной формы из трудно полируемых горных пород размером до 10, 15 и
Песок используют дробленый или из отсевов
дробления горных пород по ГОСТ 8736. Марка
песка из отсевов дробления горных пород по прочности должна быть не ниже 1000.
Содержание глинистых частиц должно быть не более 0,5 %, а содержание зерен
мельче
Природный песок в щебеночно-мастичном асфальтобетоне не применяется из-за возможного снижения сдвигоустойчивости покрытия.
Минеральный порошок лучше всего использовать известняковый. Однако можно применять также техногенные отходы промышленности при условии, если показатели физико-механических свойств асфальтобетона удовлетворяют техническим требованиям.
Типичные зерновые составы минеральной части ЩМАС приведены в прил. 16.
Кроме указанных материалов, в состав асфальтобетонной смеси входит целлюлозное волокно или специальные гранулы на его основе (Viatop-66, Technocel 1004, Topcel, Arbocel, Interfibra и т.п.) в количестве 0,3-0,5% от массы замеса.
Волокно является структурирующей и
стабилизирующей добавкой. Оно способствует удержанию толстой пленки вяжущего на
зернах щебня при технологических переделах (приготовлении, транспортировании и
укладке), препятствовать расслоению смеси при транспортировании и не ухудшать
свойства асфальтобетона. Волокно должно быть визуально однородным, иметь длину
отдельных фибр от 0,1 до
Технические требования к свойствам волокна приведены в табл. 9.
Таблица 9
|
Наименование показателя |
Значение |
|
Влажность, мас.%, не более |
8,0 |
|
Термостойкость при 220°С по изменению массы при прогреве, %, не более |
7,0 |
|
Содержание
волокон длиной от 0,1 до |
80 |
Иногда, вместо волокна применяют другие стабилизирующие добавки, включая полимерные или иные волокна с круглым или удлиненным поперечным сечением нитей.
В ряде случаев для повышения эластичности
покрытия в состав асфальтобетонной смеси вводят добавку природного асфальта ( Тринидадского) или высоковязкого битума ( Гилсонита) с пенетрацией около 0 дмм или 0,5 - 2,0% резинового порошка с содержанием частиц
мельче
Для приготовления щебеночно-мастичных смесей используют нефтяные дорожные вязкие битумы марок БНД 60/90 или БНД 90/130, модифицированные битумы или полимерно-битумные вяжущие (ПБВ), содержащие 0,1-0,3 % полимера в количестве 6,0-8,0 %.
Смесь приготовляют преимущественно в асфальтосмесительной установке периодического действия, оборудованной дополнительной линией подачи и дозирования стабилизирующей добавки. Добавка вводится непосредственно в мешалку на горячие каменные материалы до или после дозирования минерального порошка. На некоторых асфальтосмесительных установках волокно вводят, используя пневмотранспорт. Дозу с помощью компрессора, после соответствующей механической распушки, вдувают непосредственно в мешалку.
Смесь выпускают с температурой 150...175 °С в зависимости от марки битума. Хотя по внешним признакам смесь не проявляет склонность к сегрегации, правила погрузки в кузов следует соблюдать. Во избежание охлаждения смесь укрывают пологом. При транспортировании смесь должна сохранять однородность и не расслаиваться.
Основание, на которое предстоит уложить смесь, должно быть предварительно подготовлено, а именно: заделаны выбоины и трещины, укреплены кромки, поверхность выровнена и подгрунтована битумной эмульсией или горячим битумом с расходом 0,2-0,3 л/м2. Перерасход грунтовочного материала не допускается.
Укладку смеси производят при температуре
не ниже 5 °С. Для укладки смеси слоем
Укладку производят обычным асфальтоукладчиком. Плиту перед началом работ прогревают и устанавливают выше проектной отметки покрытия на 10-15 %. На загородных дорогах отдают предпочтение асфальтоукладчикам на гусеничном ходу, оснащенным захватами для удержания автомобиля от отката при разгрузке и обогреваемой активной выглаживающей плитой.
Смесь следует укладывать, по возможности, непрерывно и быстро, со скоростью 3 м/мин на всю ширину проезжей части, обеспечивая требуемую ровность покрытия автоматической следящей системой. Следует учитывать, что ЩМАС быстро охлаждается и теряет подвижность, поэтому при поставке смеси с небольшими перерывами, рекомендуется не вырабатывать всю смесь из приемного бункера, а оставлять в нем, примерно, 20% ее количества. Однако когда перерывы длятся 10-20 мин, смесь требуется переместить в шнековую камеру. При продолжительных перерывах всю смесь необходимо выработать и уложить в покрытие.
Если по условиям производства работ укладку смеси необходимо выполнить сопрягаемыми полосами, то их края должны быть строго вертикальными, прогретыми и обработанными горячим битумом или битумной эмульсией.
Перед возобновлением укладки смеси после перерыва, поперечный стык на полосе должен быть перпендикулярен оси дороги, вертикально оформлен, прогрет и обработан вяжущим. Прогрев производят в течение 3-5 мин с помощью валика из свежей горячей смеси, взятой из шнековой камеры укладчика. Затем валик убирают.
После распределения и уплотнения смеси асфальтоукладчиком окончательное уплотнение ЩМАС производят
гладковальцовыми катками массой 8-10 т без вибрации,
короткими захватками, на скорости 5-
Работу катков начинают сразу, как только образовался фронт для уплотнения, и ведут с максимальным приближением к асфальтоукладчику, чтобы к минимуму свести охлаждение смеси и обеспечить наилучшие условия ее формирования в монолит.
Стальные вальцы катков смачивают мыльным раствором, водно-керосиновой эмульсией или просто водой. Катки на пневмошинах не применяют, так как смесь к ним легко прилипает ввиду несколько повышенной температуры и содержания вяжущего (см. прил. 16).
Схема укатки должна обеспечивать
равномерное уплотнение всей уложенной полосы. В процессе уплотнения катки
должны двигаться по полосе челночно от краев к середине, перекрывая каждый след
на 20-
Особенности рецептуры и технологических свойств смеси требуют оперативной и квалифицированной работы всей бригады. Важно активно использовать время охлаждения смеси до температуры 120 °С, ниже которой она не способна эффективно уплотняться, и не переусердствовать с дальнейшим уплотнением. В противном случае слой может растрескаться, а зернистый наполнитель раскрошиться. Особенно важно четко соблюдать технологию при устройстве покрытий пониженной толщины. Для этого за укладчиком должно следовать не менее двух катков.
Асфальтобетон из ЩМАС, уложенной и уплотненной с соблюдением требований технологии, должен обладать свойствами, указанными в прил. 1 (табл. П.1.3).
Вопросы для самоконтроля по § 1.6.
1. Какими основными свойствами должно обладать дорожное покрытие?
2. Какие организационные и подготовительные работы предшествуют началу строительства?
3. Какие способы и механизмы применяют при выравнивании поверхности нижележащего слоя перед укладкой смеси?
4. Как ликвидируют выбоины и просадки?
5. Что делать с забракованной смесью?
6. Какую технику используют при укладке смеси и как ее подготавливают?
7. Почему в процессе укладки смеси особое внимание следует обращать на сопряжения смежных полос и как достичь хорошего сопряжения?
8. Какую технику используют при уплотнении смеси и как ее подготавливают?
9. Этапы и принципы уплотнения смеси катками?
10. Как обеспечить качество уплотнения поперечного сопряжения (шва)?
11. При каких температурах оканчивают работы по уплотнению слоев из различных смесей?
12. Технологические дефекты, которые могут образоваться в процессе производства работ.
13. Какие параметры контролируют при операционном контроле процессов распределения и уплотнения смеси?
14. Какие особенности строительства асфальтобетонных покрытий из щебеночно-мастичных смесей?
15. Почему уплотнение ЩМАС производят гладковальцовыми катками без вибрации, и при какой температуре смеси ее дальнейшее уплотнение нецелесообразно?
§ 1.7. Особенности производства и укладки асфальтобетонной смеси при пониженной температуре
Следует иметь в виду, что укладка смеси в верхний слой в холодную погоду сопряжена с большим риском. Поэтому в осенне-зимний период допускается устройство только нижнего слоя с использованием плотной крупнозернистой смеси. Такое покрытие может вполне эксплуатироваться до весны, с наступлением которой производят его ремонт, выравнивание и укладку верхнего слоя покрытия.
При необходимости проведения асфальтобетонных работ при пониженной температуре воздуха требуется выполнить следующие мероприятия.
На АБЗ:
• произвести предварительное рыхление щебня и песка;
• очистить питатели, утеплить битумопроводы, пневмопроводы, дозатор битума;
• дополнительно смазать венцовую шестерню, ролики сушильного барабана и подшипники грохота;
• уплотнить затворы на дозаторах и проверить работу вибротечек;
• предупредить оператора о выпуске смеси по рецептуре «плотной» и с температурой не ниже 170...180 °С;
• предусмотреть выдачу смеси непосредственно из мешалки в большегрузные машины, оборудованные пологом и ее поставку кратчайшим путем.
На объекте необходимо:
• тщательно очистить основание от снега, льда, замерзшей грязи;
• просушить и нагреть поверхность основания с помощью горячего песка или тепловых машин;
• обработать, поверхность разжиженным или жидким битумом;
• тщательно очистить скребковый питатель, шнековую камеру, шнеки асфальтоукладчика от налипшей смеси;
• нагреть выглаживающую плиту;
• к укладке приступить после подхода не менее 5-6 машин со смесью;
• организовать укладку смеси на всю ширину проезжей части, используя широкозахватный асфальтоукладчик или несколько асфальтоукладчиков с трамбующим брусом и активной выглаживающей плитой;
• увеличить толщину укладываемого слоя до
50-
• катки заправить горячей водой или водно-соляной смесью (соотношение соли и воды 1:8 - 1:10);
• слой уплотнять комбинированными катками массой 10-16 т с металлическими и резиновыми вальцами за 10-15 проходов по одному следу. Первые проходы совершать по спайке.
По мнению германской дорожно-строительной кампании « Kirchner» [ 32], проблема устройства асфальтобетонного покрытия при пониженных температурах может быть успешно решена с использованием технологии «Компакт-асфальт» и асфальтоукладочного комплекса фирмы « Dynapac».
Сущность технологии заключается в одновременном устройстве двух слоев асфальтобетонного покрытия из разных типов смесей одним асфальтоукладочным комплексом за один проход по принципу «горячее по горячему» (рис. 29).

Рис. 21. Схема устройства двухслойного асфальтобетонного покрытия за один проход асфальтоукладчика
Нижний слой укладывают толщиной 6-
Асфальтоукладочный комплекс состоит из двухмодульного асфальтоукладчика, распределяющего смесь на ширину от 3,5
до
Первый модуль асфальтоукладчика
имеет увеличенный до 45 т приемный бункер смеси для нижнего слоя,
раздвигающуюся на ширину от 3,5 до
Второй модуль, предназначенный для приема и укладки смеси в верхний слой покрытия, более сложен по конструкции. Он имеет собственную энергетическую установку, приемный бункер на 25 т, два винтовых конвейера, раздвигающуюся шнековую камеру и обычную телескопическую выглаживающую виброплиту Присоединение второго модуля осуществляется тем же способом, что и первого. Переустройство самой базовой машины не ведет к большим затратам, и в любой момент она может быть использована как обычный укладчик.
Комбинированный перегружатель имеет собственный приемный бункер на 17 т для попеременного приема и подачи смеси для нижнего и верхнего слоя. Конструкция бункера обеспечивает его полную очистку от каждой смеси.
Общий вид асфальтоукладочного комплекса показан на рис. 30.
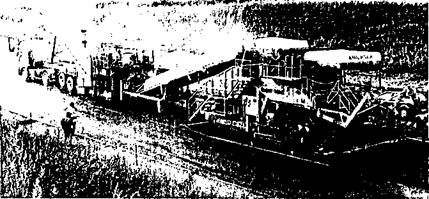
Рис. 30. Асфальтоукладочный комплекс фирмы « Dynapac»
Укладка смесей «горячей по горячей» одним комплексом позволяем добиться:
• существенного снижения скорости остывания смесей, включая уложенную в верхний слой покрытия (за счет практического отсутствия теплопередачи в подстилающий слой);
• высокой степени уплотнения и монолитности слоев за счет продления периода эффективного уплотнения и взаимного проникания;
• снижения затрат на устройство покрытия из-за отсутствия необходимости в предварительной подгрунтовке поверхности нижнего слоя и возможности укладки верхнего слоя меньшей толщиной;
• воздухо- и водонепроницаемости покрытия;
• высоких потребительских свойств покрытия (ровности, и шероховатости) при неблагоприятных погодных условиях;
• снижения вероятности образования колеи в процессе эксплуатации. Обладая определенными достоинствами, технология имеет и недостатки:
• высокую стоимость оборудования;
• низкую степень адаптации к местным условиям по материалам и оборудованию для приготовления и укладки смесей, в том числе невозможность использования модулей на укладчиках другой или устаревшей конструкции;
• необходимость поставки смесей с нескольких заводов или асфальтосмесительных установок;
• строгий контроль рецептур, температуры и степени уплотнения смесей;
• высокую энергоемкость процесса укладки и уплотнения.
Кроме того, имеются вполне определенные проблемы с организацией производства, особенно, при капитальном ремонте городских дорог.
Более рациональным является российский метод, предусматривающий устройство двухслойного покрытия из многощебенистых вязкопластичных смесей, укладываемых по технологии высокотемпературного вибролитья. Речь об этом методе пойдет в следующей главе.
Вопросы для самоконтроля по § 1.7.
1. В каких случаях допускается проведение асфальтобетонных работ при пониженной температуре воздуха?
2. Какие мероприятия требуется выполнить при необходимости проведения асфальтобетонных работ при пониженной температуре воздуха на АБЗ?
3. Какие мероприятия требуется выполнить при необходимости проведения асфальтобетонных работ при пониженной температуре воздуха на строительном объекте?
4. Какие асфальтобетонные смеси и технологии применяют при пониженной температуре воздуха?
5. Какие существуют рекомендации по регулированию толщины укладываемого слоя и ширины полосы укладки?
6. Какие преимущества технологии «Компакт-асфальт» и асфальтоукладочного комплекса фирмы « Dynapac» позволяют решать проблему устройства асфальтобетонного покрытия при пониженных температурах?
7. Какие недостатки имеет технология «Компакт-асфальт»?
ГЛАВА 2. АСФАЛЬТОБЕТОННЫЕ ПОКРЫТИЯ ИЗ ГОРЯЧИХ ЛИТЫХ СМЕСЕЙ
§ 2.1. Краткая история применения литых смесей
Литьевые технологии устройства
асфальтобетонных покрытии известны в России с XIX в. Впервые литые смеси
применили в г. Санкт-Петербурге в
В
С появлением автомобильного транспорта в России в начале XX в. растет потребность в асфальтированных дорогах. Литого асфальта, изготавливаемого на основе природных асфальтовых материалов, становится недостаточно.
В 1912-14 гг. в Грозном налаживается производство нефтяных битумов. С появлением битума упрощаются процессы приготовления и укладки смесей, разрабатываются новые составы и рецепты литых смесей на чистом битуме (синтетический литой асфальт), и с добавками битума в асфальтовую мастику (обыкновенный и полусинтетический литые асфальты). В обыкновенной смеси содержание асфальтовой мастики достигало 53,5%, нефтяного битума - 4%, песка и гравия - 42,5% (при соотношении песка к гравию 2:1). Синтетическая смесь состояла из 80% песка, 20% известняковой муки и 11 % нефтяного битума.
Литьевым технологиям посвятили свои труды советские ученые и новаторы производства П.В. Сахаров [ 33], В.К. Некрасов [ 34], М.Г. Старицкий [ 35], С.Г. Клячкин [ 36]. В довоенный период ими был дан глубокий анализ зарубежных исследований и достижений, проведены собственные исследования, разработаны новые методы испытаний и подбора смесей, усовершенствованы рецептура, процессы приготовления и укладки литых смесей.
Однако с развитием битумного производства и отечественной техники опережающее развитие получила технология устройства покрытий из укатываемых смесей, как более простая и экономически целесообразная для того времени, что снизило интерес к литьевым технологиям вплоть до 60-х годов XX столетия.
Лишь в начале 70-х годов литьевая технология вновь вернулась в нашу страну. В значительной степени этому способствовали впечатляющие результаты строительства и эксплуатации покрытий из литого асфальта на дорогах Западной и Восточной Германии, Венгрии и Румынии, где они выдержали интенсивное и грузонапряженное движение транспорта, испытание на износ и коррозию под действием шипованных шин и противогололедных реагентов. Помимо этого выявились другие важные свойства таких покрытий - они хорошо поглощали шум, в меньшей степени, чем другие подвергались обледенению, надежно защищали дорожную конструкцию от проникания воды, реагентов и других внешних факторов, продлевая срок ее службы.
Применение литьевой технологии в Москве и
Московской области началось в
Возникшие трудности привели к необходимости создания и развития отечественного направления, основанного на использовании более жесткой литой смеси и метода вибролитья [ 37- 39]. С внедрением новой технологии появилась возможность применения не только местного, дешевого, в том числе техногенного сырья и стандартных вязких дорожных битумов, но и традиционного оборудования.
В конце 70-х годов при подготовке столицы к проведению XX Олимпийских игр по вибролитьевой технологии были построены покрытия на ряде важнейших автомагистралей столицы - Ленинском и Волгоградском проспектах, Алтуфьевском и Каширском шоссе. В 90-х годах освоение технологии началось на дорогах и мостах Краснодарского края, а в начале XXI в. в Удмуртии, Перми, Новгородской, Калужской областях и других крупных регионах России.
Большим достижением отечественной науки и практики следует считать разработку и внедрение технологии устройства шероховатой поверхности на таких покрытиях [ 40, 41], обеспечивающую хорошее сцепление с шинами даже во влажном состоянии и при применении противогололедных реагентов.
Что же касается литьевой технологии, то, после разработки авторами этой книги принципов проектирования составов, способов заводского и машинного приготовления, механизированной и ручной укладки литых смесей [ 42, 43], она приобрела широкую популярность при текущем (ямочном) ремонте дорожных покрытий. Важную роль в этом сыграли разработки конструкторов ЗАО « Асфальттехмаш» и ЗАО « Сельавтодор», создавших под руководством инженера М.М. Кузнецова целое семейство термосов-миксеров ( кохеров), широко используемых сейчас для транспортировки, приготовления и укладки литых смесей [ 44, 45].
§ 2.2. Классификация литых асфальтобетонных смесей
Современная классификация литых асфальтобетонных смесей [ 46] предусматривает разделение их на пять типов в соответствии с конкретным назначением. Основные отличительные признаки смесей приведены в табл. 10.
Таблица 10
|
Структурные характеристики литых асфальтобетонных смесей |
Назначение |
||||
|
Тип смеси |
D max, мм |
Массовая доля, % |
Соотношение между
количеством битума и минеральными частицами мельче |
||
|
фракций
более |
асфальтового вяжущего вещества (Б+МП)* |
||||
|
I |
15 |
45-55 |
25-30 |
0,35-0,45 |
Устройство дорожных покрытий |
|
II |
20 |
35-50 |
20-25 |
0,45-0,55 |
|
|
III |
40 |
45-65 |
15-20 |
0,50-0,65 |
Устройство оснований |
|
IV |
5 |
- |
17-23 |
0,40-0,65 |
Устройство тротуаров |
|
V |
20 |
35-50 |
22-28 |
0,55-0,75 |
Ямочный ремонт |
Примечание.
Асфальтовое вяжущее вещество - смесь битума с частицами минерального порошка и
пыли размером мельче
Литую смесь I типа
рекомендуется применять в верхнем слое дорожного покрытия на городских и
внегородских автомагистралях высоких категорий, а также на мостах [ 47,
48].
Она содержит высокосортный мелкий щебень из трудно полируемых горных пород,
предпочтительно кубовидной формы, с определенным содержанием зерен размером
3-5, 5-10 и 10-
Смесь производят на специализированной асфальтосмесительной установке, транспортируют в термосе-миксере и укладывают специальным укладчиком или вручную без уплотнения. При рабочей температуре (220...240 °С) смесь представляет собой вязкотекучую массу, способную формироваться в высокоплотный монолит под влиянием гравитации.
Литая смесь II типа предназначена также для устройства покрытий на дорогах высоких категорий и мостах [ 49, 50]. Она содержит мелкий щебень фракции 5-10 или 5-15(20) мм, предпочтительно среднезернистый песок, известняковый или доломитовый минеральный порошок и вязкий дорожный битум с температурой размягчения не ниже 52 °С.
Смесь производят на обычной асфальтосмесительной установке периодического действия, транспортируют под пологом в автомобилях-самосвалах большой грузоподъемности, укладывают обычным асфальтоукладчиком при ограниченном использовании ручного труда.
При рабочей температуре (190...210 °С) смесь имеет вязкопластичную консистенцию и максимально плотной становится под действием виброплиты асфальтоукладчика или катка массой 10 т за 3-5 проходов по одному следу.
Литая смесь III типа предназначена для устройства высокопрочного несущего слоя основания. Она содержит крупный щебень фракции 5-35(40) мм, средне- или мелкозернистый песок известняковый или доломитовый минеральный порошок и вязкий дорожный битум с температурой размягчения не ниже 48 °С. Смесь производят в стандартных асфальтосмесительных установках периодического действия, перевозят в автомобилях-самосвалах, а укладывают обычным асфальтоукладчиком. Поскольку при рабочей температуре смесь имеет вязкопластичную консистенцию, ее уплотняют так же, как смесь II типа.
Литая смесь IV типа (песчаная) предназначена для устройства покрытий тротуаров, гидроизоляции, мягкой кровли, полов и стяжек. Она содержит среднезернистый песок, известняковый или доломитовый минеральный порошок и битум с температурой размягчения не ниже 50 °С. Смесь выпускают вязкопластичной консистенции с температурой не выше 180°С, транспортируют в кузовах самосвалов, укрывая пологом, и укладывают вручную или обычным асфальтоукладчиком, уплотняя ручным шпателем или легким катком соответственно.
Литая смесь V типа предназначена для текущего (ямочного) ремонта дорожных покрытий, устройства покрытий в трамвайных путях, гидроизолирующих слоев на металлических и железобетонных мостах.
При выборе материалов для приготовления литых смесей V типа для ямочного ремонта покрытий требования к исходным материалам могут быть ниже, так как свойства асфальтобетона не должны значительно превышать свойства ремонтируемого старого покрытия и создавать дополнительные трудности при удалении последнего при капитальном ремонте.
Смесь производят из рядовых материалов: мелкого каменного наполнителя фракции 5-15(20) мм (щебня, гравия, отсева дробления), мелко- или среднезернистого песка, минерального порошка и битума с температурой размягчения не ниже 50°С. Допускается широкое применение местных материалов и отходов производства (шлаков, золошлаковых смесей, горноблендита, цементной пыли, феррошлаков, пыли-уноса АБЗ и т.д.).
Готовая смесь на выходе из мешалки имеет температуру 200...220°С и вязко-текучую консистенцию. Ее перевозят и укладывают с помощью термоса-миксера, а при больших объемах работ специальным асфальтоукладчиком (как и смесь I типа) без уплотнения.
Вопросы для самоконтроля по § 2.1. и § 2.2.
1. Когда начали применять литые смеси для устройства покрытий, когда и в каких странах начался современный этап строительства асфальтобетонных дорожных покрытий с их применением?
2. Какие важные свойства покрытий из литых асфальтобетонов определили повышенный интерес к ним?
3. Какие основные принципы современной классификации литых асфальтобетонных смесей в России?
4. Как отличаются структурные характеристики литых смесей различных типов?
5. Какую температуру имеют готовые смеси разных типов на выходе из мешалки?
6. Какую консистенцию имеют смеси различных типов?
7. Какие особые требования к технике и материалам при приготовлении, транспортировке и укладке смесей I типа?
8. Какие материалы и оборудование используют при приготовлении, транспортировке и укладке смесей II и III типа?
9. Какие материалы и оборудование используют при приготовлении, транспортировке и укладке смесей V типа?
10. Чем обусловлены повышенные требования к битумам для литых смесей по показателю КиШ?
§ 2.3. Особенности формирования структуры
Структура асфальтобетона формируется на всех этапах технологического процесса. Этапы для каждой разновидности асфальтобетонной смеси имеют свои особенности, что отражается в конкретном Технологическом регламенте. Регламент содержит требования к исходным материалам и продукции, результаты оценки их качества на соответствие требуемым показателям, подобранную рецептуру смеси, перечень необходимой техники и оборудования, описание технологического процесса и его параметры, экономические показатели и др.
Нарушение требований регламента на любом из этапов ведет к нарушению процесса формирования структуры и непоправимым последствиям для асфальтобетонного покрытия.
Можно выделить следующие основные этапы, определяющие процессы структурообразования, это - выбор и подготовка компонентов, их дозировка и перемешивание, временное хранение готовой смеси, ее транспортирование, распределение, уплотнение и твердение.
При выборе компонентов для производства литых смесей, с позиции получения асфальтобетонов оптимальной структуры, ориентируются на следующие материалы:
• щебень, полученный дроблением прочной и плотной горной породы, предпочтительно кубовидной формы;
• средне- или крупнозернистый не запыленный природный или дробленый песок влажностью не более 3%;
• известняковый или доломитовый минеральный порошок, стандартной тонкости помола, битумоемкости и пористости;
• вязкий теплоустойчивый битум.
В процессе подготовки исходных компонентов их доводят до оптимального технологического состояния, при котором наиболее эффективно реализуются их потенциальные возможности для формирования композиционного материала с заданными свойствами. При этом производят:
• обезвоживание и нагрев битума до температуры 150-170 °С;
• сушку и нагрев щебня и песка до температуры 280-330 °С;
• сортировку щебня и песка на требуемые фракции.
В соответствии с подобранной рецептурой, предопределяющей тип структуры асфальтобетона, производят дозирование каменных материалов с точностью до 3%, минерального порошка - 1,5% и битума - 1%.
Перемешивание смеси - продолжительный процесс перераспределения массы и тепла на стадиях «сухого» и «мокрого» перемешивания каменных материалов, минерального порошка и битума, имеющих большую разницу температур. В процессе достижения температурной и фракционной однородности смеси увеличивается объем и снижается вязкость битума. На поверхностях теплообмена усиливаются процессы физической и химической адсорбции, увеличивается скорость диффузии молекул. В результате возрастает устойчивость гетерогенной системы к термоокислительным процессам.
После приготовления смеси наступают следующие этапы - хранение и транспортирование, а с ними и новые процессы формирования структуры.
У литых смесей I и V типов они протекает сравнительно интенсивно в связи с необходимостью их постоянного перемешивания и обогрева. В этих условиях в структурообразование вовлекаются новые слои вяжущего на поверхности минеральных зерен. На фоне теплообмена и диффузии происходит некоторое выравнивание составов адсорбированных и периферийных слоев, увеличение их вязкости, адгезии, когезии и упругости оболочек вяжущего. В результате, при хранении и в пути, смеси не только сохраняют, но и приобретает более устойчивую и однородную структуру.
У литых смесей II и III типов формирование структуры при транспортировании носит замедленный характер, так как их перевозят к месту укладки без подогрева и перемешивания автомобилями-самосвалами.
С разной интенсивностью формируется структура рассматриваемых смесей на стадии их распределения и уплотнения.
Смеси I и V типов благодаря своей вязкотекучей консистенции обладают сравнительно низким реологическим сопротивлением и для их распределения и уплотнения вполне достаточно действия пассивной выглаживающей плиты и сил гравитации.
Смеси II и III типов, как более жесткие, нуждаются в тиксотроином разжижении, которое получают от воздействия шнеков и виброплиты асфальтоукладчика. В результате кратковременного вибрационного воздействия на вязкопластичную смесь с температурой 190...210 °С ее сопротивление рабочим органам снижается, происходит интенсивное перемещение составляющих компонентов в зоны меньших напряжений, оптимальная упаковка зерен, вытеснение воздуха из пор, увеличение числа контактов на единицу объема и образование контактной структуры. При этом объем смеси уменьшается и материал, практически, сразу приобретает максимальную плотность и высокое внутреннее сцепление.
Процессы структурообразования на этапе твердения затрагивают в основном вяжущую часть и зависят от времени остывания слоя, которое тем больше, чем выше плотность, температура смеси и воздуха. При остывании смеси самые теплоемкие ее компоненты - зерна щебня, отдавая тепло, способствуют продолжению процессов структурообразования в оболочках вяжущего, которые уменьшаются в объеме и приобретают свойства упруго-эластичного тела. Происходит усадка вяжущей части твердеющего монолита и фиксация зерен на соответствующих расстояниях друг от друга. Однако благодаря длительному остыванию, напряжения от усадки успевают редактировать, не вызывая растрескивания слоя.
Асфальтобетон из литых смесей II и III типа имеет некоторые текстурные и структурные особенности. Благодаря относительно слабому сопротивлению среды, при формировании слоя наиболее крупные зерна щебня ориентируются своим большим сечением преимущественно горизонтально и располагаются дальше от поверхности слоя. Это обуславливает наиболее устойчивое их положение в монолите, но требует дополнительных мер для обеспечения шероховатости покрытия.
Вопросы для самоконтроля по § 2.3.
1. Какие основные факторы определяют структуру и свойства литых асфальтобетонов разных типов?
2. Какие технологические этапы формируют свойства литых асфальтобетонов?
3. Как выбирают исходные материалы для литых смесей предназначенных для строительства покрытий?
4. Какие принципы выбора исходных материалов для литых смесей V типа, используемых для ремонта покрытий?
5. Какие технологические операции производят при подготовке исходных материалов к перемешиванию?
6. Какие процессы происходят на этапе Перемешивания, хранения и транспортирования литых смесей?
7. Какие процессы происходят на этапе, хранения и транспортирования смесей, укладываемых методом вибролитья?
8. За счет чего достигается повышенная технологическая подвижность литых смесей?
9. Как протекает структурообразование асфальтобетона на этапе твердения?
10. Чем обусловлены текстурные особенности асфальтобетона из смесей II и III типов?
§ 2.4. Нормативно-техническая документация
За долгую историю применения литых асфальтобетонных смесей выпушено сравнительно небольшое количество нормативных документов с требованиями к материалам, рецептуре, свойствам, методам оценки, технологии производства и укладки.
Так, с 1962 по 1978 гг. действовали ТУ 20-62 на литые асфальтобетонные смеси для устройства покрытий тротуаров, полов и стяжек производственных помещений, а с 1978 по 1988 гг. - ТУ 400-24-103-76 [ 39], разработанные НИИМосстроем и трестом Мосасфальтстрой.
В
В
В
Одновременно с выходом в свет ТУ выпускались ведомственные строительные нормы и различные методические рекомендации по технологии ведения работ.
В
В
В
В
В
В
Растущие из года в год интенсивность и зарегулированность движения, транспортные нагрузки, число автомобилей с шипованными шинами, объемы применения противогололедных реагентов, потребуют в ближайшее время все более активного применения асфальтобетонов из литых смесей с использованием вторичных и местных ресурсов. При этом ожидается выход в свет различных нормативных и методических документов местного и ведомственного значения: стандартов организаций, рекомендаций, регламентирующих свойства компонентов, рецептуру смесей, технологические процессы, свойства смесей и асфальтобетонов. В значительной степени этому должен способствовать Федеральный закон «О техническом регулировании».
§ 2.5. Компоненты, рецептура и свойства
Минеральный порошок предпочтительно использовать стандартный [ 7] и удовлетворяющий требованиям табл. 11. Однако отвергать другие порошки без достаточного обоснования не рекомендуется.
Таблица 11
|
Наименование показателей для различных порошков |
Значения показателей для литых смесей типов |
|||||
|
I |
II |
III |
IV |
V |
||
|
Вид порошка |
активированный из карбонатных горных пород |
+ |
+ |
+ |
+ |
+ |
|
не активированный из карбонатных горных пород |
+ |
+ |
+ |
+ |
+ |
|
|
тонкомолотые некарбонатные горные породы |
- |
- |
+ |
- |
+ |
|
|
тонкомолотые основные металлургические шлаки |
- |
- |
+ |
- |
+ |
|
|
порошкообразные отходы стройиндустрии |
- |
- |
+ |
- |
+ |
|
|
пыль уноса пылегазоочистных сооружений ЦБЗ |
- |
- |
+ |
- |
+ |
|
|
Показатель битумоемкости, т, не более |
100 |
|||||
|
Количество
частиц мельче |
70 |
70 |
65 |
70 |
65 |
|
|
Пористость, об. %, не более |
35 |
35 |
40 |
35 |
40 |
|
|
Допускаемое замещение минерального порошка пылью уноса АБЗ, масс. %, не более |
4 |
4 |
20 |
4 |
20 |
|
|
при содержании глинистых частиц в пыли уноса, масс. %, не более |
0 |
0 |
1 |
0 |
1 |
|
Примечание. Знак «-» в таблице означает, что использование не допускается
Объективно оценить пригодность порошка для использования в литом асфальтобетоне можно лишь по результатам испытаний изготовленных на нем асфальтобетонных образцов. Учет этого важного обстоятельства позволяет использовать в некоторых типах литого асфальтобетона даже такие, малопригодные на первый взгляд, порошки, как лессовые, молотый мергель, гипсовый камень или гипс, фильтр-прессные отходы сахарной промышленности, отходы содовых заводов, феррохромовый шлак и др.
Песок играет важную технологическую и экономическую роль в производстве литой асфальтобетонной смеси. При выборе песка предпочтение отдают природному песку. Чем плотнее и крупнее зерно, тем подвижнее и плотнее минеральная смесь и тем меньше она требует битума.
В отличие от минерального порошка большинство природных морских, речных и озерных кварцевых песков в химическую реакцию с битумом не вступает.
Для большинства литых смесей можно рекомендовать пески удовлетворяющие требованиям стандарта [ 8] и табл. 12.
Таблица 12
|
Наименование показателей |
Значения показателей для смесей типов |
|||||
|
I |
II |
III |
IV |
V |
||
|
вид песка |
природный |
+ |
+ |
+ |
+ |
+ |
|
дробленый |
|
|
+ |
+ |
|
|
|
смесь природного и дробленого песка (соотношение) |
1:1 |
1:1 |
1:2 |
1:2 |
1:2 |
|
|
высевки (фракции 3-5 и 5-8мм) |
+ |
+ |
|
+ |
|
|
|
Марка дробленного песка, не менее |
800 |
800 |
600 |
600 |
600 |
|
|
Группа песка, не ниже |
Крупн. |
Средн. |
Мелк. |
Средн. |
Мелк. |
|
|
Модуль крупности, в пределах |
св. 2,5 |
2-2,5 |
1,5-2 |
2-2,5 |
1,5-2 |
|
|
Содержание пылевидных, глинистых и илистых частиц, масс. %, не более: |
|
|
|
|
|
|
|
в природном песке |
3 |
3 |
3 |
3 |
3 |
|
|
в дробленном песке |
3 |
4 |
4 |
4 |
4 |
|
|
Содержание зерен
размером 1,25- |
|
|
|
|
|
|
|
в природном песке |
|
|
|
14 |
|
|
|
в дробленном песке |
|
|
|
33 |
|
|
Примечание. В качестве дробленного
песка допускается применение отсевов дробления с наибольшей крупностью зерен
Для смесей I и II типов не рекомендуется использование отсевов дробления, содержащих повышенное количество пылеватых частиц, во избежание ухудшения подвижности смесей и увеличения расхода битума.
Дробленые пески желательно использовать лишь как добавку в природный окатанный песок при изготовлении смесей I и II типов. в чистом виде их можно применять только в смесях III, IV и V типов.
Существенно улучшаются практически все
свойства литого асфальтобетона при введении в смесь высевок фракции 3-
Щебень (гравий) для щебенистых (гравийных) литых смесей должен отвечать требованиям [ 9, 10] и табл. 13.
Не рекомендуется применять щебень, получаемый дроблением слабых (марка по дробимости ниже 600) и пористых пород. Пористый щебень быстро впитывает битум, и для обеспечения необходимой подвижности смеси содержание битума приходится увеличивать.
В смесях для верхнего слоя требуется
применять щебень из плотных и трудно полируемых горных пород, кубовидной формы
максимальной крупностью до 15(20) мм. Причем для смесей I типа щебень
рекомендуется фракции 3-15 с соотношением зерен размером 3-5, 5-10 и 10-
Для смесей V типа максимальный размер
зерна может достигать
Таблица 13
|
Наименование показателей |
Значения показателей для литых смесей типов |
||||
|
I |
II |
III |
V |
||
|
Размер дозируемых фракций щебня (гравия), мм |
3-5, 5-10, 10-15 |
5-15(20) |
5-35(40) |
5-15(20) |
|
|
Марка по прочности при сжатии (раздавливании) в цилиндре, не ниже для видов*: |
«А» |
1000 |
1000 |
800 |
800 |
|
«Б» |
- |
- |
600 |
800 |
|
|
марка по дробимости, не ниже для видов: |
«В» |
- |
- |
Др.12 |
Др.8 |
|
«Г» |
- |
Др.8 |
Др.12 |
Др.12 |
|
|
Марка по износу ( истираемости) в полочном барабане, не ниже для видов: |
«А» |
II- II |
II- II |
II- III |
II- II |
|
«Б» |
|
II- II |
II- III |
II- II |
|
|
«В» |
|
|
II- III |
II- II |
|
|
«Г» |
|
|
II- III |
II- II |
|
|
Марка по морозостойкости, не ниже для видов: |
«А» |
F-50 |
F-50 |
|
|
|
«Б » |
|
|
F-25 |
F-25 |
|
|
«В» |
|
|
F-25 |
F-25 |
|
|
«Г» |
|
|
F-25 |
F-25 |
|
|
Содержание глинистых и илистых частиц в щебне, масс. %, не более |
0,5 |
1 |
2 |
2 |
|
|
Содержание слабых пород, масс. %, не более |
3 |
5 |
10 |
10 |
|
|
Содержание зерен лещадной и игловатой формы масс. %, не более |
10 |
15 |
25 |
25 |
|
Примечание. «A» - щебень из метаморфических и изверженных горных пород, «Б» - щебень из осадочных пород (кроме гравия), «В» гравий, «Г» щебень из гравия или шлаков.
Без особого ущерба для асфальтобетона из смесей II, III и V типов, но с большой выгодой для производства, может быть снижено требование к дробимости зерен щебня. Дробление зерен в этих асфальтобетонных смесях маловероятно, так как формирование структуры в монолит происходит под влиянием гравитации или вибрации и без участия тяжелых катков
В литых смесях II, III и V типом можно с успехом применять гравий. Благодаря окатанной форме и ультракислому характеру поверхности зерен смесь имеет повышенную подвижность при меньшем расходе битума.
Битум определяет фазовым состав асфальтового вяжущего вещества в асфальтобетоне, подвержен наибольшим изменениям по сравнению с другими компонентами смеси [ 56] и влияет на теплоустойчивость покрытия. Поэтому, ориентируются в основном на вязкие марки [ 57], имеющие свойства, указанные в табл. 14.
Если битум не обладает комплексом указанных свойств, его улучшают добавками природных битумов, битуминозных пород, эластомерами и т.п. К весьма эффективным добавкам относятся природные битумы, которые хорошо совместимы с нефтяными и просты в использовании [ 58].
Природные битумы образовались из нефти в верхних слоях земной коры в результате потери легких и средних фракций - природной деасфальтизации нефти, а также процессов взаимодействия ее компонентов с кислородом или серой.
На территории нашей страны природные битумы находятся в составе различных битуминозных пород и в чистом виде встречаются редко.
Таблица 14
|
Наименование показателей |
Значения показателей для смесей, типов |
||||
|
I |
II |
III |
IV |
V |
|
|
Глубина
проникания иглы, |
40-50 |
40-90 |
60-130 |
60-90 |
60-90 |
|
Температура размягчения по методу КиШ, °С, не ниже |
55 |
52 |
48 |
50 |
50 |
|
Растяжимость при 25 °С, см, не менее |
40 |
40 |
50 |
50 |
50 |
|
Температура хрупкости, °С, не выше |
-10 |
-15 |
-15 |
-15 |
-15 |
|
Сцепление с мрамором или песком |
Выдерживают |
||||
|
Изменение температуры размягчения после прогрева, °С, не более |
6 |
||||
|
Температура вспышки, °С, не ниже |
250 |
240 |
240 |
240 |
240 |
Месторождения битумов залегают в виде пластов, линз, жил и на поверхности. Наибольшее количество битума содержится в пластовых и линзовых месторождениях. Жильные месторождения в нашей стране встречаются редко. Значительное количество природного битума находится в поверхностных месторождениях. По своему химическому составу эти битумы сходны с нефтяными. Природные битумы бывают твердыми, вязкими и жидкими.
Твердые битумы (асфальтиты). Плотность асфальтитов 1100-1200 кг/м3, температура размягчения 145...215 °С. В среднем асфальтит содержит 25% масел, 20% смол и 55% асфальтенов.
Асфальтиты обладают повышенными адгезионными свойствами благодаря большому содержанию в их составе природных поверхностно-активных веществ - асфальтогеновых кислот и их ангидридов. Асфальтиты устойчивы к старению при воздействии солнечной радиации и кислорода воздуха.
Из асфальтитов можно получать дорожный битум повышенного качества путем их пластификации, например, экстрактами селективной очистки нефтяных масляных фракций, тяжелой нефтью, мазутом, гудроном, полугудроном [ 59]. На первом этапе получают концентрат с температурой размягчения 80...85°С и глубиной проникания иглы при 25°С - 35-40 дмм, смешивая до однородного состояния асфальтит и пластификатор, например, в пропорции 70:30, 60:40, 50:50. На втором этапе концентрат, выбранный путем сравнения его свойств со свойствами эталона, например, тринидадского битума, смешивают с исходным битумом, например, марки БПД 60/90 в пропорции 30:70, 40:60 и 50:50. После объединения концентрата с битумом получают вяжущее с температурой размягчения 55...65 °С и глубиной проникания иглы при 25°С - 40-45 дмм.
Большие запасы асфальтитов в нашей стране, исчисляемые миллионами тонн, находятся в Оренбургской области. Там добывают практически чистый асфальтит с содержанием минеральных примесей до 5% и зольный, в котором примесей более 25%. Значительные месторождения асфальтитов имеются в Татарстане, Коми, Якутии и на Камчатке. Их содержание в горных породах колеблется от 1 до 20%.
Вязкие природные битумы (асфальты) . Плотность асфальтов 1030-1100 кг/м3. Асфальты содержат поверхностно-активные вещества, улучшающие прилипание битума к поверхности каменного материала и устойчивы к старению. Разведанные запасы исчисляются 300 млрд т.
На Сахалине вязкий природный битум - асфальт находится в Охтинском озере. Он содержит лишь 2% минеральных примесей и состоит из 37,8% масел, 19,4% смол и 42,8% асфальтенов. Глубина проникания иглы при 25 °С составляет 10-15 дмм, а температура размягчения равна 70...75 °С.
Жидкие природные битумы (мальты) . Плотность мальт 960-1030 кг/м3. Они содержат в среднем 55% масел, 30% смол и 15% асфальтенов. Химический состав мальт: 76% углерода, 10% водорода, 10% кислорода, 1% серы и 1% других элементов.
Мальты иногда встречаются в чистом виде, но чаще всего в составе битуминозных пород - преимущественно в кирах. В России значительные месторождения горных пород, содержащих мальты, имеются на территории Татарстана, Башкортостана, Ульяновской, Самарской, Оренбургской областей, Краснодарского края, Северного Кавказа и Сибири.
В кирах мелкие пески смешаны с вязкими и жидкими природными битумами. Асфальты, содержащиеся в кирах, состоят из 35% масел, 35% смол и 30% асфальтенов. В маслах преобладают парафинонафтеновые углеводороды. Асфальты целесообразно использовать как добавку к нефтяным битумам для улучшения их качества или пластифицировать и использовать как высококачественный дорожный битум.
Залежи Киров относят к месторождениям поверхностного типа. Большие запасы разведаны на территории Казахстана. Извлечение асфальтов и малы из киров экономически оправдано, когда их содержание составляет не менее 15-20%.
Кроме природных добавок для улучшения свойств битумов используют добавки каучукоподобных полимеров линейного строения и термоэластопластов.
В Германии для этих целей применяют синтетические латексы, которые вводят в мешалку при изготовлении литой смеси на асфальтосмесительной установке, либо в мешалку термоса-миксера, в котором смесь перевозят к месту работ.
В нашей стране проведены исследования по смешиванию битума с различными добавками. Так, для повышения теплоустойчивости и снижения хрупкости вяжущего, использовали добавку дивинилстирольного термоэластопласта ДСТ-30 [ 60] и наряду с ней - полимер зарубежного производства « Кратон-Д» фирмы «Шелл», известный как « Карифлекс-ТР».
Положительные результаты были получены при введении в литую смесь дробленого полиэтилена, а также тонко измельченного резинового порошка (ТИРП) в количестве 1,5% от массы минеральных материалов. Порошок вводят на горячие минеральные материалы перед смешиванием их с битумом в мешалке асфальтосмесительной установки. В ряде случаев практикуют ввод порошка и полиэтилена непосредственно в литую смесь, после погрузки ее в термос-миксер. Смешение с добавками происходит при транспортировании смеси, и она приобретает более высокую теплоустойчивость.
В качестве добавки, повышающей
теплоустойчивость литого асфальтобетона, рекомендуют [ 51]
использовать дегазированную серу в комовом, гранулированном (размер гранул до
При температуре 118...120°С сера переходит из кристаллического в жидкое состояние и пластифицирует битум. В результате литая смесь при 140...160°С приобретает такую же подвижность, которую она имеет на чистом битуме при 200...220 °С. Благодаря этому эффекту можно понизить температуру нагрева каменных материалов и уменьшить термическую нагрузку на оперение и корпус сушильного барабана.
Однако производство смесей с добавкой серы требует точной дозировки серы и строгого соблюдения температурного режима. Перегрев минеральных материалов всего на 20...40°С влечет интенсивное испарение серы с выделением сернистых газов, нехватку вяжущего и сгущение смеси. Недогрев на 5...10°С приводит к неполному переходу серы из кристаллического в жидкое состояние и также к снижению подвижности смеси.
Теплоустойчивость литого асфальтобетона можно повысить, если в состав ввести до 20-30% асфальтовой крошки, получаемой после фрезерования старого асфальтобетонного покрытия [ 61]. Добавку требуется пластифицировать. Поэтому, одновременно с вводом ее в мешалку, туда же вводят 1,5-2% (от массы битума) пластификатора - раствора высокомолекулярного полибутадиенового каучука (СВБ-М) в индустриальном масле. Раствор СВБ-М легко смешивается с битумом до однородного состояния. Содержащееся в нем масло является десольватирующим агентом, не вступает в электростатическое взаимодействие со смолами и асфальтенами и повышает подвижность литой ( вибролитой) смеси. В то же время каучуковая составляющая раствора взаимодействует с активными центрами асфальтенов, образуя с ними сопряженную асфальтено-полимерную структуру.
Отмечается [ 62] положительное влияние добавки сополимера этилена с винилацетатом на прочность при растяжении литого асфальтобетона. В процессе приготовления полимерный модификатор в количестве до 2% от массы битума вводится в мешалку на горячие минеральные материалы. При 180...190 °С он частично плавится и образует на поверхности зерен клейкую винилацетатную полимерную пленку. Не растворившаяся составляющая сополимера в виде клейких волокон распределяется среди минеральных материалов и армирует асфальтобетон.
В качестве битумного вяжущего для литых
смесей фирма « Ринтек» предлагает смесь битума и
мастики «БРИТ» в соотношении 70:30 [ 63].
В мастике содержится 85% битума и 15% резиновой крошки размером до
Фирма « Инфотех»
разработала вяжущее «БИТРЕК» [ 64].
Оно состоит из окисленного битума и резиновой крошки размером менее
Подводя итог сказанному, нужно иметь в виду, что большинство перечисленных «ноу-хау» требуют преодоления серьезных технических и технологических проблем, а также дополнительных финансовых затрат, решить которые могут далеко не все организации. Увеличивая себестоимость производства, они не всегда способствуют улучшению технологических свойств смесей и эксплуатационных характеристик покрытия, а также здоровья людей и экологии. Иногда нововведения вообще лишены смысла, например, добавки эластомеров в литой асфальтобетон для ямочного ремонта, у которого и без них трещиностойкость достаточна высока.
Рецептуру смесей рекомендуется подбирать по специальной методике [ 42, 65].
К расчету содержания компонентов приступают после определения зернового (гранулометрического) состава всех минеральных материалов и построения кривой рассева. Если она вписывается в рекомендуемые пределы для конкретного типа смеси (табл. 15), материалы группируют на фракции в привязке к размерам отверстий сит грохота и числу отсеков горячего бункера на смесительном агрегате, например, 0-5, 5-10 (15) и 10-15(20) мм.
Таблица 15
|
Тип смеси |
Рекомендуемое содержание, % зерен минерального материала, мельче указанного размера, мм |
|||||||||
|
40 |
20 |
10 |
5 |
3 |
1,25 |
0,63 |
0,315 |
0,14 |
0,071 |
|
|
Тип I |
|
95-100 |
70-90 |
45-55 |
40-53 |
35-50 |
30-45 |
25-42 |
21-35 |
18-22 |
|
Тип II |
|
95-100 |
70-90 |
50-65 |
42-52 |
32-45 |
25-40 |
21-35 |
16-27 |
14-18 |
|
Тип III |
95-100 |
72-95 |
50-70 |
35-55 |
24-45 |
16-40 |
15-35 |
12-30 |
11-22 |
12-16 |
|
Тип IV |
|
|
- |
70-100 |
52-90 |
39-78 |
30-65 |
22-50 |
17-33 |
16-24 |
|
Тип V |
|
95-100 |
70-85 |
50-65 |
34-45 |
28-40 |
22-38 |
18-34 |
15-26 |
12-16 |
|
Тип V* |
|
|
95-100 |
55-65 |
40-55 |
32-17 |
25-45 |
20-40 |
16-30 |
14-18 |
Примечания. 1. Тип V* - смесь для приготовления в термосе-миксере.
2. Жирным шрифтом выделены обязательные требования.
Если кривая рассева не вписывается в рекомендуемые пределы, производят корректировку содержания отдельных зерен, изменяя их количество в минеральной смеси.
При расчете количества минерального порошка необходимо вносить поправку на содержание в минеральной смеси пыли от песка и щебня. Поправку следует вносить также на разницу в насыпных плотностях щебня, песка и минерального порошка, умножая рассчитанное содержание каждого компонента на частное от деления его насыпной плотности на насыпную плотность всей минеральной смеси.
Насыпная плотность минеральной смеси рассчитывается по формуле
![]()
![]()
![]()
где γмс - насыпная плотность минеральной смеси щебня, песка и минерального порошка, т/м3;
γщ , γп, γмп - соответственно насыпные плотности щебня, песка и минерального порошка, т/м3;
q щ , q п , q мп - содержание соответственно щебня, песка, минерального порошка, рассчитанное по кривой рассева, масс.%.
Далее, руководствуясь численными значениями фазового состава асфальтового вяжущего вещества (Б/МП) и его количества (Б+МП) для соответствующего типа литой смеси (см. табл. 9), вводят дозу битума ( полимербитума или другого битумного вяжущего) и определяют показатели свойств.
Основными показателями свойств образцов литой смеси и асфальтобетона, на заданные значения которых подбирают состав, являются для типов:
• I и V - подвижность, глубина вдавливания штампа и водонасыщение;
• II - подвижность, прочность при сжатии при +50 °С и глубина вдавливания штампа;
• III - подвижность и водонасыщение;
• IV - водонасыщение и прочность при сжатии при +50 °С.
Факультативно определяются прочность на растяжение при изгибе и модуль упругости при 0 °С [ 66], а также коэффициент трещиностойкости, как отношение величин указанных показателей.
При полном соответствии свойств смеси и асфальтобетона требуемым (табл. 16), подбор считается успешно выполненным.
Таблица 16
|
№ п/ п |
Показатели свойств |
Нормы по типам |
||||
|
I |
II |
III |
IV |
V |
||
|
1. |
Пористость минерального остова, об.%, не более |
20 |
20 |
22 |
22 |
22 |
|
2. |
Водонасыщение, об.%, не более |
0,5 |
1,0 |
1,0 |
2 |
0,5 |
|
3. |
Подвижность смеси при 200 °С, мм, не менее |
30 |
25 |
25 |
- |
30 |
|
4. |
Глубина вдавливания штампа при +40 °С, мм, не более |
6 |
4 |
- |
- |
10 |
|
5. |
Прочность при сжатии при +50 °С, МПа, не ниже |
- |
1,0 |
- |
0,7 |
- |
|
6. |
Прочность на растяжение при изгибе при 0 °С, МПа, не менее (факультативно) |
6,5 |
6,0 |
5,5 |
- |
- |
|
7. |
Модуль упругости при 0 °С, МПа, не более (факультативно) |
8000 |
9000 |
7000 |
- |
- |
|
8. |
Коэффициент трещиностойкости, R/E·10-3, не менее (факультативно) |
0,8 |
0,6 |
0,8 |
- |
- |
Вопросы для самоконтроля по § 2.4. и § 2.5.
1. Какие нормативные документы регулируют требования к литым асфальтобетонным смесям и асфальтобетонам?
2. Какие виды минеральных материалов используются в литых смесях и чем отличаются требования к ним при использовании в литых смесях разных типов?
3. Почему в литом асфальтобетоне III типа допускается применение щебня размером до 35 (40) мм?
4. Какие битумы используют в литых смесях, и какие основные требования к ним предъявляют?
5. Какие добавки в битумы применяют и для чего?
6. С чем связано повышение требований к теплоустойчивости битумов по показателю « КиШ» и температуре вспышки?
7. Какие особенности методики подбора рецептуры литых смесей?
8. Какие основные показатели свойств литой смеси и асфальтобетона используют при подборе рецептуры?
9. Почему требования по глубине вдавливания штампа самые высокие для асфальтобетона II типа, а по подвижности для I и V типов?
10. Какие требования по водонасыщению предъявляют к иным асфальтобетонам разных типов?
§ 2.6. Приготовление смесей
Литые смеси I типа производят в асфальтосмесительной установке, имеющей следующее дополнительное оборудование:
• агрегат для подогрева минерального порошка до температуры 120...140 °С, что позволяет понизить температуру сушки и нагрева песка и щебня, уменьшить термическую нагрузку на сушильный барабан и повысить производительность асфальтосмесительной установки;
• агрегат для приготовления теплоустойчивого вяжущего на основе битума и добавок природных битуминозных пород или полимеров;
• сортировочное устройство (грохот) с
размерами отверстий сит 3, 5, 10 и
• обогреваемый теплоизолированный накопительный варочный котел с мешалкой принудительного действия (рис. 31), с помощью которого поддерживается необходимая однородность и температура смеси до отгрузки потребителю.
Литые смеси других типов можно производить в обычных установках периодического действия.
Перед выходом на режим приготовления необходимо:
• проверить исправность термопары в лотке сушильного барабана и убедиться в правильности ее показаний; проверить сетки грохота, уплотнение на затворе мешалки;
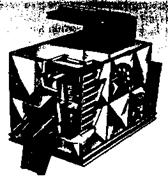
Рис. 31. Накопительный варочный котел
• проверить дозаторы и весы;
• освободить сушильный барабан, ковши горячего элеватора, отсеки горячего бункера, весовой бункер и мешалку от остатков минеральных материалов, использовавшихся для выпуска смесей, имеющих более низкую температуру;
• подобрать рецептуру и передать ее оператору;
• установить требуемый режим нагрева и начать загружу каменного материала в сушильный барабан с точностью ± 5%, его сушку и нагрев.
Если централизованная поставка битума требуемой марки не предусмотрена, битум приготовляют по предварительно разработанному регламенту в специальной установке.
При централизованной поставке битум после выпаривания и нагрева до рабочей температуры перекачивают в расходную емкость и далее в дозатор смесительной установки. Битум нагревают до рабочей температуры: 160...180 °С при выпуске литой смеси I типа; 150...170 °С - литой смеси II типа; 140... 160 °С - литой смеси III, IV и V типов.
Минеральный порошок предпочтительно использован, горячий. Это возможно при его поставке в горячем состоянии от производителя, а также при наличии на АБЗ цеха по его производству или агрегата для подогрева.
С учетом реальной температуры порошка устанавливают температурный режим нагрева каменных материалов в сушильном барабане (табл. 17).
Таблица 17
|
Тип литой смеси |
Температура нагрева каменных материалов при использовании порошка с температурой воздуха в пределах, °С |
||
|
ниже +5 |
от +5 до +10 |
выше +10 |
|
|
I |
- |
330...350 |
320…340 |
|
II |
- |
- |
280…300 |
|
III |
- |
- |
270...290 |
|
IV |
не выше 230 |
190..210 |
180...200 |
|
V |
не выше 320 |
300... 320 |
290 ...310 |
Примечание. При вводе в мешалку горячего минерального порошка с температурой 120…140 °С температуру нагрева каменных материалов снижают на 12-14%.
Нагретые каменные материалы сортируют при приготовлении смеси:
• I типа на фракции 0-3; 3-5; 5-10 и 10-
• II и V типов на - 0-5 и 5-15 (20) мм;
• III типа на - 0-5, 5-20 и 20-35(40) мм;
• IV типа на - 0-
Каждую фракцию направляют в соответствующий отсек горячего бункера, дозируют и взвешивают отдельно, согласно заданной рецептуре. При выпуске литых смесей II, III, IV и V типов на обычной установке дозирование фракций каменных материалов должно производиться с точностью ±3%, минерального порошка ± 1,5% и битума ± 1%.
Компоненты перемешивают обязательно в две стадии: вначале минеральные насухо, а затем с битумом. Продолжительность перемешивания на каждой стадии устанавливают в зависимости от качества и пропорции материалов, а также технических характеристик мешалки.
Для типичных условий (стандартные материалы, отечественные мешалки) продолжительность перемешивания указана в табл. 18.
Таблица 18
|
Тип литой смеси |
Время перемешивания, с |
||
|
сухое |
с битумом |
общее |
|
|
I |
60 |
60 |
120 |
|
II |
45 |
45 |
90 |
|
III |
30 |
30 |
60 |
|
IV |
45 |
45 |
90 |
|
V |
60 |
60 |
120 |
Примечания. 1 При изготовлении литой смеси 1 типа в специализированных смесительных установках, оснащенных устройством для ввода битума под давлением 20 атм. и в распыленном виде, общее время перемешивания смеси сокращают до 75 с.
2. При использовании горячего минерального порошка с температурой 120...14 °С время сухого перемешивания снижают на 10-15%.
Литые смеси выгружают в транспортное средство прямо из мешалки или через промежуточный бункер-стрелку.
Хранить их в обычном накопительном бункере нельзя, так как они быстро остывают и теряют подвижность, а смеси I и V типов еще и расслаиваются.
Производство литых асфальтобетонных смесей требует строгого соблюдения заданного технологического режима, иначе неизбежны серьезные осложнения:
• переполнение горячих бункеров песчаной или щебеночной фракцией;
• недогрев или перегрев каменных материалов;
• получение малоподвижной или слишком жидкой смеси;
• выпуск слишком горячей смеси, ее воспламенение и пожар на асфальтосмесительной установке;
• выпуск холодной вязкой смеси, которая не поддается перемешиванию в термосе-миксере при транспортировке и выгрузке из него, а иногда приводит к остановке привода мешалки, скручиванию вала, поломке кронштейнов и лопастей;
• выпуск расслаивающейся смеси, что также может привести к поломке мешалки термоса-миксера при транспортировке смеси и низкому качеству работ.
При погрузке в транспортные средства литые смеси в зависимости от температуры воздуха должны иметь следующую температуру (табл. 19).
Таблица 19
|
Тип литой смеси |
Температура смеси в пределах, °С, при температуре воздуха, °С |
||
|
ниже +5 |
от +5 до +10 |
выше +10 |
|
|
I |
- |
220…240 |
220…240 |
|
II |
- |
210…230 |
200…220 |
|
III |
- |
210…230 |
190…210 |
|
IV |
не выше 210 |
175…185 |
170…180 |
|
V |
не выше 220 |
190…210 |
200…220 |
§ 2.7. Перевозка смесей
В зависимости от типа приготавливаемой смеси перевозку производят в термосах-миксерах ( кохерах) или автомобилях- самосвалах.
Литые смеси вязкотекучей консистенции (типы I и V) перевозят в термосах-миксерах (рис. 32) [ 44, 45], а литые смеси вязкопластичной консистенции (типы II, III и IV) - в автомобилях-самосвалах [ 49].
Рис. 32. Термос-миксер для транспортирования литых асфальтобетонных смесей I и V типов
Необходимость использования термосов-миксеров для перевозки вязкосыпучих смесей обусловлена тем, что без принудительного перемешивания и компенсации тепловых потерь при транспортировании они расслаиваются и утрачивают подвижность.
При выборе термоса-миксера предпочтение отдают оборудованию, имеющему:
• полуцилиндрическое сечение емкости мешалки;
• дублированный привод мешалки (основной от автономного двигателя и вспомогательный от коробки отбора мощности автомобиля);
• мешалку реверсивного действия с изменяющимся числом оборотов в диапазоне от 4 до 10 об/мин;
• подъемное устройство, позволяющее наклонять и фиксировать, емкость под углом не менее 20°;
• устройство для непрерывной, порционной и направленной выдачи смеси;
• эффективную теплоизоляцию;
• автоматическую систему обогрева для компенсации тепловых потерь в процессе транспортирования.
Благодаря корытообразному сечению:
• оборудование можно загружать готовой смесью даже из низко расположенной мешалки АБЗ;
• обеспечивается легкое маневрирование машины и хороший обзор при разгрузке;
• рациональное соотношение длины и диаметра емкости создает большую площадь контакта с нагретой поверхностью и позволяет производить быстрый и равномерный нагрев литой смеси, не подвергая перегреву, дольше сохранять тепло, экономично расходовать топливо на нагрев.
Гидромеханические приводы (основной и вспомогательный):
• позволяют выбирать оптимальный режим работы оборудования к зависимости от конкретных дорожных условий. Например, на дорогах, где нет пробок, целесообразно использовать энергетический агрегат автомобиля, а на дорогах с затрудненным режимом движения - автономный энергетический агрегат. При этом достигается существенная экономия топлива и меньше загрязняется окружающая среда выхлопными газами;
• позволяют при выходе из строя одного энергетического агрегата вращать мешалку от другого;
• обеспечивают управление оборудованием всего двумя рычагами;
• создают плавный, без перегрузок, режим работы мешалки, исключают механические поломки (скручивание вала, поломку зубьев шестеренок редуктора, звездочек и обрыв цепи).
Реверс мешалки:
• помогает выйти из аварийной ситуации при остановке вала в результате заклинивании лопастей крупными частицами, случайно попавшими в смесь, расслоения или чрезмерной вязкости смеси, т.е. путем запуска вращения вала в обратную сторону;
• позволяет изменять направление движения смеси, что обеспечивает высокую фракционную и температурную однородность смеси.
Бесступенчатое изменение скорости вращения мешалки:
• позволяет ускорять или замедлять вращение лопастей;
• обеспечивает эффективное смешивание минеральных наполнителей с органическими вяжущими, вторичным асфальтобетоном, резиновым порошком, полимерами и т.д.
Регулируемые угол наклона емкости и размеры выгрузочного отверстия разрешают производить как ускоренную, так и порционную выдачу смеси, а устройство для распределения смеси - изменять направление потока смеси.
Технические характеристики термосов-миксеров приведены в прил. 10.
При подготовке термоса-миксера к использованию особое внимание уделяют исправной работе подогревателей, привода мешалки и гидроподъемника, поскольку их поломка может вызвать охлаждение и расслоение, а также затруднить выгрузку смеси.
Затем, водитель зажигает горелки и нагревает внутренние стенки термоса до температуры 140...160 °С, чтобы размягчить остатки смеси от предыдущей возки и, тем самым, предотвратить поломку лопастей мешалки при ее запуске в работу. Далее, водитель открывает верхний люк термоса-миксера, включает мешалку и устанавливает автомобиль под люк заводской мешалки, стараясь при этом точно совместить оба люка.
Погрузку литой асфальтобетонной смеси лучше вести непосредственно из мешалки, так как смесь при этом падает с небольшой высоты и меньше расслаивается. В случае, когда на асфальтосмесительной установке мешалка расположена слишком высоко, на ее выпускное отверстие следует установить направляющую юбку. Если же под мешалкой размещены рельсы скипового подъемника и места для установки автомобиля не предусмотрено, то выдачу смеси производят в ковш скипового подъемника, а затем, используя промежуточный бункер-стрелку, направляют в термос-миксер. В холодную погоду ковш скипового подъемника и горловину промежуточного бункера желательно обогревать, чтобы исключить прилипание смеси к их поверхности.
Погрузка литой смеси в термос-миксер должна производиться под контролем сигнальщика. При этом водителю следует находиться в машине с включенным двигателем и четко выполнять команды сигнальщика. Если погрузку выполнить небрежно, то при сливе литой смеси из мешалки она попадет на корпус термоса-миксера и прилипнет к нему. Очистка поверхностей корпуса - процесс опасный и трудоемкий.
Температуру литой асфальтобетонной смеси контролируют по показаниям термометра, вмонтированного в корпус мешалки термоса-миксера. Шкалу термометра устанавливают в удобном для наблюдения месте.
После наполнения емкости литой смесью крышки загрузочного отверстия закрывают и машину отправляют на объект.
В пути смесь «доваривается» и уже через 20-30 мин приобретает более высокую теплоустойчивость, т.е. глубина вдавливания штампа в образец смеси при испытании при +40°С уменьшается в среднем на 20-40%.
На объекте выгрузку производят через выпускное отверстие, расположенное сзади машины. Для ускорения этой операции емкость приподнимают на угол 15-20° при работающей мешалке.
Смеси II, III и IV типов, как правило, устойчивы к расслоению. Поэтому перевозить их можно в кузове автомобиля-самосвала.
При погрузке замесов их расположение в кузове значения не имеет. Смесь постепенно оседает, равномерно заполняет объем и приобретает форму кузова.
Автомобили используют большой грузоподъемности (более 10 т).
Чтобы исключить прилипание смеси к дну и стенкам кузова их смазывают водно-известковой эмульсией, мыльным раствором или посыпают минеральным порошком.
Независимо от температуры воздуха продолжительность транспортирования ограничивают одним часом, а смесь укрывают пологом.
Вопросы для самоконтроля по § 2.6. и § 2.7.
1. Какие асфальтосмесительные установки пригодны для выпуска литых смесей и каким оборудованием необходимо доукомплектовать асфальтосмесительную установку для производства литых смесей I типа?
2. До какой температуры нагревают каменные материалы для приготовления литых смесей различных типов, и как изменяется температура нагрева каменных материалов в зависимости от температуры минерального порошка и воздуха?
3. На какие фракции сортируют нагретые каменные материалы при приготовлении смесей различных типов?
4. Почему время перемешивания литых смесей различных типов неодинаковое?
5. Как изменяются требования к температуре выпускаемых смесей различных типов в зависимости от температуры воздуха?
6. Какие транспортные средства используют для перевозки литых смесей вязкотекучей консистенции (типы I и V) и какая требуется подготовка?
7. Каким термосам-миксерам и в каких случаях отдают предпочтение?
8. Какие транспортные средства используют для перевозки литых смесей вязкотекучей консистенции (типы II, III, IV) и как смеси приготовляют?
9. Как зависит время перевозки смеси от выбора транспортного средства, и с опасностью потери каких свойств смеси это связано?
§ 2.8. Строительство покрытий.
Организационные и подготовительные работы
Большое значение для качества работ имеет правильный заказ требуемого количества смеси и ее непрерывная поставка. С этой целью проверяют работу транспортных средств, готовность объекта принять и уложить смесь, налаживают оперативную связь с диспетчером АБЗ, прорабом (мастером) и водителями. В составе ППР разрабатывают циклограмму работы транспортных средств с учетом времени на стоянку в ожидании погрузки, на погрузку, доставку, ожидание в очереди на разгрузку, разгрузку смеси и возврат порожнего автомобиля на АБЗ. Из циклограммы определяют требуемое количество машин и рейсов каждой, время начала и окончания работ, количество смеси и т.д.
Поскольку асфальтобетонные покрытия из литых смесей устраивают в один прием, без использования катков, устранять технологические дефекты, вызванные неровным основанием значительно труднее. Поэтому в составе подготовительных работ важное место уделяют проверке состояния поверхности нижнего слоя.
Если поверхность не отвечает требованиям
по ровности, ее выравнивают фрезерованием или укладкой слоя асфальтобетонной
смеси - мелкозернистой при перепадах отметок до
Для обеспечения шероховатости покрытий из
смесей I типа на объект завозят черный мелкий щебень фракции 5-10 или 10-
Перед началом укладки литой смеси I типа
колесным укладчиком на нижнем слое, по обе стороны полосы монтируют опалубку
длиной
При укладке литой смеси асфальтоукладчиком на рельсовом ходу, опалубку не устанавливают, так как ее роль выполняют рельсы.
Устройство и отделка поверхности покрытия
Литые смеси I типа укладывают, как правило, в теплую сухую погоду при температуре воздуха: весной не ниже +5 °С и осенью - не ниже +10°С.
На автомагистралях укладку производят с помощью комплекта специального оборудования, передвигающегося по рельсам, на гусеницах, или гусматиках предпочтительно на всю ширину проезжей части.
Укладчик на рельсовом ходу (рис. 33) имеет разравниватель, перемещающийся по балке вдоль обогреваемого профилировщика, и обогреваемую пассивную выглаживающую плиту.

Рис. 33. Асфальтоукладчик GADF-I на колесно-рельсовом ходу (справа рабочий орган для распределения смеси)
К числу таких машин относятся модели GADF
I, II и III фирмы «WIBA U »
производительностью 250 т/ч при ширине укладываемой полосы
При укладке смеси с помощью укладчика на рельсовом (гусеничном) ходу, или финишера предусматривается:
• прием и размещение термосов-миксеров по ширине укладываемой полосы;
• выгрузка смеси из термосов-миксеров на подготовленный нижний слой;
• распределение смеси разравнивателем;
• отделка поверхности обогреваемой выглаживающей плитой;
• распределение черного щебня вручную или щебнераспределителем с втапливанием его в поверхность легким катком или рифлеными вальками.
Прием машин и распределение смеси ведут непрерывно. Толщину слоя регулируют положением профилировщика и выглаживающей плиты по вертикали. В конце смены укладку завершают установкой упорного бруса в поперечном направлении. В следующую смену упорный брус снимают, выглаживающую плиту устанавливают на кромку, прогревают и укладку продолжают.
На городских дорогах и в стесненных условиях покрытия устраивают с помощью финишера (рис. 34) или асфальтоукладчика на пневмоколесном ходу (рис. 35). При этом щебень для втапливания забирают из штабелей погрузчиком или тачкой и распределяют вручную.

Рис. 34. Финишер AЕ-GDF с шириной укладки
от 3,25 до
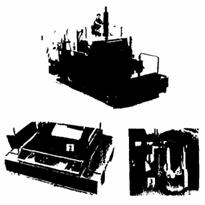
Рис. 35. Асфальтоукладчик SUPER-1502 GAF
1 - общий вид машины; 2 - приемным бункер с обогреваемыми винтовыми конвейерами; 3 - шнековая камера с лопатами для перемешивания и распределения смеси
Производительность колесного
укладчика марки SUPER-1502 GAF при ширине шнековой
камеры 2,5-
В камере установлено два независимо
вращающихся вала с оперением в виде лопаток для дополнительного перемешивания
смеси и ее распределения по ширине укладываемой полосы. За шнековой
камерой расположена пассивная выглаживающая плита шириной
Укладку смеси колесным укладчиком производят следующим образом:
• кладчик устанавливают в начало строящейся полосы;
• переднюю кромку выглаживающей плиты совмещают с поперечной кромкой уложенного слоя или стартовым брусом;
• включают механизм уширения шнековой камеры, фиксируя опорные части левой и правой щеки над опалубкой;
• опускают и опирают шнековую камеру на опалубку;
• нагревают до требуемой температуры трубы шнеков, находящихся в приемном бункере и шнековой камере, а также выглаживающую плиту;
• открывают шиберную заслонку на выгрузочном отверстии термоса-миксера, включают шнеки в приемном бункере и шнековой камере укладчика, приступают к их наполнению литой смесью;
• включают скорость и приступают к распределению смеси.
По мере выработки литой смеси оператор добавляет ее в приемный бункер из термоса-миксера. Для выгрузки остатков смеси термос-миксер приподнимают на угол 15-20° при непрерывной работе мешалки.
Дорожное покрытие из литой смеси I типа
устраивают толщиной не более
Из-за высокой температуры и плотности смеси слой дольше остывает и практически всегда прочно приклеивается к поверхности нижнего слоя.
Смесь укладывают на скорости от 1 до 3 м/мин. Скорость укладки регулируют в зависимости от объема поступающей смеси и толщины слоя. Притом машинист укладчика должен постоянно следить за уровнем смеси в шнековой камере, не допуская его снижения ниже уровня трубы шнека. В пропитом случае слой станет тоньше, и в дальнейшем произойдет частичный или полный его разрыв.
Движение укладчика над выступающими крышками колодцев и водоприемными решетками должно проходить на минимальной скорости. При этом решетки, во избежание засорения колодца смесью, должны быть заблаговременно закрыты.
При укладке смеси вдоль бордюра
находящуюся на опалубке боковую стенку (щеку) шнековой
камеры располагают на расстоянии около
Следующую полосу покрытия укладывают
вплотную к ранее уложенной без перекрытия. Для прочного склеивания смежных
полос при температуре воздуха от +5 до +10°С длину захватки ограничивают
Очень важно обеспечить бесперебойную поставку смеси, поскольку остановка укладчика неизбежно приведет к остыванию смеси и образованию неровной поверхности, исправить которую очень трудно. По окончании рабочей смены или при вынужденных перерывах необходимо полностью выработать смесь из приемного бункера и шнековой камеры, слой ровно обрезать по рейке и вплотную к нему установить брус.
Поверхность покрытия должна быть ровной, однородно глянцевой, без разрывов и раковин. При обнаружении дефектов, они должны быть немедленно устранены вручную горячей смесью, утрамбованы и затерты вровень с покрытием.
Одновременно с укладкой смеси (сразу
после прохода укладчика) по поверхности слоя производят распределение горячего
черного щебня фракции 5-10 или 10-
Движение транспорта открывают после остывания покрытия до температуры воздуха.
Литые смеси II и III типа укладывают методом вибролитья, без установки опалубки, обычным асфальтоукладчиком (рис. 36).

Рис. 36. Укладка литой асфальтобетонной
смеси II типа асфальтоукладчиком Супер-1700 на ширину
Основное требование к укладчику - наличие
активной выглаживающей плиты ( виброплиты) с
амплитудой колебания
Слои дорожного покрытия или основания из этих смесей устраивают в сухую погоду при температуре воздуха весной, летом и осенью не ниже +10 °С.
Укладка при более низкой температуре возможна при условии доставки смеси в отапливаемых и тщательно укрытых пологом кузовах [ 49, 68, 69].
При подготовке асфальтоукладчика большое внимание уделяют состоянию ходовой части, работе питателей, шнеков, трамбующего бруса, выглаживающей виброплиты и оборудования для ее подогрева.
При укладке придерживаются следующих правил:
• верхний слой покрытия из смеси II типа укладывают предпочтительно колесным, а нижний слой покрытия или слой основания из смеси III типа - гусеничным асфальтоукладчиком;
• выглаживающую плиту асфальтоукладчика устанавливают на стартовый брус толще будущего слоя на 7-10% (с учетом его осаживания после виброуплотнения) и приступают к ее прогреву;
• ширину укладки устанавливают кратной
ширине проезжей части, но не более
• шнековую камеру заполняют равномерно, до уровня вала шнека;
• рабочую скорость выбирают с учетом
температуры воздуха, (температуры смеси, толщины слоя, и количества
поставляемой на объект смеси. В холодную и ветреную погоду смесь должна иметь
температуру не ниже 200 °С, а ее укладку ведут слоем не менее
• работы организуют с минимальными перерывами, полому к приему смеси приступают после подхода 3-5 автомобилей со смесью;
• прием и укладку ведут безостановочно, выгружая смесь на ходу;
• длину полосы устанавливают с учетом погодных условий и температуры края покрытия смежной полосы;
• при использовании двух и более асфальтоукладчиков, они должны двигаться параллельным
курсом с опережением одним другого на 20-
• образующиеся излишки смеси возвращают в шнековую камеру работающего асфальтоукладчика;
• при наличии бордюра боковая стенка шнековой камеры асфальтоукладчика должна находиться вплотную к нему;
• проход укладчика над выступающими крышками колодцев и водоприемными решетками после их перестановки на проектную отметку должен выполняться на минимальной скорости с отключенным вибратором выглаживающей плиты. Пропущенные места уплотняют ручными трамбовками;
• дефекты, обнаруженные на покрытии после распределения смеси (разрывы, задиры, посторонние включения и др.), устраняют вручную одновременно с работой асфальтоукладчика, а затем после остывания слоя до 80 °С дополнительно - средним катком;
• спайку прокатывают не раньше остывания
свежеуложенной полосы до 100 °С. Для этого каток массой 6-10 т располагают на
ранее уложенной полосе с заходом его вальца на свежеуложенную полосу на 20-
• по окончании укладки или при вынужденных перерывах поставок смеси, а также в других случаях незапланированной остановки асфальтоукладчика летом более 20 мин, а при пониженных температурах воздуха более 10 мин, он должен быть освобожден от остатков смеси.
С этой целью производят очистку приемного бункера и питателей асфальтоукладчика и продвигают его вперед до полной выработки смеси из шнековой камеры. Слой при этом клинообразно утончается, а полоса сужаемся. В месте утончения слоя его ровно обрезают по рейке. Операцию выполняют, пока смесь не затвердела. Вплотную к обрезу крепят упорный брус. Если в процессе выдвижения укладчика не удалось обеспечить качественного поперечного стыка, прибегают к использованию ручного инструмента и катка.
После укладки покрытие имеет гладкую
зеркальную поверхность. Для того чтобы с первых дней эксплуатации она была
шероховатой и отвечала требованиям по безопасности движения, на нее укладывают высокощебенистую асфальтобетонную смесь слоем до
На рис. 37 показана укладка литой асфальтобетонной смеси II типа ( a ) и последующее нанесение на поверхность высокощебенистой смеси (б).
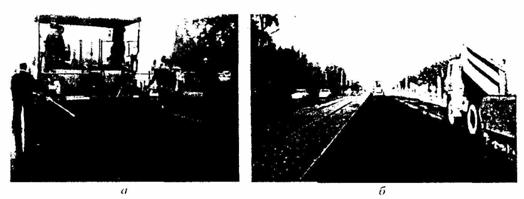
Рис. 37. Технологические операции по устройству высокопрочного шероховатого покрытия
Высокощебенистая смесь не содержит песка и состоит из щебня фракции
5-10(15) мм, минерального порошка и битума. Температура смеси при укладке
200...210 °С. Для распределения слоем 15-
При контакте с теплой, липкой и глянцевой поверхностью покрытии горячая высокощебенистая смесь плавит тонкую пленку асфальтового раствора и под действием катка частично погружается в него, дополнительно армирует и повышает фрикционные характеристики покрытия.
Погружение высокощебенистой
смеси в слой покрытия производят 6-10-тонными катками сразу, как только
образовался фронт работ. Движение катка должно быть плавным, на скорости 3-
После завершения работ на первой полосе,
переходят к созданию шероховатой поверхности на второй. В первую очередь каток
пропускают по спайке. При последующих проходах каток смещают к внешней стороне
и затем - в обратную сторону, перекрывая каждый след на 20-
При организации работ по устройству дорожных покрытий с использованием литых асфальтобетонных смесей комплексно-механизированную бригаду оснащают машинами, указанными в табл. 20.
Таблица 20
|
№ п.п. |
Наименование техники |
Марка машины при укладке литой смеси типа: |
||
|
I |
II |
III |
||
|
1. |
Фреза |
2000ДС |
2000ДС |
- |
|
2. |
Компрессор |
ЗИФ ПВ-5 |
ЗИФ ПВ-5 |
ЗИФ ПВ-5 |
|
3. |
Поливомоечная машина |
ПМ-130Б |
ПМ-130Б |
ПМ-130Б |
|
4. |
Автопогрузчик |
ПК-0,5; ПК-1 |
- |
- |
|
5. |
Термос-миксер |
ОРД-1025, ОРД-1026 |
|
|
|
6. |
Самосвалы |
- |
КамАЗ-55111 |
КамАЗ-6520 |
|
7. |
Асфальтоукладчик |
GADF-I, II, III, Super1502GAF Финишер AE-GDF |
ДС -181, ДС 191, Super 1604 |
ДС -181, ДС 191, Super 1800 |
|
8. |
Каток массой, т |
1,5 |
6-10 |
6-10 |
Литую смесь IV типа укладывают на технических и пешеходных тротуарах, в отмостки, полы и стяжки производственных зданий и сооружений, как правило, вручную, а при больших объемах работ обычным асфальтоукладчиком.
При ручной укладке смесь из автомобиля-самосвала выгружают с таким расчетом, чтобы всю прибывшую смесь, без остатка можно было легко подать к месту укладки лопатами, носилками или тачками. Выгружать смесь на участок будущего покрытия нельзя, так как затвердевшую смесь будет трудно уплотнить, и покрытие получится неплотным и неровным.
Смесь подносят и выгружают грядкой вдоль ранее уложенного слоя. Разравнивание производят металлическими граблями с длинными зубьями, захватывающими и перемешивающими смесь, вследствие чего она становится более однородной.
Слой укладывают толще проектного на 25-30%. Выравнивание производят деревянными движками. Работы выполняет специально обученный рабочий - литой мастер. Встав на правое колено, он распределяет и заглаживает смесь деревянным шпателем, держа его за рукоятку правой рукой и поджимая сверху левой, что позволяет достичь высокой степени уплотнения слоя и прочной связи с основанием. Выглаживающую поверхность шпателя делают из стальной полосы. Во время работы она должна быть постоянно горячей. В противном случае неизбежны задиры и шероховатости на покрытии.
В перерывах или в конце укладки и выглаживания слой ровно обрезают и вплотную к нему крепят упорный брус проектной толщины.
Новую полосу укладывают рядом с ранее
уложенной неостывшей полосой. Разравнивание производит один или несколько
мастеров с таким расчетом, чтобы на каждого приходился участок не более 2-
При устройстве покрытия на тротуаре место разгрузки смеси выбирают с учетом возможности ее переноса лопатой к месту укладки. Смесь не бросают, а аккуратно выгружают, переворачивая лопату.
На объекте, размеры которого позволяют использовать асфальтоукладчик, руководствуются правилами укладки укатываемых смесей. Уплотнение производят легким катком за 5-7 проходов по одному следу и оперативно, так как скорость снижения температуры неуплотненной смеси составляет в летнее время 1...5°С в минуту, а в прохладное - 5...7°С.
Вопросы для самоконтроля по § 2.6. и § 2.7.
1. Какие подготовительные работы производят на объекте перед строительством покрытия из литых смесей I и II типов?
2. На каких строительных объектах применяют литые смеси I и II типов?
3. При какой погоде и температуре воздуха весной и осенью допустимо применение литых смесей I и II типов?
4. Какое оборудование входит в комплект для строительства покрытия из литой смеси I типа?
5. Как осуществляется отделка поверхности покрытия и обеспечение необходимой шероховатости?
6. Какое оборудование входит в комплект для строительства покрытия из литой смеси II типа?
7. Какие основные требования к асфальтоукладчику для строительства покрытия из литой смеси II типа?
8. Как выбирают рабочую скорость асфальтоукладчика?
9. Для чего на поверхность слоя из литого асфальтобетона II типа укладывают высокощебенистую асфальтобетонную смесь?
10. Для каких работ предназначена литая смесь IV типа, и, какое оборудование используют при ее укладке?
ГЛАВА 3. РЕМОНТ И СОДЕРЖАНИЕ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
§ 3.1. Виды повреждений и причины их образования
К числу наиболее распространенных повреждений асфальтобетонных покрытий относятся трещины, выбоины, колея, сдвиги, выкрашивание, износ, просадки и проломы [ 27, 71].
Повреждения покрытий возникают в результате перенапряжения сдельных слоев или всей конструкции дорожной одежды в целом как от совместных транспортных нагрузок и погодных факторов, действующих извне, так и под влиянием напряжений - со стороны нижележащих слоев дорожной одежды и земляного полотна.
Повреждения покрытий могут возникать также из-за низкого качества асфальтобетонной смеси и нарушения технологии работ во время устройства покрытия.
Трещины бывают одиночные неупорядоченные и упорядоченные, а также объединенные в крупную или мелкую сетку трещин.
Одиночные трещины в покрытии могут иметь произвольное очертание и направление относительно оси дороги, располагаться хаотично на значительном расстоянии друг от друга. Возникают они над трещинами в основании из-за его низкой несущей способности, вызванной недостаточной толщиной и неудовлетворительным качеством материала, слабостью грунта земляного полотна, нарушением технологии производства работ.
Упорядоченные трещины появляются на покрытиях, построенных на цементобетонном основании. На них трещины расположены вдоль и поперек проезжей части и точно копируют температурные и рабочие швы цементобетонного основания. Трещины образуются также в местах, где вследствие перерывов в работе по укладке асфальтобетонной смеси были расположены стыки. Такие трещины имеют прямолинейное очертание.
Помимо указанных трещин, на асфальтобетонном покрытии возникают трещины, образующие замкнутые фигуры в виде крупной сетки. Природа таких трещин связана с использованием пористых, несвязных и перегретых смесей, грубого нарушения технологии укладки и уплотнения.
Мелкая сетка трещин образуется весной при оттаивании основания, построенного на пучинистых грунтах и в местах, где не обеспечена требуемая степень уплотнения грунта.
Трещины, если их вовремя не заделать, приводят к скорому образованию выбоин на покрытии.
Выбоины существенным образом ухудшают важнейшие потребительские свойства дороги пропускную способность и безопасность движения и требуют немедленного устранения.
Выбоины образуются не только из-за трещин. Очень часто они возникают в результате выкрашивания асфальтобетона, отсутствия сцепления между верхним и нижним слоем, больших сдвиговых напряжений, разрывающих покрытие.
Колея, сдвиги также опасны для движения как выбоины. Кроме того, они затрудняют управление автомобилем при переезде с одной транспортной полосы на другую, при движении на повышенной скорости и в дождь. Такие повреждения возникают в результате:
• применения в асфальтобетоне некондиционных материалов (маловязкого битума, зерен с гладкой поверхностью, слабоактивного минерального порошка и т.п.);
• нарушения рецептуры смеси (недостаточное количество щебня, минерального порошка, избыточное содержание битума);
• нарушения технологии устройства покрытия (укладка смеси толстым слоем и на плохо уплотненное основание);
• недостаточного уплотнения самой смеси, раннего открытия движения транспорта по свежеуложенному покрытию;
• превышение действующих нагрузок над расчетными для данной конструкции дорожной одежды.
Колея возникает практически сразу и, если
не принять своевременных мер, ее размеры увеличиваются лавинно с выпором
материала покрытия в обе стороны. Колея образуется, в основном, на покрытиях из
песчаной или малощебенистой асфальтобетонной смеси и
достигает часто неприемлемых величин более
Однако колея может образоваться также от
износа покрытия в полосе наката. Износ прямо зависит от прочности каменного
материала и плотности асфальтобетона, но в любом случае увеличивается
постепенно в результате истирания и шлифования поверхности, особенно шипованными шинами. Опасным считается износ, превышающий
Выкрашивание - весьма серьезный дефект покрытия, так как может привести к быстрому и полному разрушению его на большом протяжении.
Выкрашивание характерно для пористого покрытия и связано с уносом из него составляющих - частиц песка, щебня, вяжущего в результате совместного действия воды, противогололедных реагентов и колес автомобилей. Вода, проникая в поры, нарушает сцепление вяжущего с зернами каменного материала, которые, не имея связи между собой, легко засасываются и уносятся колесами автомобилей, открывая доступ воды к новым зернам. В результате на покрытии быстро образуются и разрастаются очаги разрушения.
Причинами повышенной пористости покрытия могут быть:
• неправильная рецептура и дозировка материалов во время приготовления смеси (недостаточное количество битума и минерального порошка);
• выгорание битума при перемешивании с перегретым каменным материалом;
• недостаточное уплотнение смеси, из-за чего водонасыщение асфальтобетона превышает 5%;
• укладка смеси в холодную и сырую погоду, когда она плохо поддается уплотнению из-за быстрого остывания;
• фракционная и температурная неоднородность смеси (недостаточное время перемешивания, неправильная погрузка в кузов, охлаждение и сегрегация смеси при ее разбрасывании и т.п.).
Проломы и просадки - результат вымывания грунта земляного полотна водой из-за отсутствия дренажа дорожной одежды, применения некондиционных материалов в основании. Просадки возникают также вследствие недостаточного уплотнения грунта земляного полотна, использования грунтов, набухающих в воде (глин, суглинков, пылеватых грунтов), которые при промерзании вспучиваются, а при оттаивании оседают, деформируя и разрывая покрытие с последующим уносом отдельных фрагментов колесами транспорта.
Оперативное распознавание, конкретной причины производится с помощью георадаров [ 72], которые позволяют узнать:
• толщину конструктивных слоев и положение уровня грунтовых вод;
• наличие скрытых объектов (подземных коммуникаций);
• зоны просадочных и разуплотненных грунтов, зоны инфильтрации грунтовых и техногенных вод;
• зоны неоднородных грунтов с местами включения пылеватых и пучинистых грунтов;
• вымоины и размытые зоны с переувлажненными грунтами в подстилающих основаниях и многое другое.
Располагая информацией о происхождении, можно эффективным способом устранить повреждения и свести к минимуму вероятность повторного разрушения дорожной одежды и, в частности покрытия.
§ 3.2. Рекомендации по ремонту покрытий
Заделка трещин
Обычно эту работу выполняют в сухую погоду весной и осенью и преимущественно в первой половине дня, когда трещины максимально раскрыты. В зависимости от размера трещин применяют и соответствующие методы ремонта.
Мелкие волосные трещины, при отсутствии
просадок, устраняют в жаркую погоду наездом тяжелого катка массой 10-18 т с
гладкими вальцами или на пневмоходу. С этой же целью
производят розлив разжиженного или горячего битума марки БНД 60/90 или БНД 90/130
с присыпкой его песком или минеральным порошком при норме
Трещины шириной до
Трещины шириной до
Крупные трещины - более
Герметизирующие составы должны обладать эластичностью, водонепроницаемостью, теплоустойчивостью и хорошим сцеплением с кромками трещины. Примерные составы мастик указаны в табл. 21.
Таблица 21
|
Компоненты |
Содержание компонентов, масс.% в мастике номер: |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Дорожно-климатические зоны |
||||||||
|
I |
II |
III-IV |
II |
II-III |
III-IV |
II |
- |
|
|
Битум БНД 40/60 , 60/90 |
54 |
60 |
60 |
72 |
63 |
45 |
58 |
73 |
|
Минеральный порошок |
25 |
25 |
20 |
10 |
25 |
35 |
25 |
10 |
|
Асбестовая крошка |
10 |
15 |
20 |
- |
- |
10 |
- |
- |
|
Резиновая крошка |
5 |
- |
- |
10 |
5 |
5 |
5 |
12 |
|
Полиизобутилен П-10 |
- |
- |
- |
- |
- |
- |
2-6 |
- |
|
Каменноугольное или минеральное масло |
6 |
- |
- |
8 |
7 |
5 |
- |
- |
|
Кумароновое масло |
- |
- |
- |
- |
- |
- |
5-7 |
5 |
|
Требуемая температура размягчения мастик, °С |
||||||||
|
|
80 |
60 |
75 |
55 |
58 |
65 |
60 |
- |
Заделку трещин выполняют оборудованием, показанным на рис. 38.
Рис. 38. Оборудование для заделки трещин и схема работ
1 - фреза; 2 - металлическая щетка; 3 - установка для продувки трещины; 4 - котел в комплекте с насосной станцией, удочкой и насадкой в форме утюга; 5 - тележка с бункером для посыпки мастичной поверхности мелким щебнем
Подобное оборудование выпускает Санкт-Петербургская фирма «ФАЭТОН-АДС». Оно состоит из устройства для разделки трещин - МРТ-200, аппарата горячего воздуха для очистки и просушки трещины перед герметизацией - ВТ-2, щеточной машины для удаления остатков старого герметика, грязи и мусора - ЩМ-1, заливщика трещин ЗШ-3 или ЗШ-7 и котла для приема, разогрева и подачи герметизирующего состава в трещину К-1000A или К-300. Котлы с заливщиками трещин выпускает также ОАО «Кемеровский опытный ремонтно-механический завод».
На рис. 39 покачан фрагмент рабочего процесса с использованием оборудования фирмы « Брайнинг».
Рис. 39. Заделка трещины с помощью оборудования фирмы « Брайнинг»
Широко раскрытые трещины - более
Подготовительные работы производят в
следующей последовательности. При наличии на покрытии трещин, близких к прямой
линии или отклоняющихся от нее на
Если позволяет погода и размеры участка,
то вместо нарезчика швов и отбойного молотка можно использовать малогабаритную
дорожную фрезу. При этом глубина вырубки не должна быть менее 30 и более
При наличии разветвленных крупных трещин,
отстоящих друг от друга не более чем на
Ремонт сетки мелких трещин указанными методами продолжительного эффекта, как правило, не дает. Устранение этих трещин связано с разборкой дорожной одежды, переустройством водоотвода, заменой грунта земляного полотна, основания и покрытия. В ряде случаев возможно удаление покрытия фрезами, укладка геосеток и других трещинопрерывающих прослоек и устройство двухслойного покрытия.
Заделка выбоин
Выбор способа и оборудования для заделки выбоин определяется размерами поврежденного участка.
Мелкоямочный ремонт повреждений размером до
На рис. 40 показана работа оборудования БЦМ-24, а в прил. 11 приведены его технические характеристики.

Рис. 40. Комплект оборудования для мелкоямочного ремонта асфальтобетонных покрытий
Технология отличается высокой производительностью и весьма эффективна при ремонте выбоин и широко раскрытых трещин на внегородских автомагистралях.
Оборудование состоит из следующих основных узлов:
• приемного бункера с загрузочным люком для мелкого щебня;
• теплоизолированного и обогреваемого бака для катионной эмульсии;
• дизеля;
• компрессора;
• пневмоструйного насоса;
• насоса для эмульсии;
• рабочего органа, представляющего собой стрелу-манипулятор с навесным, гибким рукавом для мелкого щебня и трубопроводом с форсункой для распыления эмульсии;
• пульта управления, с помощью которого контролируется работа дроссельного клапана подачи эмульсии и мелкого щебня и обеспечивается световая и звуковая сигнализации.
Комплект оборудования смонтирован на прицепе и работает в сценке с автомобилем-самосвалом, который обеспечивает загрузку оборудования мелким щебнем (высевками).
К аналогичным машинам относится американская « Turbo J e t T -250 AE », чешская - « Turbo-Comby», машина совместного производства Чехии и Беларуси - «БЕЛТА». В отличие от БЦМ-24 и других аналогичных машин они загружаются мелким щебнем не из самосвала, а из емкости размешенной на шасси автомобиля, что позволяет использовать, их также зимой для посыпки дорог мелким щебнем.
Контуры размечают с помощью натертого
мелом шнура (или мела и рейки) прямыми линиями, параллельными и
перпендикулярными оси проезжей чисти, захватывая неповрежденное покрытие ни
ширину
Разрушенные места, находящиеся на
расстоянии до
Далее, участок фрезеруют с помощью самоходных, навесных или прицепных малогабаритных дорожных фрез (рис. 43 и прил. 5) с приданием ему правильной прямоугольной формы.

Рис. 43. Подготовка карты с помощью дорожной фрезы
При отсутствии фрезы или невозможности ее использования (труднодоступные места, отрицательная температура) применяют резательную машину (рис. 44 и прил. 12) и отбойный молоток.

Рис. 44. Резчик пазов и кромок
Резательной машиной нарезают ровный низ по контуру будущей карты, а отбойным молотком вырубают разрушенный слой. В этом случае сохраняется целостность рядом находящегося покрытия и его разрушение в дальнейшем не происходит. Далее из карты удаляют пыль, воду и грязь.
При положительной температуре воздуха допускается проведение работ без сушки и грунтования битумом влажного дна и стенок карт, так как литая смесь, благодаря высокой температуре и жидкой консистенции, прогревает, плавит и грунтует их. В результате достигается прочное сцепление свежей смеси с покрытием.
Смесь заливают в карту из термоса-миксера (см. рис. 42), руководствуясь следующими правилами:
• машину на объекте должен принимать специально выделенный опытный рабочий-сигнальщик, который обязан проверить наличие паспорта на смесь, ее температуру (не ниже 200 °С) и количество;
• литая смесь должна укладываться слоем
не менее
• заливку глубоких выбоин (глубиной до
• широкие карты (шириной более
• организация работ как в дневное, так и ночное время должна быть, построена таким образом, чтобы после их окончания подготовленные карты не оставались незаполненными литой смесью;
• на подходах к эстакадам, мостам,
тоннелям и путепроводам следует выставлять дополнительные, предупредительные
знаки, посты сигнальщиков через 30-
• в целях снижения шума при подготовке ремонтных карт в ночное время в жилых кварталах города пневмоинструмент и асфальтофрезерные машины рекомендуется заменять разогревателями. Образующаяся при этом горячая смесь может быть использована для выравнивания основания или для заделки глубоких выбоин.
По прибытии термоса-миксера на объект его устанавливают в пределах огороженной полосы над подготовленной картой. Рабочий-оператор при помощи штурвала открывает заслонку термоса-миксера и направляет смесь в карту по лотку. Положением заслонки регулируется объем подачи смеси.
Другой рабочий производит распределение
смеси по карте разравнивателем до уровня,
превышающего уровень существующего покрытия на 3-
Далее термос-миксер переезжает к другой подготовленной карте. После выработки основного объема смеси водитель включает гидронасос, наклоняет емкость термоса-миксера на угол 15-20°, сливает остатки в карту, выключает мешалку и с помощью рабочих очищает емкость и поворотный лоток.
После зачистки и затирки границ карты по
горячей поверхности распределяют сухой щебень фракции 5-10 или 10-
Под действием гравитации щебень самостоятельно погружается на глубину примерно 2/3 диаметра зерна и прочно закрепляется на покрытии. Однако когда в составе литой смеси собственного щебня мало или смесь слишком жидкая, щебень может полностью погрузиться в слой и поверхность останется скользкой. В таких случаях рекомендуется производить распределение щебня после снижения температуры слоя до 160...180°С.
Щебень, не имеющий надлежащего сцепления, удаляют с поверхности с помощью подметально-уборочной машины, работа которой возможна только после того, как слон остынет до температуры воздуха.
Укладку смеси на участках с продольным
уклоном более 3% производят и карты площадью до
Движение транспорта открывают после остывания слоя до 30...40°С, на что требуется летом не более 1-1,5 ч.
Важное преимущество литьевой технологии ремонта - возможность ее эффективного применения зимой, особенно при аварийных работах и в ночное время суток.
Высокое качество ремонта обеспечивается благодаря тому, что:
• смесь до выгрузки постоянно находится в отапливаемой теплоизолированной емкости термоса-миксера и перемешивается;
• промежуток времени от начала выгрузки до укладки составляет несколько секунд;
• смесь может выдаваться как малыми, так и большими порциями;
• смесь обладает высокой подвижностью, а асфальтобетон формируется без укатки;
• смесь имеет высокую температуру, вследствие чего высушивает влажную поверхность карты и обеспечивает сцепление нового материала со старым покрытием;
• близкая к нулю пористость литого асфальтобетона обеспечивает большой срок службы отремонтированной карты.
Зимой низкая температура способствует быстрому охлаждению слоя смеси, что позволяет уже по истечении 20 мин открыть движение по отремонтированному участку.
При температуре ниже -10°С карты стараются
делать небольших размеров (площадью не более
Использование отбойного молотка для обрубки карты по контуру не рекомендуется, так как от вибрации на покрытии могут образоваться микротрещины, развитие которых чревато появлением сколов, новых выбоин и других разрушений покрытия вокруг отремонтированной карты.
После очистки подготовленной карты от скола, льда, песка, соли карту заполняют литой асфальтобетонной смесью. Подачу и распределение смеси ведут интенсивно.
Ремонт асфальтобетонного покрытия при отрицательных температурах требует оперативной и согласованной работы звеньев, готовящих карты и производящих укладку в них литой смеси.
Водитель машины должен постоянно следить за температурой смеси, не допуская ее падения ниже 200°С.
При отрицательной температуре воздуха
литая смесь должна иметь более высокую температуру (220...230°С), и ее следует
укладывать в безветренную погоду или при слабом ветре. При температуре минус 10
°С и скорости ветра 2 м/с, смесь укладывают слоем не менее
При заделке глубоких выбоин (более
При температуре воздуха ниже -20°С и скорости ветра более 5 м/с, от ремонта асфальтобетонного покрытия следует воздержаться.
Литые смеси для ямочного ремонта можно выпускать не только на АБЗ, но и приготавливать в термосе-миксере как из новых материалов, так и из вторичного асфальтобетона и полуфабрикатов [ 74].
Приготовление литой смеси из новых материалов, вторичного асфальтобетона и полуфабрикатов в термосе-миксере производится по соответствующим техническим регламентам и рецептуре.
Готовая продукция может использоваться
сразу или заготавливаться впрок, в виде брикетов (полуфабрикатов). Брикеты
получают горячим формованием в специальных формах. Перед заполнением форм
поверхности контакта обрабатываются антиадгезивом при
расходе 0,5 кг/м2. После остывания брикеты извлекают из форм и
упаковывают в полиэтиленовые мешки или пленку. Упакованные брикеты хранят в
штабелях высотой не более
При производстве литой смеси требуемое количество брикетов с помощью погрузчика помещают в мешалку термоса-миксера, разогревают при постоянном перемешивании до температуры 180...200 °С и доводят смесь до однородного вязкотекучего состояния.
При использовании новых материалов важная
роль отводится их подготовке. Щебень и песок должны быть высушены до влажности
не более 1%, минеральный порошок быть абсолютно сухим и расфасованным в мешки
по
Фазовый состав и количество асфальтового вяжущего вещества назначают с учетом свойств исходной горной породы (основная или кислая, плотная или пористая), гранулометрического состава смеси щебня и песка, тонкости помола минерального порошка и марки битума.
При выпуске литой смеси с использованием вторичного асфальтобетона (колотого асфальтобетона или асфальтовой крошки) необходимо:
• предварительно рассортировать сырье на песчаное и мелкозернистое и рассчитать содержание каждого в смеси;
• определить в лаборатории содержание и фазовый состав асфальтового вяжущего вещества, выбрать оптимальный состав по результатам определения подвижности литой смеси и деформации образцов литого асфальтобетона под штампом;
• приступить к изготовлению смеси.
Приготовление начинают с загрузки в смеситель с помощью автопогрузчика рассчитанного количества брикетов асфальтового вяжущего вещества, их разогрева до жидкого состояния. Затем, порционно вводят песчаное и мелкозернистое сырье, нагревают смесь до температуры 180…200°С и перемешивают до однородного вязкотекучего состояния.
Приготовление литой асфальтобетонной смеси из новых материалов в термосе-миксере обходится дороже, чем в заводской смесительной установке, на 15-20%. Однако с учетом использования оборудования как смесителя, транспортного средства и ремонтера, особенно при выполнении непредвиденных, экстренных работ в неблагоприятных погодных условиях, затраты окупаются сравнительно быстро. А при использовании вторичного асфальтобетона и сама смесь становится дешевле заводской.
Бригаду, выполняющую ремонт дорожного покрытия по литьевой технологии, оснащают специальными машинами и механизмами. Технику выбирают, применительно к конкретному объему работ, времени года, состоянию поверхности поврежденного участка, возможностей подрядчика и т.п. Примерный набор оборудования указан в табл. 22.
Таблица 22
|
Наименование техники |
Марка машины |
|
|
Термос-миксер |
самоходный |
ОРД-1023, ОРД-1023.1.К, ОРД-1025, УРД-2Н, КДМ-150 |
|
прицепной |
ОРД-1023.1.КП |
|
|
Асфальтофрезерная машина |
W-350, W-500, |
|
|
Компрессор с отбойными молотками |
ЗИФ-ПВ-5М |
|
|
Резчик пазов и кромок |
СС 1308 KM-S, СС 1308 H-S, CS-146, RS-12R, CS1 |
|
|
Автомобиль-самосвал |
ЗИЛ ММЗ-4505 |
|
|
Подметально-уборочная машина |
ПУМ-1, КДМ-130 |
|
|
Автопогрузчик |
ПК-0,5, МКСМ-800 |
|
|
Асфальторазогреватель |
РА-10 |
|
|
Ручной каток |
массой |
|
Кроме термосов-миксеров, указанных в табл. 22, применяют также установки меньшего размера, например РД-2500Л и рециклер асфальтобетона ПМ-107. Обе машины производят в Республике Беларусь.
Машина РД-2500Л (рис. 45) предназначена для транспортировки и укладки литой смеси, приготовленной как на АБЗ, так и в самой машине.

Рис. 45. Машина РД-2500Л
В машине смесь приготавливают, как правило, из вторичного асфальтобетона и полуфабрикатов. Ее производительность - 0,7 т/ч.
Рециклер асфальтобетона ПМ-107 (рис. 46) предназначен для получения рыхлой асфальтобетонной смеси с температурой 150 °С, путем разогрева и перемешивания вторичного асфальтобетона (асфальтовой крошки, лома старого асфальта), а также для расплавления до температуры 180 °С слитков (брикетов) литого асфальтобетона и укладки смесей.

Рис. 46. Рециклер ПМ-107
Машина оснащена барабанным смесителем,
вмещающим не более
Устранение колейности и сдвигов
Слабовыраженные деформации при отсутствии разрывов на покрытии устраняют и жаркую погоду или после предварительного нагрева слоя специальными нагревателями, наездом на гребень тяжелого катка в направлении от края к середине.
Выраженные деформации можно устранить только ликвидацией поврежденного участка и заменой асфальтобетона более сдвигоустойчивым.
Если повреждения распространяются на нижние слои и к тому же вызваны недостаточной прочностью дорожной одежды, производят усиление конструкции с заменой нижнего и верхнего слоя покрытия на новые.
Колея, среди указанных выше повреждений, требует наибольших материальных и трудовых затрат на устранение.
Колею, а также трещины, выбоины и выкрашивание ликвидируют с помощью специальной техники. При этом применяют технологии, позволяющие вторично использовать старый асфальтобетон.
При вторичном использовании можно производить регенерацию асфальтобетона, т.е. восстановление его свойств как на дорожном объеме, так и в заводских условиях [ 75]. Регенерацию на дорожном объекте делают в том случае, если объект расположен вне населенного пункта. В городе регенерацию предпочитают делать на заводе, оснащенном эффективной системой очистки отходящих газов.
Для регенерации на месте работ используют оборудование, представленное на рис. 47.

Рис. 47. Оборудование итальянской фирмы « Марини»
В составе оборудования: автомобиль с навесным оборудованием для распределения щебня, дорожная фреза, барабанный смеситель и асфальтоукладчик.
Работы выполняют следующим образом. По
старому покрытию распределяют щебень фракции 10-15(20) мм слоем 50-
Для более продолжительной работы покрытия используют технологию « R emix » и оборудование германской фирмы « Wirtgen» (рис. 48).

Рис. 48. Ремонт асфальтобетонного покрытия с помощью Ремиксера-4500 германской фирмы « Wirtgen»
Работы производят в следующем порядке.
Старое покрытие, поврежденное колеей и
другими дефектами, предварительно разогревают инфракрасными горелками,
разрыхляют на глубину до
Далее однородную смесь направляют в шнековую камеру, распределяют и уплотняют. Порция свежей
смеси зависит от толщины укладываемого слоя и колеблется обычно в пределах
30-60%. При устройстве покрытия слоем
В последние годы метод усовершенствован и назван « Remix P lu s » (рис. 41).
Метод Remix Метод Remix - Plus
Рис. 49. Сравнительные схемы ремонта по методу Remix и Remix - Plus
Отличие его от предыдущего в том, что материал старого покрытия после обогащения его дозой битума не смешивают со свежей смесью, а укладывают в нижний слой. Свежую смесь направляют в отдельную шнековую камеру, расположенную за шнековой камерой для регенерированной смеси, и укладывают в верхний слой. Оба слоя уплотняют катками вместе. Срок службы до 7 лет.
При регенерации асфальтобетона на действующих асфальтобетонных заводах, в составе технологического оборудования требуется иметь:
• склад для хранения сырья (старого асфальтобетона в виде лома или крошки) с транспортной линией;
• дробильно-сортировочную установку для измельчения сырья;
• бункер-накопитель;
• транспортную линию для подачи подготовленного сырья на переработку;
• асфальтосмесительную установку (периодического или непрерывного действия), дополнительно оснащенную дозатором вторичного асфальтобетона и специальными фильтрами для очистки воздуха от дыма, газа и пыли.
Технологический процесс предусматривает разогрев крошки, ввод дозированного количества (примерно 20-25%) на смешивание со свежими материалами и битумом, перемешивание и выдачу смеси в транспортные средства.
Весьма эффективным и не дорогим методом
ремонта глубокой колеи является отечественный метод, который предусматривает
использование простых и доступных машин, литой и высокощебенистой
вязкопластичной смесей. Каждую полосу наката колеи
фрезеруют малогабаритной фрезой на ширину 50-
Вопросы для самоконтроля по § 3.1. и § 3.2.
1. Какие основные виды повреждений асфальтобетонных покрытий и причины их образования?
2. Какие применяют способы заделки трещин, последовательность работ и оборудование?
3. Как заделывают выбоины струйно-инъекционным способом и способом обратной пропитки?
4. Какие пакетированные материалы и при каких условиях используют при ямочном ремонте?
5. Какое оборудование и материалы используют при подготовке и заделке карт?
6. Какие погодные ограничения существуют для применения литого асфальтобетона для ямочного ремонта?
7. Как устраняют колейность и сдвиги?
8. Какие способы вторичного использования асфальтобетона применяют при ремонте покрытия?
9. Какая техника позволяет производить, регенерацию асфальтобетона в процессе ремонтных работ?
10. Какая технология использования вторичного асфальтобетона обеспечивает больший срок службы покрытия?
§ 3.3. Устройство тонкослойных шероховатых и защитных слоев
Поверхностная обработка дорожных покрытий - это способ создания шероховатой поверхности покрытия и устройства слоя износа или защитного слоя путем нанесения на покрытие тонкой пленки органического вяжущего, распределения высокосортного щебня и его уплотнения. При этом вяжущий материал не контактирует с колесами автомобиля, фиксирует щебень на поверхности покрытия, обеспечивает его герметичность и одновременно снижает и стабилизирует скорость деградации верхнего слоя старого покрытия.
Щебень обеспечивает контакт с колесами автомобиля, воспринимает их сжимающее и истирающее воздействие и защищает верхний слой покрытия от износа.
При многослойной поверхностной обработке щебень образует структуру самостоятельного верхнего слоя, что часто используется при устройстве «черного» слоя на щебеночных и гравийных, т.е. «белых» дорожных одеждах.
Защитные слои выполняют следующие функции:
• останавливают разрушение и продлевают срок службы старых покрытий, на которых появились признаки износа в виде выкрашивания, шелушения, трещин и др.;
• восстанавливают и повышают сцепные свойства дорожного покрытия;
• повышают ровность и сдвигоустойчивость покрытия;
• защищают дорожную одежду от проникания воды;
• улучшают эстетические свойства покрытий, придавая им однородный вид.
Толщина защитного слоя не превышает, как
правило,
На практике применяют разные способы устройства шероховатых и защитных слоев:
• поверхностную обработку дорожного покрытия путем последовательного грунтования асфальтобетонного покрытия битумом распределения и прикатки мелкого черного щебня узких фракций;
• поверхностную обработку с синхронным распределением катионной битумной эмульсии и мелкого щебня и последующей прикаткой слоя;
• устройство тонкослойного покрытия из холодной эмульсионно-минеральной смеси литой консистенции;
• устройство тонкослойного покрытия по высокотемпературной технологии с последующей запрессовкой слоя в размягченную поверхность;
• устройство тонкослойного покрытия из щебеночно-мастичных асфальтобетонных смесей.
Различают несколько видов поверхностных обработок, каждая из которых имеет свою сферу наиболее эффективного применения.
Поверхностная обработка с последовательным распределением вяжущего и щебня
Среди разновидностей поверхностных
обработок однослойная обработка с однократным распределением вяжущего и щебня
самая распространенная и применяется для создания шероховатой поверхности и
слоя износа на асфальтобетонных покрытиях дорог различных категорий. Для ее
создания используется щебень фракции 5-
Однослойная поверхностная обработка с двойным
распределением щебня предусматривает сплошное грунтование поверхности вяжущим,
распределение по обработанной поверхности черного щебня фракции 10-15 или 15-
Двухслойная поверхностная обработка заключается в обработке покрытия вяжущим, распределении и прикатке крупной фракции черного щебня катком, обработке полученной поверхности вяжущим, распределении и запрессовке слоя черного мелкого щебня. Эта технология находит применение на дорогах с ослабленным покрытием, при наличии мелкой сетки трещин, ямочности, колеи, при высокой интенсивности движения, т.е. в тех случаях, когда необходимо создать не только шероховатый слой износа и защитный слой, но и повысить ровность, прочность и сдвигоустойчивость покрытия. Этот вид обработки можно применять на цементобетонных покрытиях.
Поверхностную обработку типа «сэндвич» устраивают следующим образом. По поверхности покрытия распределяют щебень крупной фракции, распределяют вяжущее, распределяют щебень мелкой фракции, и весь слой уплотняют. Структура слоя сравнима с однослойной обработкой, устроенной путем разлива вяжущего с двойным распределением щебня. Ее рекомендуется применять на дорогах местного значения с неровным покрытием и для усиления конструкции.
Для устройства поверхностных обработок с последовательным нанесением компонентов в качестве вяжущего применяют битум или битумную эмульсию.
В состав механизированного отряда входит, как правило, автогудронатор, щебнераспределитель или автомобиль-самосвал с навесным оборудованием, а также каток на пневматиках.
В течение первых дней эксплуатации с
покрытия сметают не прижившийся щебень и ограничивают скорость движения до
Поверхностная обработка с синхронным распределением вяжущего и щебня (технология фирмы « Сэкмэр »)
Основной недостаток традиционной технологии устройства поверхностной обработки - раздельное распределение вяжущего и щебня и, как следствие, плохая приживаемость щебня, обуславливающая необходимость ограничения скоростного режима движения на период формирования слоя.
При синхронном распределении вяжущего и щебня разрыв между операциями не превышает одной секунды, что позволяет достичь быстрого и равномерного распределения вяжущего по поверхности щебенок, надежно склеить их между собой и с покрытием, быстро ввести дорогу в эксплуатацию [ 76].
В качестве вяжущего используют, в основном, катионную эмульсию. Битум используется значительно реже. Выбор эмульсии производится в зависимости от свойств каменного материала, степени повреждения покрытия, числа слоев обработки, климатических условий, состава и интенсивности движения и др.
Наибольшей эффективностью обладает эмульсия, в составе которой не менее 69% битума. Она достаточно вязкая, чтобы не стекать в углубления на покрытии, и в то же время позволяет за один разлив обеспечить достаточную дозировку на щебень для укладки его в один слой.
Температура эмульсии должна быть в пределах 40...70 °С. В этом случае можно более точно нанести пленку вяжущего, быстрее охладить и предотвратить ее стекание с поверхности зерен. В этой связи, важно, чтобы поверхность зерен каменного материала была достаточно активной, чтобы образовывать с вяжущим водонерастворимые соединения.
Форма щебенок должна быть кубовидной для обеспечения устойчивого положения на покрытии.
Размер зерен щебня должен быть таким,
чтобы обеспечивалось близкое расположение зерен, плотная и однородная структура
слоя, низкий уровень шума при движении на повышенной скорости (100-
Щебень должен быть чистым и сухим. Наличие глины, даже в незначительных количествах, крайне нежелательно ввиду ее набухания в воде и ослабления сцепления между вяжущим и щебнем.
Расход эмульсии и щебня при однослойной поверхностной обработке с синхронным распределением материалов указан в табл. 23.
Таблица 23
|
Фракция щебня, мм |
Расход 69 %- й эмульсии, л/м2 |
Расход щебня, кг/м2 |
|
4-6 |
1,1 |
6-7 |
|
6-10 |
1,5 |
8-9 |
|
10-14 |
1,85 |
11,5-13 |
В качестве оборудования для синхронного распределения вяжущего и щебня используют машины типа «Чипсилер-19, -26 и -40» (рис. 50).

Рис. 50. Машина типа «Чипсилер-26»
Машины типа «Чипсилер-40» имеет большую
производительность и применяется на крупных объектах. Он монтируется на полуприцепе
и имеет полностью автономную систему энергообеспечения. За один цикл загрузки
компонентами способен выполнить поверхностную обработку на полосе шириной
Технические характеристики машин приведены в прил. 13.
Для формирования слоя используют катки на пневматических шипах массой 15-18 т. Количество проходов до 10 по одному следу.
Требуемая текстура слоя формируется под действием катка и движения транспорта во времени, продолжительность которого зависит от погоды и характера движения, но в любом случае не превышает нескольких часов.
В
Устройство шероховатого защитного слоя с помощью холодной эмульсионно-минеральной смеси литой консистенции (« Сларри Сил»)
Эмульсионно-минеральная смесь литой консистенции состоит из высевок, песка, цемента (минерального порошка), воды, регулятора скорости распада и катионной эмульсии.
Катионная эмульсия имеет следующий состав и рецептуру [ 76]:
|
битум нефтяной дорожный марки БНД 60/90 |
60% |
|
эмульгатор типа « Redicote» |
0,8-2,0% |
|
стабилизатор CaCl, не более |
0,4% |
|
соляная кислота HCl |
2-5% |
|
латекс не менее |
3,0% |
Портландцемент или минеральный порошок служит для регулирования скорости распада эмульсии и консистенции смеси.
Смесь приготавливают и укладывают с помощью специальных однопроходных машин «MACROPAVER», «SOM 1000-2», «MIN I MAC», НД-10, Д H -009 и т.п. ( прил. 14).
Процесс нанесения слоя с помощью машины «SOM 1000-2» показан на рис. 51.

Рис. 51. Устройство шероховатого защитного слоя с использованием холодной эмульсионно-минеральной смеси литой консистенции
Машина имеет автономную силовую установку, бункер для щебня, емкости для эмульсии, воды и добавок, бункер для цемента, транспортер, смеситель и распределитель смеси.
Слой смеси укладывают в сухую погоду при температуре воздуха не ниже +5 °С. Укладку производят полосами, кратными ширине проезжей части.
При движении машины в рабочем режиме
компоненты смеси в заданных пропорциях вводятся в смеситель. Из смесителя
готовая смесь подастся и шнековую камеру и
распределяется слоем 5-
Формирование защитного слоя происходит под влиянием гравитации без применения уплотняющих средств за счет распада эмульсии и активности вяжущего и длится от 1 до 3 часов, в зависимости от погоды. В конце указанного срока движение по дороге должно быть закрыто.
При устранении колеи расход смеси
увеличивают до 22 кг/м2. Колеи глубиной до
Устройство шероховатого тонкослойного покрытия по высокотемпературной технологии
Основные и, пожалуй, самые главные недостатки зарубежных технологий - высокая стоимость оборудования и компонентов для приготовления эмульсии, а также техники для выполнения работ продолжительные сроки формирования защитного слоя, необходимости ограничения скорости движения и короткий срок службы (2-3 года).
Высокотемпературная технология - отечественное изобретение [ 40, 41], позволяющее с помощью доступных и дешевых материалов, простых технологических приемов и обычной техники добиться более высоких потребительских качеств дорожного покрытия, чем это предлагают многие зарубежные фирмы.
Шероховатые тонкослойные покрытия устраивают на дорогах с грузонапряженным, интенсивным и скоростным движением транспорта (рис. 52).

Рис. 52. Устройство шероховатого тонкослойного покрытия по высокотемпературной технологии
Особенный эстетический эффект достигается при их применении, на мостах и дорогах с множеством заплат из литого и обычного асфальтобетона (рис. 53).
Покрытие устраивают из высокощебенистой вязкопластичной асфальтобетонной смеси. Ее приготавливают на АБЗ из мелкого щебня, минерального порошка и дорожного битума по Техническим условиям [ 70] и технологическому регламенту, разработанному с учетом местных условий (климата, качества материалов, технического состояния заводского оборудования, асфальтоукладчика и катков).
Рис. 53. Асфальтобетонное покрытие до и после ремонта
Укладку производят асфальтоукладчиком
слоем 15-
• существующее покрытие было тщательно выровнено и отвечало требованиям [ 28] по ровности, уклонам в продольном и поперечном направлениях как к верхнему слою покрытия дороги соответствующей категории, было обязательно чистым и сухим;
• люки колодцев были установлены на прочное основание и без качания;
• поверхность сплошь (без пропусков) подгрунтована равномерным слоем битума или битумной эмульсии;
• смесь имела при укладке температуру 200…210°, а погода сухой и теплой;
• укладчик имел исправные органы виброуплотнения и обогрева выглаживающей плиты;
• смесь не просыпали перед приемным бункером асфальтоукладчика;
• длина захватки при многополосной
укладке не превышала 70
• средний каток начинал запрессовку смеси без промедления, т.е. как только для него образовался фронт работы;
• каток завершал запрессовку слоя до момента, когда температура смеси опустится ниже 120°.
При соблюдении указанных требований происходит:
• прогрев старого покрытия на глубину
примерно 3-
• расплавление грунтовочного слоя и его проникание в трещины, поры и микродефекты старого покрытия;
• тиксотропное разжижение высокощебенистой вязкопластичной смеси под действием виброплиты укладчика, быстрая упаковка зерен в слое, расширение и частичный выход асфальтового вяжущего вещества к поверхности покрытия с закупориванием и герметизацией межзернового пространства;
• частичная запрессовка зерен высокощебенистой смеси в нижний слой и прочное склеивание слоев между собой.
В результате:
• мелкие дефекты старого покрытия залечиваются, и оно защищается от коррозии и дальнейшего разрушения примерно на 5 лет;
• возрастает устойчивость покрытия к колее;
• высокие фрикционные характеристики покрытия во влажном состоянии и при применении противогололедных реагентов обеспечиваются как сразу после его устройства, так и при его продолжительной эксплуатации;
• достигается впечатляющий эстетический эффект;
• движение по дороге открывают сразу и без ограничения скорости;
• дорога эффективно поддерживается в хорошем состоянии при минимальных затратах.
Вопросы для самоконтроля по § 3.3.
1. С какой целью устраивают тонкослойные защитные слои?
2. Какое оборудование и материалы используют при устройстве поверхностной обработки с последовательным распределением вяжущего и щебня?
3. Какое оборудование и материалы используют при устройстве поверхностной обработки с синхронным распределением вяжущего и щебня (технология фирмы « Сэкмэр»)?
4. Какое оборудование и материалы используют при устройстве шероховатого защитного слоя с помощью холодной эмульсионно-минеральной смеси литой консистенции « Сларри Сил»?
5. Какое оборудование и материалы используют при устройстве шероховатого тонкослойного покрытия по высокотемпературной технологии
6. По каким показателям выбирают способ устройства защитного слоя для конкретных условий?
7. Какие погодные и климатические ограничения существуют для применения различных способов нанесения защитных слоев?
8. Какие сроки службы защитных слоев, устроенных различными способами и их эффективность?
9. От каких факторов зависит назначение срока устройства защитного слоя?
10. Какие виды защитных слоев наиболее эффективны в городских условиях?
ГЛАВА 4. КОНТРОЛЬ КАЧЕСТВА
§ 4.1. Контроль при производстве смесей
Контроль качества приготовления асфальтобетонных смесей разделяют на входной, операционный и приемочный (табл. 24).
Таблица 24
|
Номенклатура контроля |
Этапы контроля |
||
|
Входной |
Операционный |
Приемочный |
|
|
Контролируемые характеристики |
1 - влажность исходных минеральных материалов 2 - свойства минеральных материалов и битума, требуемые соответствующими ГОСТами 3 - стабильность качества |
4 - объем подачи щебня и песка из агрегата питания в сушильный барабан 5 - соответствие температуры нагрева компонентов норме 6 - состояние сеток грохота и работа сортировочного устройства 7 - соответствие температуры перемешивания норме 8 - точность работы дозирующих устройств 9 - соответствие времени «сухого» и «мокрого» перемешивания норме |
10 - температура смеси в транспортном средстве 11 - пористость минерального остова 12 - водонасыщение 13 - предел прочности при сжатии при 50, 20, 0 °С 14 - водостойкость 15 - подвижность литой смеси 16 - глубина вдавливания штампа в образец литого асфальтобетона 17 - однородность структуры и стабильность свойств, по отдельным показателям (факультативно) 18 - внешний вид смеси |
|
Средства контроля характеристик |
1-3 - отбор проб, лабораторные приборы, статистическая обработка |
4-8 - визуально, по показаниям контрольно-измерительных устройств, выведенных на пульт управления или на печать 9 - лабораторные приборы |
10 - термометр 11-16 - лабораторные приборы 17 - визуально и путем статистической обработки результатов испытаний 18 - визуально |
|
Режим и объем контроля |
1 - 1 раз в смену 2 - при поступлении материала на завод 3 - 1 раз в квартал |
4-8 - постоянно во время работы установки 9 - 1 раз в год |
10 - в каждом транспортном средстве 11 - еженедельно и при изменении состава или условий выпуска 12-16 - ежедневно 17,18 - постоянно во время выгрузки смеси; статистика - 1 раз в квартал |
|
Лица, контролирующие операцию |
1-3 - мастер, лаборант |
4-9 - оператор установки, мастер, лаборант |
10-17 - мастер, лаборант |
|
Место регистрации результатов контроля |
лабораторный журнал |
распечатки режима работы установки |
накладная, лабораторный журнал |
Примечания. 1. Показатели 11-14 определяют по ГОСТ 12801-99; 15-16-по ТУ 400-24-158-89; 3 и 17 - по мере необходимости для оценки стабильности работы смесителя; 8 - после капитального ремонта смесительной установки по результатам экстрагирования битума из готовой асфальтобетонной смеси.
2. Компьютерные распечатки проверяют при оснащении установок соответствующим оборудованием.
Для проведения качественного и количественного контроля разнообразных показателей при производстве асфальтобетонных смесей используют различные методы лабораторные, инструментальные и визуальные.
При входном контроле сотрудники заводской лаборатории до выпуска асфальтобетонной смеси должны оценить качество исходных материалов: щебня, песка, минерального порошка, битума и др. Затем подобрать рецептуру, изготовить и испытать образцы смеси и асфальтобетона, определить их свойства, сопоставить полученные результаты с нормативными требованиями и внести необходимые изменения в рецептуру. Особое внимание уделяют входному контролю при поступлении на завод новых партий материалов.
Операционный контроль заключается в наблюдении за работой оборудования, устранении возможных неполадок и нарушений в процессе выполнения технологических операций.
Насколько хорошо с этим справляются соответствующие службы завода можно определить по результатам приемочного контроля. При этом важно установить не только факт соответствия показателей физико-механических свойств образцов требуемым, но и выявить, насколько они стабильны. Для этого можно воспользоваться методикой, приведенной в прил. 15.
При визуальном приемочном контроле производится оценка качества смесей по внешнему виду. Кроме визуальной оценки смесь можно проверить также на ощупь. Она должна быть умеренно клейкой и не рассыпаться после сжатия в комок.
Укатываемые смеси, в том числе щебеночно-мастичные, должны иметь вид черной слегка поблескивающей сыпучей массы без включений, непокрытых битумом и без битумных пятен. При погрузке в кузов смесь с температурой 160...180°С окутана легкой прозрачной дымкой и образует пологий конус с приплюснутой вершиной. Недостаточно перемешанная смесь содержит комки и имеет неоднородную окраску. В кузове она образует конус с выраженной острой вершиной.
Перегретые смеси с температурой от 180°С при погрузке в кузов сильно дымят, а выше 200°С - расплываются и имеют коричневатый оттенок. При сжатии в комок разваливаются, что свидетельствует об утрате битумом клеящих свойств.
Смеси с температурой ниже 120°С при погрузке не дымят, производят впечатление слишком сухих и жестких. В кузове быстро покрываются коркой.
Литые смеси I и V типов выходят из мешалки сплошным потоком и окутаны белой дымкой. Вяжущее удерживается на поверхности зерен и не стекает.
При температуре 160°С смеси представляют собой вязкую массу, которая не течет. Очень горячие смеси с температурой выше 240°С наоборот слишком жидкие. При погрузке в термос-миксер тут же расслаиваются и могут вспыхнуть.
Литые
смеси II и III типов с температурой
190...210 °С при погрузке в кузов автосамосвала постепенно оседают, равномерно
заполняют объем и приобретают его форму. При транспортировании не
расслаиваются, а покрываются тонкой коркой (2-
Смеси с температурой ниже 180 С при выпуске выгружаются из мешалки комками и в кузове не оседают. К дальнейшему использованию они не пригодны.
Литые песчаные смеси IV типа выглядят однородной пластичной массой и при погрузке в кузов располагаются в виде конуса с оплывшей вершиной.
Визуальная оценка качества смесей играет важную роль и служит основой для успешного выполнения дальнейших технологических операций, также позволяет прогнозировать поведение асфальтобетона в процессе эксплуатации.
§ 4.2. Контроль строительства покрытия
Качество работ при строительстве покрытий проверяют как в процессе их выполнения, так и после окончания. Для этого используют стандартные методики, приборы и инструменты.
В табл. 25 приведены основные этапы контроля качества строительства асфальтобетонного покрытия.
Таблица 25
|
№ п/ п |
Контролируемые характеристики |
Средства контроля |
Режим и объем контроля |
Требования СНиП 3.06.03-85, ГОСТ 9128-97 |
|
1 |
2 |
3 |
4 |
5 |
|
1. Входной контроль проводят прорабы и мастера |
||||
|
1. |
Подготовка основания (высотные отметки, ровность, качество смазки) |
Нивелир визуально |
Сплошной |
|
|
2. |
Правильность установки крышек люков колодцев и водоприемных решеток |
Визуально |
Сплошной |
|
|
3. |
Температура воздуха |
Термометр |
|
|
|
4. |
Паспорт на асфальтобетонную смесь |
Визуально |
Сплошной |
|
|
5. |
Температура смеси в каждом транспортном средстве |
Термометр |
Сплошной |
Типы «А» и «Б» - 130...140 °С, тип «В» - 120...130 °С |
|
II. Операционный контроль проводит прорабы и мастера |
||||
|
6. |
Температура смеси в начале уплотнения |
Термометр |
До начала укатки |
Типы «А» и «Б» 130-140 °С, тип «В» - 120...130 °С; |
|
|
в предварительно уплотненном слое |
|
Перед окончанием укатки |
для всех типов - не ниже - 90 °С |
|
7. |
Ширина слоя |
Рулетка |
До начала укатки |
Не более 10% результатов могут иметь отклонения от
проектных в пределах от -15 до +20, остальные ± |
|
8. |
Поперечный уклон |
Трехметровая рейка с уровнем |
Не реже, чем через 100 п. м. после 2-3 проходов легкого катка |
Не более 10% результатов могу иметь отклонения от проектных от 0,01 5(0,010) до +10,030(0,015) |
|
9. |
Толщина слоя |
Метал, щуп |
То же |
|
|
10. |
Ровность поверхности слоя |
Трехметровая рейка с уровнем |
Не реже, чем через каждые 100 п.м. |
Не более 5 % измерений с отклонениями до ±10(6) мм, остальные до ±5(3) мм |
|
11. |
Качество продольных и поперечных сопряжений полос |
Визуально, шаблон |
Сплошной |
|
|
III. Приемочный контроль проводят главный инженер, прорабы, лаборатория и заказчик |
||||
|
12. |
Высотные отметки по оси дороги |
Нивелир |
Не реже, чем через каждые 100 п.м. |
Не более 10% результате с отклонениями от проектных ±100(20) мм, остальные ±50(10) |
|
13. |
Ровность покрытия: просвет под трехметровой рейкой |
Трехметровая рейка с промерником, универсальная линейка |
То же |
Не более 5 % измерений с отклонениями до±10(6) мм, остальные до ± 5(3) мм |
|
14. |
Качество продольных и поперечных сопряжений уложенных полос |
Визуально |
Сплошной |
|
|
|
Показатели свойств асфальтобетона по испытаниям кернов (вырубок) из покрытия: |
|
3 пробы с каждых |
|
|
15. |
Плотность асфальтобетона (коэффициент уплотнения асфальтобетона) |
Набор лабораторного оборудования |
Стандартные методики испытаний |
Ку, для смесей типов«А» и «Б» не менее 0,99; Ку для смесей типов «В», «Г», «Д» не менее 0,98 |
|
16. |
Прочность сцепления слоев покрытия |
На основании осмотра кернов или вырубок |
|
Значительное усилие при разделении слоев |
|
17. |
Сцепные свойства покрытия |
ПКРС |
|
Коэффициент сцепления - не менее 0,3 при его измерении шиной без рисунка протектора и 0,4 - шиной, имеющей рисунок протектора |
Примечание. В скобках указаны значения для укладчиков со следящей системой отметок.
В целях повышения ответственности персонала за качество работ рекомендуется руководствоваться специальным положением, в котором определены критерии оценки качества и порядок расчета с подрядной организацией в случаях нарушения требований контракта.
Стоимость невыполненных или некачественно выполненных работ определяют по результатам комиссионного обследования покрытия с участием представителей заказчика и подрядчика и составлением соответствующего акта. Стоимость работ определяется путем вычета из расцепки стоимости невыполненных (выполненных некачественно) технологических операций. Сумма удержанных средств остается у заказчика.
Критериями оценки могут служить, например, качество подготовки основания, толщина слоя, однородность, ровность и шероховатость поверхности, поперечный и продольный уклон покрытия, качество сопряжения покрытия с люками колодцев, коэффициент уплотнения, наличие или отсутствие контрольно-измерительной аппаратуры и т.д.
Особенности операционного контроля качества работ при строительстве покрытии с использованием литых смесей приведены в табл. 26.
Таблица 26
|
Технологическая операция |
Объект контроля |
Норма при использовании литой смеси, типа: |
Средства контроля |
||||||
|
I |
II |
III |
IV |
V |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
Подготовка основания |
Расход битума (битумной эмульсии) для подгрунтовки, л/м2 |
0,3-0,5 |
0,3-0,5 |
- |
0,3-0,5 |
0,3-0,5 |
Мерный сосуд |
||
|
Отклонение расстояний между упорными брусьями, мм, не более |
10 |
- |
- |
- |
20 |
Шаблон |
|||
|
Доставка смеси: |
термос-миксер |
Продолжительность, мин. не менее |
20 |
- |
- |
30 |
20 |
часы |
|
|
автосамосвал |
Продолжительность, мин, не более |
- |
1 ч |
1 ч |
1,5 ч |
- |
|||
|
Выгрузка смеси |
Температура при выгрузке, °С, не ниже |
220 |
190 |
180 |
180 |
180 |
Термометр |
||
|
Подход машины к упорным роликам укладчика |
По оси движения укладчика мягкое касание о ролики |
Визуально |
|||||||
|
Чистота нижнего слоя перед укладчиком |
Наличие смеси, мусора исключается |
Визуально |
|||||||
|
Укладка смеси |
Температура воздуха °С, не ниже |
5 |
10 |
10 |
5 |
5 |
Термометр |
||
|
Скорость, м/мин, не выше |
3 |
3 |
3 |
5 |
3 |
|
|||
|
Работа вибратора выглаживающей плиты |
Нет |
Да |
Да |
Нет |
Нет |
Визуально |
|||
|
Толщина слоя, мм |
30-50 |
30-50 |
80-100 |
30-10 |
30-50 |
Щуп |
|||
|
Устройство шероховатой поверхности с использованием: |
черного щебня |
Температура слоя к моменту погружения щебня катком, °С, в пределах |
60-80 |
60-80 |
- |
- |
60-80 |
Термометр |
|
|
Расход, кг/м |
6-8 |
4-6 |
- |
- |
6-8 |
Мерный сосуд |
|||
|
Фракция, мм |
5-10 |
5-10 |
- |
- |
5-20 |
Набор сит |
|||
|
Глубина погружения, мм |
2-6 |
4-8 |
- |
- |
3-15 |
Линейка |
|||
|
Расход, кг/м2 |
8-10 |
4-6 |
- |
- |
6-8 |
Мерный сосуд |
|||
|
высокощебенистой смеси для ШТП |
Температура смеси, °С, не ниже |
- |
200 |
- |
- |
- |
Термометр |
||
|
Расход, кг/м2 |
- |
50-60 |
- |
- |
- |
Рулетка и щуп |
|||
|
Фракция, мм |
- |
5-10; 10-15; 10-20 |
|
|
|
Набор сит |
|||
|
Толщина слоя, мм |
|
15-25 |
|
|
|
Щуп |
|||
|
Глубина погружения, мм. |
|
5-10 |
|
|
|
Линейка |
|||
Особенности операционного контроля качества ремонтных работ с использованием литой смеси V типа приведены в табл. 27.
Таблица 27
|
№ п.п. |
Технологическая операция |
Объект контроля |
Показатели по норме |
Средства контроля |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Установка технических средств организации движения |
Безопасность производства работ |
Соответствие типовой схеме ВСН 37-84 |
Визуально |
|
2 |
Разметка мест ремонта |
Контуры карты |
Контур карты
должен быть очерчен прямыми линиями, параллельными и перпендикулярными к оси
дороги с захватом неповрежденного покрытия на |
Визуально |
|
3 |
Резка, вырубка или фрезерование покрытия по намеченному контуру с очисткой от скола, мусора и погрузкой в автосамосвал |
Глубина вырубки или фрезерования. Отвесность стенок Тщательность очистки. |
На всю глубину выбоины, но не менее толщины верхнего слоя |
Визуально |
|
4 |
Обработка основания и краев вырубки горячим битумом в холодное время года |
Расход битума. Равномерность распределения. Температура битума |
0,5-0,6 л/м2 температура 70-80 °С |
Мерный сосуд, визуально, термометр |
|
5 |
Прием и складирование щебня для втапливания в непосредственной близости от места ремонта |
Размер фракции и объем штабеля |
5-10 или 10- |
Визуально |
|
6 |
Прием литой асфальтобетонной смеси |
Температура и количество смеси. Наличие паспорта и записи в нем о соответствии качества смеси требованиям ТУ |
Температура смеси не ниже 180 °С |
Термометр, паспорт и закладная |
|
7 |
Укладка смеси |
Расход смеси при дозировке шиберной заслонкой машины. Сопряжения с существующим покрытием, ровность поверхности |
Количество смеси
должно точно соответствовать объему карты, разница отметок между поверхностью
карты и существующего покрытия не должна превышать |
Визуально мерная линейка, 3-х метровая рейка |
|
8 |
Россыпь щебня по горячей поверхности |
Температура слоя Расход щебня Равномерность распределения и глубина погружения щебня |
Не ниже150 °С, расход щебня - 6-8 кг/м2 щебень должен быть равномерно распределен по карте в одну щебенку, зерна щебня должны быть погружены в слой на 2/3-3/4 диаметра |
Термометр, Визуально |
|
Каждую операцию контролирует мастер |
||||
Особенности операционного контроля качества ремонтных работ при устройстве защитных слоев приведены в табл. 28.
Таблица 28
|
Контролируемые параметры |
Способ контроля |
|
Коэффициент сцепления |
Прибором ППК МАДИ |
|
Глубина погружения смеси в нижний слой, мм |
Линейкой на вырубке |
|
Ровность покрытия, мм (максимальный просвет) |
Трехметровой рейкой |
|
Толщина слоя, мм |
Линейкой |
Вопросы для самоконтроля по гл. 4.
1. Какие основные этапы контроля производства работ?
2. Какие параметры определяют при входном контроле сотрудники заводской лаборатории до выпуска асфальтобетонной смеси?
3. Контролируемые характеристики и показатели по норме?
4. Какие основные технологические операции подлежат контролю?
5. Какие методы и средства контроля используют при укладке смеси?
6. Какие параметры проверяют при контроле на объекте?
7. Кто проводит операционный контроль?
8. Кто проводит приемочный контроль?
9. Где и кем определен режим и объем контроля?
10. Где фиксируют результаты контроля?
ГЛАВА 5. ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
§ 5.1. Охрана труда и техника безопасности на АБЗ
Для организации, проведения и контроля исполнения мероприятий по охране труда и технике безопасности на асфальтобетонном заводе в штат сотрудников вводят должность инженера по технике безопасности, освобожденного от других работ. Где его нет, обязанности инженера по технике безопасности возлагают на одного из ИТР или на главного инженера завода.
Поступающие на работу рабочие могут быть допущены к исполнению своих обязанностей только после прохождения медицинского осмотра, вводного (общего) инструктажа по технике безопасности и производственной санитарии и инструктажа на рабочем месте.
Вводный инструктаж предусматривает ознакомление работника с основными положениями российского трудового законодательства по охране труда и правилам внутреннего распорядка, общим характером производства, организацией работ по технике безопасности и личной гигиене, порядком оформления несчастных случаев, требованиями пожарной безопасности. Инструктаж проводит инженер по технике безопасности или главный инженер.
Инструктаж на рабочем месте направлен на ознакомление работника с технологическим процессом на данном участке работы, правилами организации рабочего места, правилами обслуживания оборудования и машин, правилами электробезопасности, пожарной безопасности, порядком подачи установленных сигналов, правилами пользования средствами индивидуальной защиты. Его проводит начальник цеха, прораб или мастер непосредственно на месте, сопровождая практическим показом безопасных методов и приемов.
Инструктаж проводят в начале первого дня работы (после издания приказа). Полученные знания проверяют, до их усвоения работник к самостоятельной работе не допускается.
О проведении инструктажа на каждого рабочего составляют Контрольный лист инструктажа, который хранится в его личном деле. Кроме того, все виды инструктажа, включая повторные, фиксируют в «Журнале инструктажа по технике безопасности», который ведет и хранит начальник соответствующего цеха или администрация завода.
Повторный инструктаж должен проводиться для всех рабочих не реже одного раза в 3 месяца. Кроме того, в течение 3 месяцев со дня поступления на работу рабочий должен быть обучен безопасным методам и приемам работ по программе, утвержденной главным инженером. Ежегодно знания проверяют и рабочим выдают соответствующие удостоверения.
К управлению и обслуживанию механизмов и агрегатов допускаются лица, достигшие 18 лет, имеющие удостоверение на право управления ими.
Персонал, обслуживающий асфальтосмесительную установку, включая всех подсобных рабочих, должен быть обеспечен инструкциями по эксплуатации оборудования, спецодеждой, спецобувью, исправным инструментом и предохранительными приспособлениями.
Рабочим запрещается работать на машинах и механизмах, не закрепленных приказом или письменным распоряжением. Запрещается также эксплуатация агрегатов, отдельных узлов, механизмов, электродвигателей асфальтосмесительной установки, не прошедших наладку, освидетельствование и испытание перед вводом в эксплуатацию, а также без санкции главного инженера, главного механика или главного энергетика.
Все металлические части, которые могут оказаться под напряжением, должны быть заземлены. Кабели к электродвигателям должны быть в металлических рукавах, а вращающиеся части электродвигателей, клиноременные передачи должны быть ограждены защитными кожухами. Проверку состояния объектов производит инженер по технике безопасности, прораб или мастер перед началом смены и после каждого ремонта.
В целях обеспечения пожарной безопасности
в битумоплавильном отделении (на битумных котлах), в битумохранилище,
у сушильного агрегата, дозатора битума, мешалки и в других пожароопасных местах
должны быть установлены щиты с противопожарным инструментом (ведро, лопата,
багор), ящик с песком (не менее
При работе в темное время суток и плохой видимости, независимо от освещения рабочих мест, рабочие органы, механизмы управления и исполнительные механизмы должны быть освещены, а рабочие одеты в светоотражающие комбинезоны.
Во время погрузки смеси водителям автомобилей-самосвалов запрещается выходить из кабины, а рабочим входить в зону погрузки.
§ 5.2. Охрана труда и техника безопасности на объекте
Непосредственными организаторами проведения мероприятий по охране труда на объекте и ответственными за их выполнение являются мастера, производители и старшие производители работ, начальники участков.
Указанные лица вместе с инженером по технике безопасности:
• производят обход объекта;
• намечают места установки бытового помещения, размещения площадки складирования материалов, стоянки и заправки машин и механизмов, маршрут подхода машин с асфальтобетонной смесью и места их разворота;
• составляют схемы ограждения и расстановки дорожных знаков, привязанных к местности с указанием видов работ и сроков их выполнения;
• согласовывают схемы с органами ГИБДД, а при необходимости - с другими заинтересованными организациями (технической инспекцией профсоюзов, местными органами Госгортехнадзора и Госэнергонадзора, санитарной и пожарной инспекцией) и утверждают их у главного инженера дорожной организации.
Неотложные (аварийные) работы по устранению отдельных повреждений и восстановлению разрытий, нарушающих безопасность движения, можно выполнять без согласования и утверждения схем, но с условием обязательного извещения органов ГИБДД о месте и времени проведения таких работ.
Опасные участки должны быть ограждены во избежание наезда транспортных средств на работающих людей. Кроме того, если работы ведут на всей ширине проезжей части, в обязательном порядке устраивают удобные объезды, Особо опасные места (траншеи, котлованы, ямы) должны быть ограждены щитами (заборами), на них навешаны сигнальные фонари, которые зажигают с наступлением темноты или в туман.
Если оставшаяся полоса проезжей части
вместе с обочиной узки для разъезда встречных автомобилей, движение должны
регулировать специально выделенные лица. В отдельных случаях, когда
протяженность участка производства работ не превышает 50-
К дорожным работам допускаются лица, достигшие совершеннолетия, прошедшие медицинский осмотр, вводный (общий) инструктаж и инструктаж по технике безопасности на рабочем месте. Проведение инструктажа оформляется документально. Кроме того, не позднее одного месяца со дня поступления на работу рабочих требуется обучить безопасным методам работы по утвержденной программе.
После обучения, знания рабочих должны быть проверены и им выданы удостоверения. Проверка знаний проводится ежегодно.
Перед началом работ мастер вместе с бригадиром и рабочими в соответствии с утвержденной схемой устанавливают дорожные сигнальные знаки на подходе к зоне производства работ, ограждают ее штакетными барьерами установленного образца, специальными конусами красного цвета или сплошными деревянными щитами.
Ограждения поперек дороги устанавливают с
обеих сторон рабочей зоны сплошными рядами, а вдоль - с интервалом 5-
Дорожные рабочие и машинисты в обязательном порядке должны работать в спецодежде, обуви и рукавицах установленного образца.
Если дорожные работы ведутся в темное
время суток, участок работ должен быть освещен, а по внешнему контуру
ограждений вывешены сигнальные красные фонари, свет от которых должен быть
виден на расстоянии не менее
Ручной инструмент должен иметь гладкую рабочую поверхность, исправные рукоятки и быть плотно насажен. Хранить его, до и после работы, следует в бытовом помещении.
При применении отбойного молотка необходимо выполнять следующие требования:
• перед началом работы проверить исправность молотка, исправность шлангов, подающих к нему сжатый воздух, а также узлов их соединения;
• подключать шланги к воздуховодам сжатого воздуха следует только через вентили, установленные на воздухораспределительных коробках или отводах от магистрали. Подключать или отсоединять шланги допускается только после выключения подачи воздуха;
• работать в небьющихся защитных очках или защитном щитке;
• следить за тем, чтобы в зоне разлетающихся осколков не находились другие рабочие.
Приемку асфальтобетонной смеси на объекте производит проинструктированный рабочий-сигнальщик. Его фамилия должна быть записана в журнале инструктажа. Сигнальщик встречает каждую машину со смесью, сопровождает к месту разгрузки, а, после этого выводит ее из зоны работ. Он должен иметь красный флажок и нарукавную повязку.
Температуру смеси измеряют при полной остановке машины. Вставать на подножку двигающегося автомобиля запрещается.
Смесь из машины разрешается выгружать, убедившись в отсутствии рабочих в зоне выгрузки и после звукового сигнала. При выгрузке рабочие должны находиться с правой стороны (по ходу укладки).
Во время разгрузки кузова рабочим
запрещается находиться между автомобилем и бункером асфальтоукладчика,
производить погрузку просыпавшейся смеси в бункер укладчика. Прилипшие к кузову
остатки смеси разрешается выгружать вручную только скребками или лопатами с
рукояткой длиной не менее
В процессе распределения смеси асфальтоукладчиком и ее уплотнения катками запрещается:
• находиться ближе
• прикасаться к кожуху выглаживающей плиты и отбирать смесь из шнековой камеры;
• находиться на свежеуложенной смеси во время ее уплотнения катками;
• смазывать вальцы катка вручную;
• складывать инструмент и ставить ведра с дизельным топливом в приемном бункере укладчика или на плоскостях выглаживающей плиты;
• сокращать дистанцию между асфальтоукладчиком и катком менее чем на
• производить отделку (затирку) покрытия перед двигающимся катком;
• подогревать инструмент на открытом огне.
Во время перерыва инструмент должен быть аккуратно сложен в зоне производства работ так, чтобы исключить наезд на него транспорта.
Категорически запрещается отдых рабочих на вновь устроенном покрытии, под катками, в бункере укладчика и у других механизмов.
После работы все механизмы должны быть отведены в безопасную зону, а в случае нахождения на проезжей части ограждены, а в темное время суток освещены.
Оставлять катки на проезжей части с уклоном более 2 % запрещается.
Механизмы, работающие в темное время суток или в туман, должны работать с зажженными фарами, быть оборудованы проблесковыми маяками и иметь звуковой сигнал.
В бытовом помещении должны быть огнетушитель, аптечка с медикаментами и средствами оказания первой помощи, бачок с питьевой водой, шкафы для хранения спецодежды и обуви, стол и стулья для отдыха и приема пиши.
Руководители и инженерно-технические работники дорожных организаций всех рангов и уровней несут ответственность в уголовном и административном порядке за невыполнение возложенных на них обязанностей по охране труда, за бездействие и отсутствие надлежащего контроля в процессе работ.
Вопросы для самоконтроля по гл. 5.
1. Кто отвечает за организацию проведения и контроля исполнения мероприятий по охране труда и технике безопасности на асфальтобетонном заводе?
2. Кто отвечает за организацию проведения и контроля исполнения мероприятий по охране труда и технике безопасности на строительном объекте?
3. Какие этапы при производстве работ требуют повышенного внимания?
4. Какие требования техники безопасности подлежат выполнению на АБЗ?
5. Какие требования техники безопасности подлежат выполнению на объекте работ?
6. Кто проводит инструктаж на рабочем месте?
7. Как часто проводят инструктаж?
8. Кто несет ответственность за нарушение техники безопасности и охраны труда?
9. Какие меры ответственности применяют к нарушителям техники безопасности и охраны труда?
10. Где фиксируют нарушения техники безопасности и охраны труда?
ГЛАВА 6. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
§ 6.1. Охрана природы
Допустимые нормы загрязнений окружающей среды различны в отдельных странах, но также существуют и международные нормы и квоты, системы штрафов за нарушения и др. рычаги охраны природы.
Межгосударственная экологическая политика
начала формирование с
Загрязнители окружающей среды разделены на два типа (природные и антропогенные) и на три вида (химические, физические и биологические). Все антропогенные изменения в природе могут быть положительными и отрицательными, преднамеренными и попутными, прямыми и косвенными.
К химическому загрязнению относят загрязнение токсикантами, канцерогенами, аллергенами, пестицидами. К физическим - полевые (различного рода излучения, в том числе радиоактивность), акустические (шум, вибрации), тепловые и механические. Биологические загрязнители для придорожной полосы нехарактерны.
Источники загрязнения дорожно-транспортного комплекса, воздействующие на основные экологические компоненты окружающей среды при строительстве автомобильной дороги и ее эксплуатации, подразделяются на дорожные и транспортные. По данным НИИАТА 80% ущерба окружающей среде приходится на долю транспортных загрязнений. Запыленность, загазованность и тепловое загрязнение атмосферы приводят к изменениям: уровней радиации, выпадения осадков (дождя и снега), таяния снега, относительной влажности и температур воздуха, ветрового режима, т.е. приводят к созданию новых, отличных от естественных, климатических условий на прилегающей территории.
Можно выделить четыре главные формы воздействия дорожно-транспортного комплекса на биосферу, на изменение ее состава, круговорота и баланса, входящих в нее веществ:
• загрязнение элементов биосферы в результате использования автотранспорта и дорожно-строительной техники;
• изменение энергетического, в частности теплового баланса отдельных территорий;
• изменение структуры земной поверхности (изменение рельефа при строительстве дорог и разработке карьеров дорожно-строительных материалов, вырубка лесов и др.;
• изменения в биоте - совокупности живых организмов (истребление одних, создание других видов животных и растений, их перемещение).
Антропогенное воздействие автомобильной дороги на окружающую среду разнообразно по своему, характеру и происходит на всех этапах строительства и эксплуатации. Охрана природы должна начинаться уже на стадии изыскания и проектирования автомобильной дороги и выбора площадей для строительства производственных предприятий дорожного комплекса, с учетом специфики селитебных и особо охраняемых природных территорий. Трассу дороги, асфальтобетонный завод, карьеры для добычи каменных материалов и песка следует размещать так, чтобы они не портили красоту пейзажа и находились вне лесного массива или территории, где произрастают редкие и ценные породы деревьев или обитают редкие птицы и звери. Предметом охраны являются также лесные болота и озера, а также площади, проведение на которых корчевки и планировки может отрицательно повлиять на условия произрастания редких и ценных древесных пород. В каждой стране определены допустимые нормы загрязнения.
Строительство, эксплуатация, ремонт и содержание дорог самым неблагоприятным образом могут воздействовать на ландшафт, живую природу, водоемы, атмосферу и тишину, а в конечном итоге - на здоровье человека и его благосостояние. Основным источником загрязнения придорожной территории является дорожно-строительная техника. В период строительства или реконструкции дороги используют битумную эмульсию, бензин, дизельное топливо, масла, пластификаторы, кислоты и другие материалы. Попадая на поверхность земли и просачиваясь через грунт, они загрязняют грунтовые воды устойчивыми химическими соединениями, действие которых вызывает гибель растений, рыб, животных и болезни человека. Анализ показывает, что определяющее значение имеет организация производства работ, особенно степень технического совершенства технологии и техники. Доля ущерба от материалов, используемых в дорожной конструкции, сравнительно мала среди других факторов.
Заметным загрязнителем окружающей среды являются предприятия, дорожно-строительной индустрии, так как производство дорожно-строительных материалов, деталей и изделий связано с выделением пыли, газов, сажи, образованием различного вида отходов. Экологическая безопасность использования дорожно-строительных материалов как на асфальтобетонных заводах, так и при строительстве, ремонте и содержании асфальтобетонных покрытий, требует:
• обеспечения радиоактивной безопасности (отсутствия в используемых материалах радиоактивных изотопов стронция, цезия, скандия, радия, тория, актиния, протактиния, висмута) или обеспечения уровня излучении ниже предельно допустимых концентраций (ПДК);
• полного отсутствия органических канцерогенных веществ, а также невозможность их образования в технологическом процессе;
• обеспечения уровня ПДК канцерогенных элементов (ванадия, бериллия, таллия, урана, тория, селена, хрома, цинка);
• обеспечения уровня ПДК, ПДВ (предельно допустимые выбросы), или ВСВ (временно согласованные выбросы), отравляющих веществ и соединений (хлора, фтора, брома, азота, фосфора, ртути, свинца, кадмия, теллура, мышьяка, сурьмы, церия, скандия, бария, висмута, никеля, редкоземельных элементов, серы);
• отсутствия органических аллергенов.
В соответствии с инструкцией «Ограничение облучения населения от природных источников ионизирующего излучения (временные критерии для организации контроля и принятия решений)» удельная эффективная активность природных радионуклидов в строительных материалах естественного происхождения, а также отходах промышленного производства, используемых для изготовления или в качестве строительных материалов не должна превышать:
• для материалов, используемых в дорожном строительстве в пределах территорий населенных пунктов и зон перспективной застройки, а также при возведении производственных сооружений II класс опасности) - 740 Бк/кг;
• для материалов, используемых в дорожном строительстве вне населенных пунктов ( III класс опасности) - 1350 Бк/кг.
Для оценки кондиционности дорожно-строительного материала требуется определение его классификации (отнесение по результатам анализа к определенному виду с учетом перспективы его широкого применения), химической активности; однородности и стабильности свойств в соответствии с требованиями действующих нормативных документов.
Используемые методы оценки экологической безопасности строительства автомобильной дороги или производственного предприятия для окружающей среды для оценки возможности ее строительства зависят от многих условий. Принято устанавливать нормативы для отдельных загрязнителей и проводить оценку опасности воздействия отдельных факторов, прежде всего на здоровье человека, а затем на наиболее уязвимые звенья объектов ПТК.
Современный методический подход к экологической оценке хозяйственной деятельности человека характеризуется переходом от нормирования выбросов для отдельных источников загрязнения к комплексному нормированию экологических показателей притрассовой зоны, районов и регионов, т.е. суммарного воздействия техногенных источников загрязнения на определенной территории, с учетом ее естественного фона.
Обобщенная характеристика территории, количественно
соответствующая максимальной техногенной нагрузке, которую может выдержать в течение длительного времени совокупность реципиентов и экосистем территории без нарушения их структурных и функциональных свойств, называемая экологической техноемкостью территории является частью экологической емкости территории. По результатам экологической диагностики территории: устанавливают величину экологической техноемкости и предельно допустимой техногенной нагрузки; определяют возможность ее количественного роста; производят оценку влияния технических решений на окружающую среду и прогноз его развития во времени.
§ 6.2. Природоохранные мероприятия при производстве асфальтобетонной смеси
При выборе технологии производства смеси необходимо руководствоваться принципом минимизации загрязнения окружающей среды. Экологическая экспертиза материалов и технологических процессов, состояние техники, проверка уровня организации и культуры труда должны постоянно находиться в поле зрения руководителя.
Для всемерного снижения загрязнения среды на заводе создают экологическую службу, на которую возлагают учет выбросов, разработку, согласование и утверждение организационно-технических мероприятий по снижению вредных выбросов и контроль исполнения мероприятий.
Основные источники и виды загрязнения окружающей среды на АБЗ указаны в табл. 29.
Для обеспечения экологически благоприятного технологического режима требуется регулярный профилактический ремонт и техническое обслуживание всех источников вибрации, шума, пыли, выброса загрязняющих веществ.
Снижения объема вредных воздействий добиваются:
• усилением контроля технологических режимов;
• совершенствованием технологических процессов;
• повышением эффективности существующих и строительства новых пылегазоочистных сооружений.
Таблица 29
|
Основные источники загрязнения |
Виды загрязнения |
||||||||
|
Физическое |
Химическое |
||||||||
|
вибрация |
шум |
пыль |
тепло |
радиация |
оксиды |
углеводороды |
|||
|
серы* |
углерода |
азота |
|||||||
|
Автомобильный транспорт |
☼ |
☼ |
☼ |
☼ |
|
|
☼ |
☼ |
☼ |
|
вклады инертных материалов |
|
☼ |
☼ |
|
☼ |
|
|
|
|
|
Дробильно-сортировочная установка |
☼ |
☼ |
☼ |
|
|
|
|
|
|
|
Сушильно-помольная установка |
☼ |
☼ |
☼ |
☼ |
|
☼ |
☼ |
☼ |
|
|
Установки для приготовления битума, битумных эмульсий, полимерно-битумного вяжущего, станции перекачки битума, битумные котлы |
|
☼ |
|
☼ |
|
☼ |
☼ |
☼ |
☼ |
|
Смесительная установка |
☼ |
☼ |
☼ |
☼ |
|
☼ |
☼ |
☼ |
☼ |
|
Свалки |
|
|
☼ |
|
☼ |
|
|
|
☼ |
Примечание. Оксиды серы выделяются при использовании жидкого топлива (мазута).
Ежедневно контролируют:
• состояние уплотнений между обечайкой сушильного барабана и торцами неподвижно закрепленных загрузочной и разгрузочной коробок, а также дозаторов и затвора мешалки;
• герметичность газоходов, кожухов горячего элеватора, грохота, дозаторов, мешалки;
• работу аспирационной и вентиляционной систем;
• работу всех ступеней очистки отходящих газов пылегазоулавливающего агрегата;
• температурный режим приготовления вяжущих и асфальтобетонной смеси.
При совершенствовании технологических процессов предусматривают следующие мероприятия:
• дожигание газов, отходящих от печей установок для приготовления вяжущих материалов (битума, полимерно-битумного вяжущего);
• рекуперацию тепла сушильного барабана, битумных котлов и окислительных установок;
• применение малозапыленных каменных материалов;
• переход на пневмотранспорт минерального порошка и применение герметичных емкостей для его хранения;
• оснащение емкостей порошка эффективными фильтрами;
• модернизацию топочных устройств на сушильном барабане, битумных котлах, установках для приготовления битума из гудрона и битумно-полимерного вяжущего;
• установку газоанализаторов и кислородометров для оптимального подбора режима сжигания топлива и оснащение асфальтосмесительной установки устройством для непрерывного контроля эффективности пылеулавливания;
• модернизацию пылегазоулавливающей системы и оснащение ее тканевыми фильтрами и др.
Эффективность действующих пылегазоулавливающих агрегатов можно повысить за счет оснащения третьей ступени водными уловителями типа « Ротоклон», скруббера « Вентури», тканевыми фильтрами и электрофильтрами. При этом необходимо иметь в виду, что:
• модернизация третьей ступени с использованием водных уловителей требует обеспечения организованных стоков шлама, в герметичные шламоотстойники и надежно работающей системы оборотного водоснабжения;
• перевод третьей ступени на тканевые фильтры должен проводиться в комплексе с мероприятиями по обеспечению надежного управления температурой отходящих газов;
• при использовании электрофильтров необходимы мероприятия по переводу горелки сушильного барабана с жидкого топлива на газ и по стабилизации объема потока газовоздушной смеси, с учетом природы частиц пыли и содержания в ней водяных паров.
Сокращению пылевыделения способствует снижение скорости отходящих газов за счет относительного увеличения диаметра сушильного барабана.
К числу важных природоохранных мероприятий следует отнести также:
• благоустройство территории завода - ликвидацию свалок металлолома и бракованной асфальтобетонной смеси, разливов органических вяжущих и топлива;
• бетонирование площадок открытых складов инертных материалов;
• строительство внутризаводских дорог, канализации, водостока, очистных сооружений для ливнестоков, посадку деревьев.
Для планирования природоохранных мероприятий важно знать ПДК загрязняющего вещества в воздухе рабочей зоны, максимальную разовую ПДК населенного места и среднесуточную ПДК населенного места [ 78, 79] и затем рассчитать валовые выбросы каждого вещества от конкретного источника по специальной методике [ 80].
В табл. 30 приведены утвержденные Минздравсоцразвития России значения ПДК загрязняющих веществ, выделяемых при производстве асфальтобетонной смеси.
Таблица 30
|
Вид (шифр) загрязняющего вещества |
Название (формула) соединения |
Параметр токсичности, мг/м1 |
||
|
пдк рабочей зоны * |
пдк максимальная разовая |
пдк среднесуточная |
||
|
200 |
Оксид азота (NO) |
30 |
0 |
|
|
701 |
(NО2) |
2 |
0,085 |
0,004 |
|
701 |
Оксид серы (SО2) |
10 |
0,5 |
0,05 |
|
322 |
Оксид углерода (СО) |
20 |
5 |
3 |
|
360 |
Углеводороды (С1, С10 в расчете на С) |
300 |
3 |
- |
|
002 |
Пыль неорганическая: известняковая |
6 |
0,5 |
0,15 |
|
гранитная |
2 |
- |
- |
|
Примечание. * - Рабочей зоной считается
пространство высотой до
§ 6.3. Природоохранные мероприятия при строительстве и ремонте асфальтобетонных покрытий
Экологическая политика в этой области должна строиться по следующим направлениям:
• совершенствование существующих и внедрение новых экологически более чистых технологических процессов и техники;
• усиление технологических и экологических требований и контроля их соблюдения.
Основными задачами следует считать: всемерное сокращение числа и продолжительности технологических операций, обеспечение их непрерывности; наиболее полное использование виброуплотняющих органов асфальтоукладчика, оперативную и по возможности минимальную работу катков; обеспечение фракционной и температурной однородности асфальтобетонных смесей при транспортировке, выгрузке и укладке; повышение срока службы асфальтобетонных покрытий.
Для достижения результатов необходимо:
• хорошее знание технологии и экологических требований;
• использование нетоксичных топлива, материалов и вяжущих;
• контроль дозировки материалов в процессе проведения работ;
• поставка асфальтобетонной смеси на объект в укрытых пологом кузовах или в термосах-миксерах, строго по графику, исключая скопление и стоянку транспортных средств на объекте с включенными двигателями;
• контроль температуры асфальтобетонной смеси;
• соблюдение запрета на заправку дорожных машин топливом, промывку форсунок автогудронаторов дизельным топливом, очистку кузовов автомобилей-самосвалов, приемного бункера и шнековой камеры асфальтоукладчика, вальцов катков от налипшей смеси в не отведенных для этой цели местах;
• систематическое проведение планово-предупредительных ремонтов двигателей и рабочих органов автогудронаторов, дорожных фрез, асфальтоукладчиков, катков, транспортных средств и других вспомогательных машин и механизмов;
• воспитание экологически грамотных рабочих и ИТР.
Все вышеизложенное позволит значительно снизить расход топлива, энергоресурсов, материалов и защитить природу.
Вопросы для самоконтроля по гл. 6.
1. Каковы приоритеты факторов риска, от которых зависит выживание человека?
2. Какие механизмы регулирования охраны окружающей среды предусмотрены международными нормами?
3. Что такое экологическая техноемкость территории?
4. Какие основные виды физических загрязнений представляют опасность?
5. Какие основные виды химических загрязнений представляют опасность?
6. Какими мероприятиями добиваются снижения объема вредных воздействий при производстве асфальтобетонной смеси?
7. Кто отвечает за контроль исполнения экологических мероприятий?
8. По каким основным направлениям строится экологическая политика при строительстве и ремонте асфальтобетонных покрытий?
9. Какие основные приемы совершенствования технологических процессов строительства асфальтобетонных покрытий?
10. Какие виды загрязняющих веществ, выделяемых при производстве асфальтобетонной смеси контролируют?
ЗАКЛЮЧЕНИЕ
Состояние дорожной сети вызывает серьезную озабоченность, несмотря на определенные успехи в строительстве и содержании автомобильных дорог. В настоящее время нормативным требованиям по транспортно-эксплуатационному состоянию соответствуют - около трети федеральных, четверти территориальных и не более 15% муниципальных дорог. Каждый третий сельский населенный пункт не связан с сетью дорог общего пользования дорогами с твердым покрытием. Примерно 30% федеральных трасс работают в режиме перегрузки, более трети дорог требуют реконструкции и модернизации. Суммарные экономические потери из-за отставания в развитии автомобильных дорог огромны.
Для комплексного решения задач в области совершенствования автомобильных дорог необходимо довести общую протяженность дорожной сети страны с 1,145 млн. км до 1,5 млн. км. При этом основным дорожно-строительным и ремонтным материалом для покрытий останутся асфальтобетонные смеси.
Асфальтобетон является не только одним из распространенных, но и одним из дорогих дорожно-строительных материалов, используемых в дорожной конструкции. Поэтому от выбранных разновидностей, оборудования и машин, уровня организации работ, технологии производства, транспортирования, укладки и уплотнения, технологической дисциплины, системы контроля качества будут зависеть транспортно-эксплуатационные показатели автомобильных дорог.
В книге подробно представлены требования к свойствам исходных материалов, составам и рецептурам горячих асфальтобетонных смесей, технологическим режимам на различных стадиях строительства и ремонта дорожных покрытий. Приведены сведения о современном оборудовании и технике, особенности технологии ведения работ при положительных и отрицательных температурах. Обращено внимание на необходимость тщательного выполнения каждой операции при различных технологических переделах и погоде.
Наряду с традиционной технологией и техникой в книге отражены особенности технологии и машин для строительства и ремонта дорожных покрытий с использованием щебеночно-мастичных и литых асфальтобетонных смесей.
Показаны специфика и эффективность технологии строительства дорожных покрытий методом высокотемпературного вибролитья, легко адаптируемого к местным условиям и позволяющего сократить число технологических операций.
Весьма перспективным направлением может стать использование высокопрочных асфальтобетонов в несущем слое основания (литой асфальтобетон III типа), что позволит применять техногенное и вторичное сырье в производстве смесей, существенно уменьшить материалоемкость и повысить трещиностойкость дорожной конструкции.
Учитывая важность замедления процессов износа, колее- и трещинообразования на дорожных покрытиях при растущих транспортных нагрузках, приоритет при строительстве должны получить шероховатые покрытия из асфальтобетонных смесей с высоким содержанием щебня и асфальтового вяжущего вещества, комбинированные покрытия из литого и высокощебенистого асфальтобетона, устраиваемые последовательно друг на друга методом высокотемпературного вибролитья.
Широкое внедрение при содержании дорог должны получить эстетически привлекательные, ровные и безопасные шероховатые тонкослойные покрытия из высокощебенистых вязкопластичных асфальтобетонных смесей.
Одной из эффективных технологий нашего времени останется технология ремонта дорог и мостов с использованием литых смесей V типа, приготавливаемых в заводских условиях из новых материалов и в термосах-миксерах с применением вторичного асфальтобетона и полуфабрикатов.
Научные и практические результаты при создании новых материалов, дорожных конструкций, технологий и техники могут быть получены, если их рассматривать во взаимосвязи, как составные элементы цепочки качества.
Не случайно Россия обладает сейчас самым большим потенциалом высокоэффективных научно-технических разработок в области строительства и ремонта асфальтобетонных покрытий. Разнообразие ландшафта, материалов, гидрогеологических, климатических и производственных условий, ограниченные финансовые возможности заставляли создавать лучшее из возможного на протяжении длительного периода. Настало время воспользоваться этим багажом и мировым опытом как можно скорее.
Настоящее пособие поможет студентам вузов и специалистам дорожно-строительных и ремонтных предприятий повысить квалификацию и выработать собственное мнение о путях дальнейшего совершенствования и развития отечественного дорожного строительства и машиностроения.
Приложения
Приложение 1
Технические требования к асфальтобетонам
Таблица П.1.1
Технические требования к плотным асфальтобетонам для верхних слоев покрытий улиц и дорог 1 (Извлечение из ГОСТ 9128-97 для II дорожно-климатической зоны
|
№ п/ п |
Наименования характеристик, условные обозначения, единицы измерения |
Нормы для асфальтобетонов |
|||||
|
плотных по типам |
высокоплотных |
||||||
|
А |
Б |
В |
Г |
Д |
|||
|
1. |
Пористость минерального остова (П), об.%, не более |
19,0 |
22,0 |
16,0 |
|||
|
2. |
Остаточная пористость (П0), об.% |
2,5-5,0 |
1,0-2,5 |
||||
|
3. |
Водонасыщение (W0)2, об.% |
2,0-5,0 (5,0) |
1,5-4,0 (4,5) |
1,0-4,0 (4,0) |
1,0-2,5 (3,0) |
||
|
4. |
Предел прочности при сжатии, МПа3 |
|
|||||
|
при +50°С (R50), не менее |
1,0/0,9/- |
1,2/1,0/0,9 |
-/1,2/1,1 |
1,3/1,2/1,0 |
-/1,3/1,1 |
1,1/-/- |
|
|
при +20°С (R20), не менее |
2,5/2,2/2,0 |
|
|||||
|
при 0°С (R0), не более |
11,0/12,0/12,0 |
|
|||||
|
5. |
Водостойкость ( Кв), не менее |
0,90/0,85/0,75 |
0,95 |
||||
|
6. |
Водостойкость при длительном водонасыщении ( Кдл.в), не менее |
0,85/0,75/0,65 |
0,90 |
||||
Примечания.
1. Кроме приведенных в таблице требований ГОСТа, СНиП 3.06.03-85 «Автомобильные дороги», нормирует требования к коэффициенту уплотнения ( Ку) асфальтобетонных смесей (по результатам испытаний кернов или вырубок из готового покрытия). Ку для верхних слоев покрытия из всех типов смесей должен быть не менее 0,99.
2. В скобках приведены значения для образцов, отформованных из смеси, в знаменателе - для вырубок и кернов готового покрытия, не более.
3. В пп. 4-6 через дроби приведены требуемые значения показателей свойств асфальтобетонов соответственно для I / II / III марок, знак «-» означает, что требования отсутствуют.
Окончание прил. 1
Таблица П.1.2
Технические требования к асфальтобетонам для нижних слоев покрытий и оснований1
(Извлечение из ГОСТ 9128-97 для II дорожно-климатической зоны)
|
№ п/ п |
Наименования показателей, обозначения, единицы измерения |
Нормы для асфальтобетонов |
||
|
пористые |
высокопористые |
|||
|
щебенистые |
песчаные |
|||
|
1. |
Зерновой состав
минеральной части, масс.%, зерен размером: крупнее |
40-60 |
40-60 |
0-10 |
|
мельче |
0-8 |
4-8 |
4-10 |
|
|
2. |
Пористость минерального остова (П), об.%, не более |
23 |
24 |
28 |
|
3. |
Остаточная пористость (По), об.% |
5-10 |
10-18 |
|
|
4. |
Водонасыщение ( Wо), об.% |
5-10 |
10-18 |
|
|
5. |
Предел прочности при сжатии при +50°С (R50), МПа, не менее2 |
0,7/0,5 |
||
|
6. |
Водостойкость ( Кв), не менее |
0,7/0,6 |
||
|
7. |
Водостойкость при длительном водонасыщении ( Кдл.в), не менее |
0,6/0,5 |
||
Примечания. 1. Для крупнозернистых асфальтобетонов предел прочности при сжатии при +50°С ( R50) и коэффициент уплотнения ( Ку) - не нормируются.
2. В п.п. 5-7 в числителе приведены нормы для асфальтобетонов I марки, в знаменателе -для II марки.
Таблица П.1.3
Технические требования к ЩМАС
(Извлечение из ГОСТ 31015-2002)
|
№ п/ п |
Наименования показателей, обозначения, единицы измерения |
Нормы для дорожно-климатических зон |
||||
|
I |
II, III |
IV, V |
||||
|
1. |
Пористость минерального остова, % |
15-19 |
15-19 |
15-19 |
||
|
2. |
Остаточная пористость, % |
1,5-4 |
1,5-4,5 |
2,0-4,5 |
||
|
3. |
Водонасыщение, об.% |
образцов, отформованных из смесей |
1-3,5 |
1-1 |
1,5-4 |
|
|
вырубок и кернов, не более |
3,0 |
3,5 |
4,0 |
|||
|
4. |
Предел прочности при сжатии, МПа, не менее: |
при 20°С |
2,0 |
2,2 |
2,5 |
|
|
при 50°С |
0,6 |
0,65 |
0,7 |
|||
|
5. |
Водостойкость при длительном водонасыщении, не менее |
0,90 |
0,85 |
0,75 |
||
Таблица П.1.4
Технические требования к литым асфальтобетонным смесям для слоев покрытий и оснований
(Извлечение из ТУ 400-24-158-89* для II дорожно-климатической зоны)
|
№ п/ п |
Наименования показателей, обозначения, единицы измерения |
Нормы по типам а/бетонов |
||||
|
I |
II |
III |
IV |
V |
||
|
1. |
Пористость минерального остова, об.%, не более |
20 |
20 |
22 |
22 |
22 |
|
2. |
Водонасыщение, об.%, не более |
0,5 |
1,0 |
2,0 |
2,0 |
0,5 |
|
3. |
Подвижность смеси при 200 °С, мм, не менее |
30 |
25 |
25 |
- |
30 |
|
4. |
Глубина вдавливания штампа при +40 °С, мм, не более |
6 |
4 |
- |
- |
10 |
|
5. |
Предел прочности при сжатии при +50 °С, МПа, не ниже |
- |
1,0 |
- |
0,7 |
- |
|
6. |
Предел прочности на растяжение при изгибе при 0 °С, МПа, не менее (факультативно) |
6,5 |
6,0 |
5,5 |
- |
- |
|
7. |
Модуль упругости при 0 °С, МПа, не более (факультатив) |
8000 |
9000 |
7000 |
- |
- |
Приложение 2
Технические характеристики асфальтосмесительных установок
|
Производитель, модель установки |
Характеристики установки |
|||||||
|
Тип установки, исполнение |
Производительность, т/ч масса замеса, т |
Число бункеров агрегата питания и вместительность каждого, м |
Длина и диаметр сушильного барабана, м |
Удельный расход топлива, кг1 |
Вместимость бункера горячих материалов, т |
Вместимость бункера готовой смеси, т |
Система управления2 |
|
|
Россия |
||||||||
|
Н-Новгород МА-160 WKC |
Башенная стационарная |
160 2,0 |
6·8 |
8·2,2 |
9 |
30 |
2·(70)+23 |
М-П |
|
MA-100WKC |
100 1,5 |
4·8 |
8·1,8 |
7 |
15 |
2·50 со скипом |
||
|
MA-50WKC |
Партерная стационарная быстромонтируемая |
50 0,625 |
4·6 |
6·1,4 |
6 |
3,2 |
3·25 со скипом |
|
|
ГЛ-200 |
Контейнерная быстромонтируемая |
200 3,0 |
5·10 |
9·2,2 |
12 |
25 |
2·22,5+5 или 2·46+8 |
|
|
ГЛ-160 |
160 2,0 |
5·7,5 |
8·2,2 |
9 |
25 |
|||
|
ГЛ-80 |
80 1,09 |
5·7,5 |
6·1,7 |
7 |
25 |
|||
|
М-100 |
Партерная мобильная |
100 1,2 |
4·6 |
6,5·1,6 |
7 |
11 |
Выгрузка в автомобиль |
|
|
Тюмень УСА-50 |
Башенные стационарные |
50 0,7 |
4·6 |
5,8·1,4 |
7 |
9 |
32 |
О |
|
УСА-80 |
80 0,7 |
4·6 |
5,8·1,4 |
8 |
9 |
32 |
||
|
Омск НС-100 |
Башенная |
100 1,1 |
4·6 |
6,5·1,6 |
7 |
11 |
100 |
М-П |
|
Сасово MIK S75E 150 |
мобильная |
100 1,2 |
4·2 |
6·1,8 |
6 |
4 |
100 |
|
|
Украина |
||||||||
|
Кременчуг ДС 185 |
Башенные стационарны |
56 1,0 |
6·6 |
6·1,4 |
8 |
6 |
32 |
М-П и О |
|
ДС 168 |
160 1,7 |
6·8 |
10·2,2 |
8 |
12 |
100 |
||
|
КДМ 201 |
110 1,5 |
5·8 |
8·2 |
8 |
|
|
||
Примечания.
1. Указан усредненный расход при работе на мазуте, дизельном топливе, газе.
2. Обозначения системы управления: «М-П» - микропроцессорная, «О» - обычная.
Приложение 3
Инструменты асфальтобетонщика
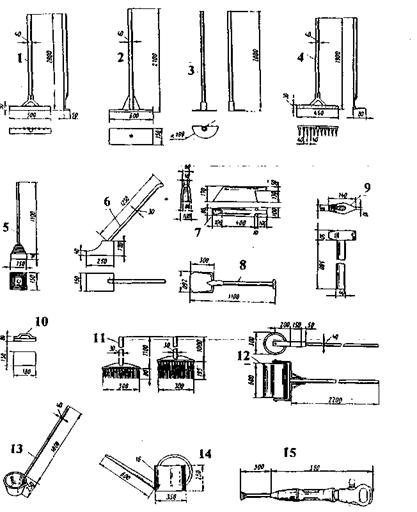
1 - разравниватель; 2 - гладилка; 3 - скребок; 4 - грабли; 5 - трамбовка; 6 - утюг; 7 - шпатель (валек); 8 - лопата подборочная; 9 - кувалда для забивки костылей; 10 - райбовка (терка); 11 - щетка; 12 - ручной каток; 13 - черпак; 14 - лейка; 15 - отбойный молоток
Приложение 4
Примеры решения некоторых производственных задач
1. Определение удельного расхода смеси qy, кг/м2
Исходные данные:
- толщина слоя асфальтобетона в плотном
теле h =
- средняя плотность асфальтобетона ρ = 2,35 т/м3.
qy = h· ρ·1000 = 0,04·2,35·1000 = 94 кг/м2
2. Определение производительности асфальтоукладчика Ра, т/ч
Исходные данные:
- скорость укладки v = 2,5 м/мин;
- толщина слоя асфальтобетона h =
- ширина укладываемой полосы b =
- средняя плотность асфальтобетона ρ = 2,30 т/м3;
- заданная продолжительность укладки t = 60 мин;
- коэффициент использования укладчика во времени k = 0,8
Р a = v · h · b · ρ · t · k = 2,5·0,08·3,75·2,30·60·0,8 = 83 т/ч
3. Определение скорости безостановочной укладки смеси V, м/мин
Исходные данные:
- заказанное количество смеси Q = 80 т;
- толщина слоя асфальтобетона h =
- ширина укладываемой полосы b =
- средняя плотность асфальтобетона ρ = 2,40 т/м3;
- заданная продолжительность укладки t = 50 мин;
- коэффициент использования укладчика во времени k = 0,8
![]()
4. Определение расхода смеси q на длину полосы L, т
Исходные данные:
- длина укладываемой полосы L =
- толщина слоя асфальтобетона h -
- ширина укладываемой полосы b =
- средняя плотность асфальтобетона ρ = 2,35 т/м3.
q = L · h · b · ρ = 150·0 ,06·6·2,35 = 127 т
5. Определение длины сменной захватки Lз, м
Исходные данные:
- заказанное количество смеси Q - 200 т;
- ширина проезжей части b =
- удельный расход асфальтобетонной смеси qy = 95 кг/м2
![]()
6. Определение числа укладчиков n
Исходные данные:
- сменная производительность асфальтобетонного завода или количество асфальтобетонной смеси, выделяемой на объект Q = 1000 т;
- производительность асфальтоукладчика в смену Р = 600 т/смену
![]()
7. Определение длины полосы, укладываемой одним асфальтоукладчиком с учетом обеспечения качественного сопряжения со смежной полосой ly, м
Исходные данные:
- температура асфальтобетонной смеси в момент укладки t0 = 150°С;
- минимальная температура, при которой обеспечивается качественное сопряжение смежных полос tk = 80°С;
- продолжительность разворота укладчика после окончания укладки полосы Тр = 5 мин;
- интенсивность остывания асфальтобетонной смеси в покрытии m , °С/мин зависит от толщины слоя, степени предварительного уплотнения, теплотехнических свойств асфальтобетонной смеси, температуры воздуха, скорости ветра и для неуплотненной смеси находится в пределах 5...6 °С/мин (для уплотненной смеси m = 1...1,5 °С/мин)
- рабочая скорость асфальтоукладчика v =5 м/мин;
- транспортная скорость v m = 167 м/мин
![]()
8. Определение производительности катка Р k м2/ч
Исходные данные:
- ширина уплотняемой полосы В =
- ширина перекрытия смежных полос укладки
в =
- коэффициент использования катка во времени кв = 0,85;
- число проходов катка по одному следу n к = 25;
- рабочая скорость катка v =2,5 км/ч
![]()
9. Определение числа проходов катка n к
Исходные данные:
- рабочая скорость катка v =
- длина уплотняемой полосы l =
- длина пути, необходимого для перехода
на следующий след l 1 =
- продолжительность уплотнения Т = 50 мин;
- продолжительность переключения передачи на обратный ход Tn = 0,1 мин;
- коэффициент использования катка во времени кв

10. Определение производительности катка Рк, м2/ч
Исходные данные:
- ширина уплотняемой полосы В =
- ширина перекрытия смежных полос укладки
в =
- коэффициент использования катка во времени кв = 0,85;
- число проходов катка по одному следу n к = 25;
- рабочая скорость катка v =
![]()
11. Определение необходимого числа автомобилей-самосвалов для непрерывной укладки асфальтобетонной смеси Nac
Исходные данные:
- продолжительность укладки Ту = 3 ч;
- производительность асфальтоукладчика Ра = 150 т/ч
- грузоподъемность автомобиля-самосвала g = 10 т;
- коэффициент использования автомобилей-самосвалов во времени к = 0,85;
- число рейсов, совершаемых одним автомобилем n , определяем по формуле
где l в - дальность возки асфальтобетонной смеси, равная
vc р - средняя скорость движения автомобиля-самосвала при
пробеге в оба конца, равная
T 1 - продолжительность выгрузки смеси в асфальтоукладчик и маневрирования на месте укладки смеси, равная 5 мин;
Т 2 - продолжительность загрузки автомобиля-самосвала на асфальтобетонном заводе с учетом ожидания погрузки, равная 25 мин;
![]()
Приложение 5
Технические характеристики дорожных фрез
Таблица П.5.1
Фрезы для строительства и капитального ремонта асфальтобетонных покрытий
|
Марка, модель |
Разработчик и изготовитель |
Технические характеристики фрез |
|||||
|
Тип ходовой части фрезы |
Базовое шасси |
Производительность, м2/ч |
Рабочая ширина, м |
Максимальная глубина фрезерования, мм |
Масса, т |
||
|
ДС-197 |
Россия, ОАО «Брянский Арсенал» |
Колесный |
Спецшасси |
60 |
1000 |
100 |
12 |
|
1000 С |
Германия, фирма «WIRTGEN» |
Тоже |
То же |
60 |
1000 |
100 |
13,9 |
|
1500 DC |
Тоже |
Гусеничный |
Тоже |
90 |
1500 |
300 |
21,6 |
|
1900 DC |
То же |
То же |
Тоже |
114 |
1905 |
300 |
22,1 |
|
2000 DC |
То же |
То же |
Тоже |
120 |
2000 |
300 |
30,5 |
Примечание. Производительность фрез указана при скорости фрезерования 1 м/мин.
Таблица П.5.2
Фрезы для текущего ремонта асфальтобетонных покрытий
|
Марка, модель |
Разработчик и изготовитель |
Технические характеристики фрез |
|||||
|
Тип фрезы |
Базовое шасси |
Производительность, м2/ч |
Рабочая ширина, мм |
Максимальная глубина фрезерования, мм |
Масса, т |
||
|
ОРД-0003 |
Россия, ЗАО « Асфальттехмаш» |
Навесная |
МТЗ-82 |
36 |
600 |
80 |
1,9 |
|
ГИВП-631 |
Россия, ОАО НПО « Мосгормаш» |
30 |
500 |
50 |
1,5 |
||
|
ФДН-500 |
Россия, ОАО «Дмитровский экскаваторный завод» |
30 |
500 |
100 |
1,5 |
||
|
1000 С |
Германия, фирма «WIRTGEN» |
Самоходная |
Спецшасси |
60 |
1000 |
100 |
13,9 |
|
W350 |
21 |
350 |
200 |
17,7 |
|||
|
W500 |
30 |
500 |
160 |
6,9 |
|||
Примечание. Производительность фрез указана при скорости фрезерования 1 м/мин
Приложение 6
Технические характеристики автогудронаторов
|
Марка, модель, производитель |
Технические характеристики автогудронаторов |
|||||||
|
Базовое шасси |
Вместимость цистерны, л |
Снижение температуры битума, °С/ч |
Скорость нагрева вяжущего, °С/ч |
Ширина распределения, м |
Удельная норма разлива, л/м2 |
Макс. скорость, км/ч |
Масса (снаряженная), кг |
|
|
ДС-39Б АО « Кургандормаш» г. Курган |
ЗИЛ 431412 494560 |
4000 |
4 |
10 |
4,8 |
0,5-2,5 |
90 |
5780 |
|
ДС-142Б АО « Кургандормаш» г. Курган |
КамАЗ 53213 |
7500 |
4 |
10 |
4,8 |
0,5-2,5 |
80 |
10350 |
|
БЦМ-65 ЗАО « Бецема» г. Красногорск |
ЗИЛ-133Г42 |
8000 |
4 |
15 |
2,5-4,2 |
0,2-3 |
80 |
12500 |
Приложение 7
Технические характеристики асфальтоукладчиков
|
Производитель укладчика, марка, модель |
Технические характеристики асфальтоукладчиков |
|||||||
|
Тип ходовой части |
Производительность, т/ч |
Вместимость бункера, т |
Ширина распределения смеси, м |
Способ изменение ширины распределения |
Амплитуда, мм/ частота ударов трамбующего бруса в минуту |
Масса, т |
Скорость перемещения, м/мин |
|
|
Россия |
||||||||
|
г. Вышний Волочек |
|
|
|
|
|
|
|
|
|
СД-404Б |
Колеси. |
450 |
12 |
3-5,2 |
Телескопический |
4-8/1960 |
17,3 |
1,6-56 |
|
Г.Брянск «Брянский арсенал» |
|
|
|
|
|
|
|
|
|
ДС-181 |
То же |
250 |
10 |
3-4,5 |
Тоже |
|
17,5 |
0-15 |
|
АО «СММ» ДС-191 |
То же |
200 |
12 |
3-4.5 |
То же |
|
20 |
0-10 |
|
Украина |
||||||||
|
г. Николаев, « Дормашина» |
|
|
|
|
Дополн. вставки на шнеки |
|
|
|
|
ДС-126А |
Гусенич. |
150 |
8 |
3-3,75 |
2/1450 |
13 |
1,6; 2,7; 4,4 |
|
|
ДС-143 |
То же |
170 |
10 |
3-4,5 |
3,2/1500 |
13 |
1,6; 3; 4,4 |
|
|
ДС-195 |
Тоже |
200 |
10 |
3-4,5 |
3,2/1500 |
13,3 |
1,8-8,6 |
|
|
ДС-173 |
Колесн. |
250 |
12 |
3-5 |
Телескопический |
3,2/1500 |
15,7 |
1-37 |
|
ДС-179 |
Гусенич. |
250 |
12 |
3-5 |
Тоже |
3,2/1500 |
17,6 |
1,7-14 |
|
ДС-189 |
То же |
210 |
10 |
3-5 |
Тоже |
3,2/1500 |
15 |
1,8-8,6 |
|
Германия |
||||||||
|
S-750 |
Колеси. |
400 |
12 |
3-4,5 |
То же |
4/1650 |
16 |
0,7-11,8 |
|
S-850 |
То же |
500 |
12 |
3-5 |
То же |
4/1650 |
15 |
0,8-12 |
|
« Vogele» |
|
|
|
|
|
|
|
|
|
Super-1502 |
Тоже |
350 |
12 |
2,5-6 |
Тоже |
4/2850 |
13,5 |
0,6-24 |
|
Super-1600 |
Гусенич. |
400 |
12 |
2,5-8 |
То же |
4/2850 |
16 |
0,6-24 |
|
Super-1804 |
Колесн. |
600 |
14 |
2,5-8 |
То же |
4/2850 |
19 |
1-56 |
|
Super-2500 |
Гусенич. |
1500 |
16 |
3-16 |
Тоже |
5/2850 |
24 |
0,6-24 |
|
«АБГ» Титан 211 |
То же |
500 |
12 |
2,5-7 |
То же |
4/2750 |
12 |
0,6-24 |
|
Титан 311 |
Тоже |
500 |
12 |
2,5-8 |
То же |
4/2750 |
19 |
0,6-24 |
|
США |
||||||||
|
« Blaw Knox» |
|
|
|
|
|
|
|
|
|
PF-451 |
Тоже |
450 |
15 |
2,5-8,5 |
То же |
4/2750 |
17,4 |
0-50 |
Приложение 8
Технические характеристики катков
|
Модель катка |
Изготовитель |
Технологические параметры |
||||
|
Тип катка |
Колесная формула |
Общая масса, т |
Ширина уплотнения, м |
Рабочие скорости, км/ч |
||
|
ДУ-47Б |
Россия г. Рыбинск ОАО «Раскат» |
Статический |
2×2 |
6 |
1200 1400 |
1,9; 3,7; 6,8 |
|
ДУ-48Б |
Тоже |
Статический |
2×3 |
9 |
1850 |
1,9, 4; 6,5 |
|
ДУ-49Б |
То же |
Статический |
3×3 |
11,2 |
1300 |
0-1,9; 0-4,3; 0-6,5 |
|
ДУ-55 |
То же |
Пневмоколесный |
2×(4+5) |
20 |
2500 |
0-15 |
|
ДУ-58 |
То же |
Комбинирован |
2×(1+4) |
16 |
2000 |
0-5,5 |
|
ДУ-63 |
То же |
Вибрационный |
2×2 |
10,5 |
1700 |
0-6 |
|
ДУ-64 |
Тоже |
Комбинирован |
то же |
9,5 |
1700 |
0-6 |
|
ДУ-65 |
Тоже |
Пневмоколесный |
2×(4+4) |
12 |
1700 |
0-9 |
|
ДУ-73 |
То же |
Вибрационный |
2×2 |
5,5 |
1400 |
0-8 |
|
ДУ-31А |
г. Орел |
Пневмоколесный |
2×(3+4) |
8,3-16 |
1900 |
7; 12,2; 20,5 |
|
БВ160АД2 |
Германия « Бомаг» |
Вибрационный |
2×2 |
8,1 |
1650 |
0-6 |
|
ГРВ-101 |
Чехословакия « Ставострой» |
Пневмоколесный |
2×(4+4) |
7,8-18,7 |
2000 |
0-5;0-11 |
|
CC-211 |
Швеция « Динапак» |
Вибрационный |
2×2 |
7,2 |
1450 |
0-11 |
Приложение 9
Ориентировочный расход асфальтобетонной смеси на 100 м2
|
Средняя плотность асфальтобетона, т/м3 |
Норма расхода смеси, т, при толщине слоя, см |
|||||
|
1 |
1,5 |
2,0 |
3,0 |
4,0 |
5,0 |
|
|
2,26 |
2,36 |
3,49 |
4,62 |
6,88 |
9,15 |
11,5 |
|
2,28 |
2,38 |
3,52 |
4,66 |
6,94 |
9,26 |
11,6 |
|
2,30 |
2,40 |
3,55 |
4,70 |
7,00 |
9,34 |
11,7 |
|
2,32 |
2,42 |
3,58 |
4,74 |
7,06 |
9,42 |
11,8 |
|
2,34 |
2,44 |
3,61 |
4,78 |
7,10 |
9,50 |
11,9 |
|
2,36 |
2,46 |
3,64 |
4,82 |
7,18 |
9,60 |
12,0 |
|
2,38 |
2,48 |
3,67 |
4,86 |
7,25 |
9,70 |
12,1 |
|
2,40 |
2,50 |
3,70 |
4,90 |
7,30 |
9,74 |
12,2 |
|
2,42 |
2,52 |
3,73 |
4,94 |
7,37 |
9,83 |
12,3 |
|
2,44 |
2,54 |
3,76 |
4,98 |
7,42 |
9,88 |
12,4 |
|
2,46 |
2,56 |
3,79 |
5,02 |
7,49 |
9,98 |
12,5 |
|
2,48 |
2,58 |
3,82 |
5,06 |
7,55 |
10,1 |
12,6 |
Приложение 10
Технические характеристики термосов-миксеров (самоходных и прицепных)
|
Характеристики |
Показатели по маркам и моделям |
|||||||||
|
ОРД-1023 |
ОРД-1023.1.К |
ОРД-1023.1.КП |
ОРД-1025 |
ОРД-1026 |
УРД-2Н |
кдм-1501 |
КДМ-1502 |
|||
|
Разработчик и поставщик |
ЗАО « Асфальттехмаш» и ЗАО « Сельавтодор», Россия, Москва |
ОАО « Мосгормаш», Россия, г. Москва |
ОАО « Кредмаш», Украина, г. Кременчуг |
|||||||
|
Тип машины |
Самоходный |
Прицеп |
Самоходный |
|||||||
|
Базовое шасси |
ЗИЛ-433362 494560 494500 |
МАЗ-5551 КамАЗ- 55111 |
|
ЗИЛ-133 Д4, КамАЗ- 55111 |
КамАЗ- 6460 КрАЗ- 65034, МA3-5516 |
КамАЗ-53212 ЗИЛ-133 ГЯ |
КамАЗ-55111 |
КрАЗ-6444 |
||
|
Масса груза, т |
4,5 |
6,0 |
5,0 |
8,5 |
12 |
6,6 |
6,6 |
9,0 |
||
|
Привод вращения мешалки |
Гидромеханический |
Механический |
||||||||
|
Количество энергетических установок |
Одна от КОМ шасси |
Две - от КОМ шасси и автономн. |
две - от КОМ тягача и автономн. |
Две - от КОМ шасси и автономная |
Одна от автономного двигателя |
|||||
|
Направление вращения мешалки |
Реверсивное |
В одну сторону |
||||||||
|
Расположение вала мешалки |
Горизонтальное |
Вертикальное |
||||||||
|
Частота вращения вала мешалки, об/мин |
4-6 |
4-10 |
4-6 |
|||||||
|
Скорость нагрева стенок мешалки, °С/мин |
7 |
9 |
7 |
7 |
||||||
|
Устройство для распределения смеси |
Имеется |
Отсутствует |
||||||||
|
Производительность при выпуске смеси в машине, т/ч: |
из новых материалов |
|
2 |
3 |
|
|
|
|||
|
из вторичн. асфальта |
|
3 |
4 |
|
|
|
||||
|
из полуфабрикатов |
|
3 |
4 |
|
|
|
||||
Приложение 11
Технические характеристики установки БЦМ-24
|
Страна, город, фирма производитель оборудования |
Наименование характеристик |
Значения |
|
Россия, г. Красногорск Московской области ЗАО « Бецема» |
Тип прицепа |
Двухосный тандем |
|
Максимальная скорость транспортирования, км/ч |
80 |
|
|
Масса снаряженного прицепа, кг |
4500 |
|
|
Высота расположения распылителя, мм |
0-1520 |
|
|
Объем подачи минерального материала, кг/ч |
10000 |
|
|
Радиус действия складывающейся стрелы, мм |
6100 |
|
|
Тип двигателя |
Дизель 4-х цилиндр. |
|
|
Вместимость цистерны для битумной эмульсии, л |
1000 |
|
|
Диаметр загрузочного люка, мм |
203 |
|
|
Толщина теплоизоляции цистерны, мм |
76 |
|
|
Напряжение нагрева, В |
220 |
|
|
Габаритные размеры, мм: длина ширина высота |
4220 2440 2080 |
Приложение 12
Технические характеристики асфальторезательных машин
|
№ п.п. |
Марка |
Характеристики |
Производитель |
|
1. |
СС 1308 KM-S |
Глубина резки |
США |
|
2. |
СС 1308 H- S |
Глубина резки |
США |
|
3. |
CS-146 |
4,5 кВт ( |
Россия, двигатель «B&S Vanguard» США |
|
4. |
RS-12R |
4,4 кВт, диаметр
|
Чехия |
Приложение 13
Технические характеристики « Чипсилеров »
|
Характеристики |
«Чипсилер-40» |
«Чипсилер-26» |
«Чипсилер-19» |
|
Минимальная мощность двигателя автомобиля, л.с. |
370 |
210 |
180 |
|
Базовое шасси |
2-осный полуприцеп « Caizer» |
2-осный полуприцеп СЗАП-9905 |
МАЗ-5551 |
|
Объем кузова для щебня, м3 |
12 |
6 |
4 |
|
Объем бака для вяжущего, л |
6000 |
3500 |
2500 |
|
Минимальная ширина распределения материалов, м |
3,85 |
3,10 |
2,50 |
|
Количество форсунок для разлива вяжущего, шт. |
40 |
20 |
20 |
|
Количество индивидуальных заслонок для системы подачи каменных материалов |
10 |
10 |
10 |
|
Рабочая скорость движения, км/ч |
3-6 |
3-6 |
3-6 |
|
Площадь обработки за один цикл загрузки щебнем, м2: |
|
|
|
|
фракции 10- |
1600 |
500 |
333 |
|
фракции 5- |
2000 |
666 |
222 |
|
Площадь обработки за один цикл загрузки битума, м2 при норме дозирования: 12 л/м |
4460 |
2300 |
1920 |
|
9 л/м2 |
5040 |
2610 |
2170 |
Приложение 14
Технические характеристики установки ДН-009 для приготовления и укладки литых эмульсионно-минеральных смесей
|
Характеристики, единицы измерения |
Параметры |
|
Ширина обрабатываемой полосы (бесступенчато), м |
2,5-3,75 |
|
Толщина наносимого слоя, мм, до |
15 |
|
Количество загружаемых материалов: |
|
|
эмульсия, л |
2300 |
|
вода, л |
2300 |
|
добавки, т |
80 |
|
щебень, т |
10 |
|
минеральный порошок, т |
0,45 |
|
Рабочая скорость, км/ч |
2,0-5,0 |
|
Мощность двигателя, кВт (л.с.) |
44 (60) |
|
Привод рабочих органов |
Гидравлический |
|
Тип смесителя |
Лопастной |
Приложение 15
Методика расчета коэффициента вариации и коэффициента однородности асфальтобетонной смеси для оценки качества ее приготовления
В настоящей методике оценка качества приготовления асфальтобетонной смеси производится по коэффициентам вариации и однородности.
Коэффициент вариации характеризует изменчивость показателя качества асфальтобетона или смеси и определяется по формуле
![]() (1)
(1)
где С - коэффициент вариации, выраженный в долях единиц или в процентах;
σ - среднее квадратичное отклонение частных результатов "а" в совокупности от величины их среднего значения "М"; определяется по формуле (2), если " n" - число частных результатов больше 25 и по формуле (3), если " n" - меньше 25.
 (2)
(2)
 (3)
(3)
M - среднее значение показателя или среднее арифметическое значение всех частных результатов испытаний "а" в данной совокупности образцов, определяется по формуле:
![]() (4)
(4)
где " n" - число частных результатов испытания;
a1 +a2+…+ аn - частные результаты испытания.
Коэффициент однородности характеризует однородность качества асфальтобетона (смеси) и соответствие требованиям государственного стандарта или технических условий:
![]() (5)
(5)
где К - коэффициент однородности;
Ммин - наименьшее статистически вероятное значение частного результата испытания асфальтобетона (смеси);
Мнорм . - требуемое (нормативное) значение показателя свойств асфальтобетона (смеси).
Наименьшее статистически вероятное значение показателя свойств асфальтобетона Ммин определяется после вычисления коэффициента вариации по формуле:
Ммин = M· g (6)
где g - коэффициент, определяемый в зависимости от величины коэффициента вариации следующим образом.
Если С
≤ 12%, то g = (1-
Если С ≥ 12%, то величину g находим из графика (см. рисунок) по величине S/C,
где S - ассиметрия кривой, распределение которой в свою очередь определяется по формуле
![]() (7).
(7).
При значении S меньше 0 однородность асфальтобетона признается столь низкой, что коэффициент однородности (К) не вычисляется.
Примечание 1. В качестве показателя свойств асфальтобетона для расчета коэффициентов вариации и однородности могут быть приняты: предел прочности на сжатие при 50°С, водонасыщение, средняя плотность, подвижность и т.д.
2. Результаты определения показателя в лаборатории ОТК завода оформляются в виде табл. П.15.1.
3. По результатам определения коэффициентов вариации и однородности производится оценка качества асфальтобетона (табл. П.15.2).
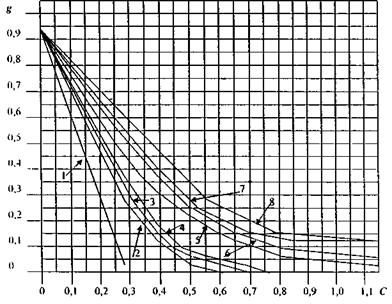
Рис. График для определения коэффициента g:
С - коэффициент вариации; S - ассиметрия
1 - по кривой Гаусса; 2 - S/C = 0,5; 3 - S/C = 0,75; 4 - S/C = 1,0; 5 - S/C = 1,5; 6 - S/C = 2,0; 7 - S/C = 2,5 8 - S/C = 3,0
Таблица П.15.1.
Форма для расчета коэффициента вариации и коэффициента однородности по водонасыщению «W» асфальтобетонных образцов
|
Наи мено вание органи зации |
Тип и марка смеси |
Дата при готов ления (уклад ки ) |
Величина или интервал водонасыщения, Wi |
Количество частных результатов в данной совокупности проб, m |
Число частных резуль татов, n |
|
( Wi - Wcp ) |
( Wi - Wcp )2 |
( Wi - Wcp )3 |
|
|
|
W норм |
S |
S/C |
g=(1- |
W мин = W·g |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица П.15.2
Оценка качества асфальтобетона (смеси)
|
№ п.п. |
Пределы изменения коэффициентов |
Технологические факторы, влияющие на качество асфальтобетонной смеси |
Характеристика асфальтобетонной смеси |
Рекомендации по повышению качества асфальтобетона (смеси) |
||||||||||
|
Характеристика исходных компонентов |
Точность дозировки |
Температура |
Время перемешивания |
Рецептура смеси |
||||||||||
|
Вариации "С",% |
Однородности "К" |
удовлетворяют требованиям ГОСТов |
показатели стабильные |
соответствует требуемой |
стабильная |
соответствует требуемой |
показания стабильные |
соответствует норме |
выдерживается стабильно |
соответствует подобранной |
выдерживается стабильно |
|
|
|
|
1 |
0≤С≤12 |
0≤К≤0,7 |
- |
+ |
- |
+ |
- |
+ |
+ |
+ |
- |
- |
Образцы смеси имеют стабильно низкое водонасыщение |
Применять кондиционные материалы, отрегулировать дозаторы и температуру, уменьшить содержание битума, проверить состав |
|
2 |
0≤С≤12 |
0,7≤К≤1,0 |
+ |
+ |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
Образцы смеси имеют однородную структуру, стабильные свойства, удовлетворяющие требованиям ГОСТа |
|
|
3 |
0≤С≤12 |
10≤К≤2,0 |
+ |
+ |
- |
+ |
+ |
+ |
- |
+ |
- |
+ |
Образцы смеси имеют стабильно высокое водонасыщение |
Увеличить до нормы время перемешивания. проверить состав, отрегулировать дозатор битума, увеличить содержание битума |
|
4 |
12≤С≤24 |
0≤К≤2,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Структура образцов смеси неоднородная, свойства нестабильные, асфальтобетон имеет низкое качество |
Соблюдать требования технологии на всех стадиях технологического процесса |
Приложение 16
Составы, структурные характеристики и температура при укладке основных разновидностей горячих асфальтобетонных смесей
|
Вид и тип смесей |
Зерновой состав содержание зерен размером мельче, мм, % |
Б в 100% |
Б+МП в 100% |
Б/МП |
Температура смеси при укладке, °С |
||||||||
|
20 |
15 |
10 |
5 |
0,63 |
0,071 |
||||||||
|
Горячие ( ГОСТ 9128-97) |
|||||||||||||
|
Высокоплотные: |
|
|
|
|
|
|
|
|
|
120-150 (в зависимости от марки битума) |
|||
|
щебеночные |
90-100 |
70-100 |
56-100 |
35-50 |
13-50 |
10-16 |
2,5-4,0 |
14-22 |
0,45-0,40 |
||||
|
песчаные |
|
90-100 |
90-100 |
35-50 |
13-50 |
10-16 |
4,0-6,0 |
14-22 |
0,45-0,40 |
||||
|
Плотные: «А» |
90-100 |
|
|
40-50 |
14-20 |
4-10 |
4,5-6,0 |
8-16 |
1,20-0,60 |
||||
|
«Б» |
90-100 |
|
|
50-60 |
20-28 |
6-12 |
5,0-6,5 |
10-19 |
0,85-0,55 |
||||
|
«В» |
90-100 |
|
|
60-70 |
28-40 |
8-14 |
6,0-7,0 |
13-20 |
0,80-0,50 |
||||
|
«Г» |
|
|
|
80-100 |
30-50 |
8-16 |
6,0-9,0 |
13-24 |
0,80-0,60 |
||||
|
« д» |
|
|
|
80-100 |
30-75 |
10-16 |
6,0-9,0 |
15-24 |
0,65-0,60 |
||||
|
Щебеночно-мастичные1 ( ГОСТ 31015-2002) |
|||||||||||||
|
ЩМА-10 |
|
|
100-90 |
40-30 |
22-13 |
15-10 |
6,5-7,5 |
15-21 |
0,65-0,45 |
150-170 (в зависимости от марки битума) |
|||
|
ЩМА-15 |
|
100-90 |
60-40 |
35-25 |
22-12 |
14-9 |
6,0-7,0 |
14-20 |
0,65-0,45 |
||||
|
ЩМА-20 |
100-90 |
70-50 |
42-25 |
30-20 |
21-11 |
13-8 |
5,5-6,0 |
12-18 |
0,70-0,45 |
||||
|
Литые (ТУ 400-24-158-89*) |
|||||||||||||
|
Типы - I2 |
95-100 |
|
|
50-55 |
30-45 |
18-22 |
8,5-9,0 |
25-30 |
0,35-0,45 |
220-2403 |
|||
|
II |
95-100 |
|
|
45-50 |
25-40 |
14-18 |
6,5-7,5 |
20-25 |
0,40-0,55 |
190-210 |
|||
|
III |
75-100 |
|
|
35-55 |
15-35 |
12-16 |
6,5-7,0 |
15-20 |
0,50-0,65 |
190-210 |
|||
|
IV |
|
|
|
70-100 |
30-65 |
16-24 |
7,0-8,5 |
17-23 |
0,40-0,65 |
160-170 |
|||
|
V |
|
95-100 |
70-85 |
50-65 |
22-38 |
12-16 |
9,0-9,5 |
22-28 |
0,55-0,75 |
180-220 |
|||
|
V4 |
|
|
95-100 |
55-65 |
25-45 |
14-18 |
9,0-10,0 |
20-28 |
0,70-0,75 |
180-200 |
|||
Примечания. 1. Щебеночно-мастичные смеси приготавливают со стабилизирующей добавкой.
2. Литую асфальтобетонную смесь типа I приготавливают на теплоустойчивом битуме, на битуме с добавкой природных битуминозных материалов или на полимерно-битумном вяжущем.
3. Указаны температуры смеси при проведении строительных работ при температуре воздуха выше +10°С
4. Литая асфальтобетонная смесь для ямочного ремонта, приготавливаемая в термосе-миксере, в Технических условиях не приведена.
Библиографический список
1. ГОСТ 9128-97 . Смеси асфальтобетонные дорожные, аэродромные и асфальтобетон . Технические условия.
2. ГОСТ 22245-90 . Битумы нефтяные дорожные вязкие . Технические условия.
3. ГОСТ Р 52056-2003 . Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа стирол-бутадиен-стирол. Технические условия. - М.: ИПК Изд-во стандартов, 2003.
4. Гохман Л.М. Комплексные органические вяжущие материалы на основе блоксополимеров типа СБС: Учеб. пособие. - М.: ЗАО «ЭКОН-ИНФОРМ», 2004.
5. Котлярский Э.В. Строительно-технические свойства дорожного асфальтового бетона. Учебное пособие - М., 2004.
6. ТУ 38 УССР 201-170-78. Присадка адгезионная БП-3.
7. ГОСТ Р 52129-2003 . Порошок минеральный для асфальтобетонных смесей и органоминеральных смесей . Технические условия.
8. ГОСТ 8736-93 . Песок для строительных работ. Технические условия.
9. ГОСТ 8267-93 Щебень и гравий из плотных горных пород из природного камня для строительных работ . Технические условия.
10. ГОСТ 3344-83 . Щебень и песок шлаковые для дорожного строительства . Технические условия.
11. Рыбьев И.А. Асфальтовые бетоны. - М.: Высшая школа, 1969.
12. Кирюхин Г.Н. Проектирование состава
асфальтобетона и методы его испытания: Обзорная информация. / Информавтодор. - Вып №
13. Соколов Ю.В. Проектирование состава дорожных асфальтобетонов: Учебное пособие. - Омск: СибАДИ, 1979.
14. Быстрое Н.В. Проектирование асфальтобетона. Методические указания к лабораторной работе . - М: МАДИ, 1986.
15. Рыбьев И.А. Строительное материаловедение . - М.: Высшая школа, 2004.
16. Мелик-Багдасаров М.С., Кононов В.Н., Файнберг Э.С. Оптимальное время перемешивания асфальтобетонной смеси. // Автомобильные дороги. - № 3. - 1974.
17. Авторское свидетельство № 114751. Способ приготовления асфальтобетона . Мелик-Багдасаров СМ., Мутуль А.Ф., Басс М.Г.
18. Тулаев А.Я, Страхов К.И., Сыров Е.А., Молчанов Ю.А., Мелик-Багдасаров СМ., Файнберг Э.С. Строительство улиц и городских дорог : Учеб. пособие. - М.: Стройиздат, 1974.
19. СНиП 3.01.01-85 . Организация строительного производства.
20. СНиП 12-03-2001 . Безопасность труда в строительстве.
21. Истомин B.C. Практическое руководство по текущему ремонту асфальтобетонных покрытий городской дорожной сети . - М.: Прима-Пресс, 2001.
22. Патент РФ № 2085661. Способ восстановления люков колодцев и устройство для его осуществления. Патентообладатель ЗАО « Асфальттехмаш».
23. Методические рекомендации по ремонту цементобетонных покрытий автомобильных дорог / Минтранс РФ. - М., 2003.
24. Ефремов Л.Г., Суханов СВ. Строительство и ремонт асфальтобетонных дорожных покрытий . - изд. 2-е перераб. и доп. - М.: Высшая школа, 1991.
25. СНиП 3.06.03-85. «Автомобильные дороги».
26. ВСН 14-95. Инструкция по строительству дорожных асфальтобетонных покрытий. - М.: «Департамент строительства, Мосстройлицензия», 1995.
27. Ищенко И.С, Калашникова Т.Н., Семенов Д.А. Технология устройства и ремонта асфальтобетонных покрытий . - М.: Аир Арт, 2001.
28. ГОСТ Р 50597-93 . Требования к эксплуатационному состоянию, допустимому по условиям обеспечения безопасности дорожного движения.
29. ГОСТ 31015-2002 . Смеси асфальтобетонные щебеночно-мастичные и асфальтобетон . Технические условия.
30. Кирюхин Г.Н Методические рекомендации по устройству верхних слоев дорожных покрытий из щебеночно-мастичного асфальтобетона (ЩМЛ). М., 2002.
31. Шестиков В.П., Пермяков В.Б., Ворожейкин В.М. Технологическое обеспечение качества строительства асфальтобетонных покрытий. Омск: СИБАДИ, 1999.
32. Проспект германской фирмы Hermann Kirchner GmBH & Со.КО Bauuntemehmung .
33. Сахаров II.В. Асфальтовый бетон, его состав и лабораторные исследования. 1921.
34. Некрасов В.К Применение литого асфальта в дорожном строительстве . -М., 1933.
35. Старицкий М.Г. Литой асфальт . -Л., 1934.
36. Клячкин С.Г. Литой асфальт. Приготовление и укладка . - Л., 1940.
37. Мелик-Багдасаров М.С Исследование жесткого литого асфальтового бетона с целью применения в покрытиях городских дорог. Диссертация на соискание ученой степени канд. техн. наук. СоюзДорНИИ, 1975.
38. ВСН 31-76. Инструкция на устройство дорожных покрытий из литого асфальта / Главмосинжстрой, 1977
39. ТУ 400-24-103-76, Асфальт литой / Главмосинжстрой, 1977.
40. Патент №2192401 Способ приготовления смеси для поверхностной обработки дорожного покрытия, состав смеси и способ ее нанесения. Авторы: Чепурной Ю.В., Шастик СБ., Мелик-Багдасаров М.С. Денисенко В.Ф., Балабанов О.А.
41. Патент РФ № 2160337. Способ устройства шероховатого покрытия на основном слое покрытия из вибролитой асфальтобетонной смеси Авторы: Чепурной 10.В., Шастик СБ., Мелик-Багдасаров М.С, Гиоев К.А., Денисенко В.Ф., Балабанов О.А.
42. Патент РФ № 2062762. Смесь для литого асфальта. Патентообладатель , АОЗТ « Сельавтодор».
43. Методические указания по технологии производства дорожно-ремонтных работ с применением литого асфальта . Минжилкомхоз. АКХ им. К.Д. Памфилова, 1991.
44. Патент РФ № 2046875. Устройство для перевозки и укладки термопластичных материалов . Патентообладатель АОЗТ « Сельавтодор».
45. Патент РФ № 2141549. Устройство для перевозки, приготовления, выгрузки и укладки термопластичных материалов. Патентообладатель АОЗТ « Асфальттехмаш».
46. ТУ 400-24-158-89* - Смеси
асфальтобетонные литые и литой асфальтобетон. Издание
47. ВСН 60-97 Инструкция по устройству и ремонту дорожных покрытий с применением литого асфальтобетона . - М., 1997.
48. Руководство по устройству гидроизоляции на пролетных строениях автодорожных мостов литой асфальтобетонной смесью . АОЗТ « Асфальттехмаш» и АОЗТ « Сельавтодор» Изд. Диалог-МГУ, 1998.
49. Руководство по применению литых асфальтобетонных смесей при строительстве и ремонте городских и автомобильных дорог , АО « Асфальттехмаш», АО « Сельавтодор» М., АО «Диалог МГУ», 1998. авторы: Мелик-Багдасаров М.С., Гноев К.А., Мелик-Багдасарова Н.А., Кузнецов М.М.
50. МГСП 1.02.-02 Нормы и правила проектирования комплексного благоустройства на территории города Москвы . Приложение «И». Правительство Москвы, 2002.
51. ТУ 5718-002-53737504-01. Смеси сероасфальтобетонные литые и литой асфальтобетон . НИИМК МАДИ(ГТУ). Правительство Москвы, У ЖКХ. М., 2001.
52. СТБ 1257-2001 Смеси битумоминеральные горячие литые и литой асфальт .
53. Методические рекомендации по применению литого асфальтобетона для строительства дорожных покрытий / Минтрансстрой СССР. - М., 1975.
54. ВСН 45-79. Указания по организации строительства покрытий из литого асфальта. Главмосинжстрой , 1979.
55. ТР 164-04 . «Технические рекомендации по устройству и ремонту дорожных покрытий с применением литого асфальтобетона ». Правительство Москвы. Комплекс архитектуры, строительства, развития и реконструкции города. 2005.
56. Лысихина А.И. и др. О стабильности битумов и взаимодействии их с минеральными материалами. - М.: ДОРИЗДАТ, 1952.
57. Колбановская АС, Михайлов В.В. - М.: Транспорт, 1973.
58. Руденская И.М., Руденский А.В., Реологические свойства битумов . - М.: Высшая школа, 1967.
59. Королев И.В., Финашин В.Н., Феднер Л.А. Дорожно-строительные материалы . - М.: Транспорт, 1988.
60. Кузнецов В.К. Литой асфальтобетон: большие перспективы . // Дорожная техника и технологии. - № 1-2. - 2000.
61. Илиополов С.К, Котов В.Л., Мардиросова ИВ. Композиционная литая смесь. Материалы Всероссийской научно-практической конференции. Краснодар, 2001.
62. Илиополов С.К., Котов В.Л., Пронин В.В. Литой асфальтобетон с использованием полимерного модификатора. В сборнике Всероссийской научно-технической конференции в Геленджике «Новые технологии конструкции и материалы в строительстве реконструкции и ремонте автомобильных дорог». - Краснодар, 2002.
63. ТУ 5718-010-05204776-02. Модифицированные битумные вяжущие улучшенного качества и мастики, получаемые по технологии «БРИТ». Технические условия.
64. ТУ 5718-004-О5204776-01. Композиционные материалы «БИТРЭК». ГП « РосдорНИИ ».
65. Патент РФ № 2114953. Способ устройства дорожного и аэродромного покрытия из вибролитой асфальтобетонной смеси и способ проектирования состава вибролитой асфальтобетоной смеси. Патентообладатели - Мелик-Багдасаров М.С. и Мелик-Багдасарова П.Л.
66. ТУ 400-24-107-91* Смеси асфальтобетонные (горячие) и асфальтобетон для монолитных дорожных конструкций. - М., 1995.
67. ТУ 400-24-163-89* с Изм . № 1
68. Мелик-Багдасаров М.С, Гиоев К.А., Мелик-Багдасарова Н.А. Дорожные асфальтобетонные технологии (пособие асфальтобетонщику). - М.: МАКС Пресс, 2000.
69. Мелик-Багдасаров М.С, Гноев К.А. и др. Устройство асфальтобетонных покрытий методом вибролитья. // Наука и техника в дорожной отрасли. №3.- 1997.
70. ТУ 5718-028-04042596-01. Смеси для шероховатого тонкослойного покрытия (ШТП). Технические условия.
71. Мелик-Багдасаров СМ., Ланцберг Ю.С. Эксплуатация городских дорог. -М.: изд. Минжилкомхоз а РСФСР, 1952.
72. Кулижников A.M., Белозеров А.А., Бурда СИ. Применение георадаров для выявления причин разрушения улично-дорожной сети. ГП « РосдорНИИ». 2003.
73. ТУ 5718-006-05204776-03. Смеси органо-минеральные влажные для устройства конструктивных слоев дорожных одежд. ГП « РосдорНИИ».
7 4. Патент РФ № 2272014 Способ приготовления бетонной и растворной смеси литой консистенции для гражданского, промышленного и дорожного строительства в смесительной установке самоходной, или прицепной, или установленной на месте производства работ Патентообладатель ЗАО « Асфальттехмаш».
75. Лещицкая Т.П., Юрченко A.M., Пахомов В.А. Ремонт и восстановление асфальтобетонных покрытий способами регенерации . - М., 2001.
76. Васильев А.П., Пьер Шамбар Поверхностная обработка с синхронным распределением материалов . - М.: Трансдорнаука, 1999.
77. Мелик-Багдасаров М.С. Как избавиться от заплат. // Автомобильные дороги. - № 6. - 2002.
78. ВСН 8-89 . Инструкция по охране природной среды при строительстве, ремонте и содержании автомобильных дорог.
79. Беспамятное Г.П., Кротов Ю.А. Предельно допустимые концентрации химических веществ в окружающей среде. - Л.: Химия, 1985.
80. Шейхет И.М., Мотовилов В.Г., Райхман И.Н. Методические указания по расчету выбросов загрязняющих веществ в атмосферу от асфальтобетонных заводов. - М.: МЖКХ, АКХ им. К.Д.Памфилова, 1989.