Сборник технологических карт. Устройство цементобетонных покрытий автомобильных дорог
ЦЕНТРАЛЬНЫЙ ИНСТИТУТ НОРМАТИВНЫХ ИССЛЕДОВАНИЙ И
НАУЧНО-ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ «ОРГТРАНССТРОЙ»
СБОРНИК
ТЕХНОЛОГИЧЕСКИХ
КАРТ
УСТРОЙСТВО
ЦЕМЕНТОБЕТОННЫХ ПОКРЫТИЙ
АВТОМОБИЛЬНЫХ ДОРОГ
Издание второе, переработанное и дополненное
МОСКВА 1977
Сборник технологических карт составлен отделом внедрения передовой технологии и организации строительства автодорог и аэродромов института «Оргтрансстрой» (исполнители: А.А. Холодкова, Л.С. Королева, Л.А. Мелешкина, В.Ф. Левченкова).
Содержание
|
ВВОДНАЯ ЧАСТЬ ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1 ПЕРЕСТАНОВКА РЕЛЬС - ФОРМ I. ОБЛАСТЬ ПРИМЕНЕНИЯ II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА IV. ГРАФИК ПЕРЕСТАНОВКИ РЕЛЬС - ФОРМ НА ДВУХ ЗАХВАТКАХ ДЛИНОЙ 310 м (2325 м2 покрытия) V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА ПЕРЕСТАНОВКУ РЕЛЬС - ФОРМ НА ДВЕ ЗАХВАТКИ ДЛИНОЙ 310 м VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ. VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2 УСТРОЙСТВО ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ I. ОБЛАСТЬ ПРИМЕНЕНИЯ II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА IV. ГРАФИК УСТРОЙСТВА ОДНОСЛОЙНОГО ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ ШИРИНОЙ 7,5 м, ТОЛЩИНОЙ 22 см НА ДВУХ ЗАХВАТКАХ ДЛИНОЙ 310 м (2325 м2) V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА УСТРОЙСТВО ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ ШИРИНОЙ 7,5 м, ТОЛЩИНОЙ 22 см НА ДВУХ ЗАХВАТКАХ (2325 м2), ДЛИНОЙ 310 м VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ ТЕХНОЛОГИЧЕСКАЯ КАРТА № 3 НАРЕЗКА КОНТРОЛЬНЫХ ШВОВ СЖАТИЯ В СВЕЖЕУЛОЖЕННОМ БЕТОНЕ МАШИНОЙ ДНШС-60-3М I. ОБЛАСТЬ ПРИМЕНЕНИЯ II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА IV. ГРАФИК УСТРОЙСТВА КОНТРОЛЬНЫХ ШВОВ С ЭЛАСТИЧНЫМИ ПРОКЛАДКАМИ НАРЕЗЧИКОМ ДНШС-60-3М В ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ ШИРИНОЙ 7,5 м НА ДВУХ СМЕННЫХ ЗАХВАТКАХ ДЛИНОЙ 310 и (67,5 м ШВОВ) IV. ЦИКЛОГРАММА НАРЕЗКИ ПОПЕРЕЧНЫХ ШВОВ НАРЕЗЧИКОМ ДНШС-60-3м V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА УСТРОЙСТВО ШВОВ С ЭЛАСТИЧНОЙ ПРОКЛАДКОЙ НАРЕЗЧИКОМ ДНШС-60-3М НА ДВУХ ЗАХВАТКАХ ДЛИНОЙ 310 м ПОКРЫТИЯ (67,5 м швов) VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ ТЕХНОЛОГИЧЕСКАЯ КАРТА № 4 УХОД ЗА ЦЕМЕНТОВЕТОННЬШ ПОКРЫТИЕМ ПЛЕНКООБРАЗУЮЩИМИ МАТЕРИАЛАМИ ТИПА «ПОМАРОЛЬ» МАШИНОЙ ЭНЦ-3 I. ОБЛАСТЬ ПРИМЕНЕНИЯ II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА УХОД ЗА СВЕЖЕУЛОЖЕННЫМ ЦЕМЕНТОБЕТОННЫМ ПОКРЫТИЕМ ПЛЕНКООБРАЗУЮЩИМ МАТЕРИАЛОМ ПОМАРОЛЬ РАСПРЕДЕЛИТЕЛЕМ ЭНЦ-3 НА ДВУХ ЗАХВАТКАХ 310 м ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ (или 2325 м2) VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ ТЕХНОЛОГИЧЕСКАЯ КАРТА № 5 НАРЕЗКА ТЕМПЕРАТУРНЫХ ШВОВ В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ НАРЕЗЧИКОМ С АЛМАЗНЫМИ ДИСКАМИ I. ОБЛАСТЬ ПРИМЕНЕНИЯ II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА IV. ЦИКЛОГРАММА НАРЕЗКИ ПОПЕРЕЧНЫХ ШВОВ В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ НАРЕЗЧИКОМ ДС-510 (Д-903) IV. ЦИКЛОГРАММА ОДНОВРЕМЕННОЙ НАРЕЗКИ ПРОДОЛЬНОГО И ПОПЕРЕЧНОГО ШВОВ УСТАНОВКОЙ С ДВУМЯ МОДЕРНИЗИРОВАННЫМИ НАРЕЗЧИКАМИ ДС-506 (Д-432А) V. А. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА НАРЕЗКУ ТЕМПЕРАТУРНЫХ ШВОВ АЛМАЗНЫМИ ДИСКАМИ НАРЕЗЧИКОМ ДС-510 НА СМЕННОЙ ЗАХВАТКЕ ДЛИНОЙ 77,5 м ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ ИЛИ 175 м ШВОВ IV. ГРАФИК ОДНОВРЕМЕННОЙ НАРЕЗКИ ПОПЕРЕЧНЫХ И ПРОДОЛЬНЫХ ШВОВ УСТАНОВКОЙ С ДВУМЯ МОДЕРНИЗИРОВАННЫМИ НАРЕЗЧИКАМИ ДС-506 (Д-432А) С АЛМАЗНЫМИ ДИСКАМИ НА ЗАХВАТКЕ 155 м ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ (или 350 м швов) V. Б. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА ОДНОВРЕМЕННУЮ НАРЕЗКУ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ ТЕМПЕРАТУРНЫХ ШВОВ АГРЕГАТОМ С ДВУМЯ МОДЕРНИЗИРОВАННЫМИ НАРЕЗЧИКАМИ ДС-506 (Д-432А) НА СМЕННОЙ ЗАХВАТКЕ ДЛИНОЙ 155 м ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ ИЛИ 350 м ШВОВ VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ ТЕХНОЛОГИЧЕСКАЯ КАРТА № 6 НАРЕЗКА ТЕМПЕРАТУРНЫХ ШВОВВ ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ НАРЕЗЧИКАМИ ДС-506 (Д-432А) I. ОБЛАСТЬ ПРИМЕНЕНИЯ II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА IV. ГРАФИК НАРЕЗКИ ШВОВ В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ НАРЕЗЧИКОМ ДС-506 (Д-432А) НА СМЕННОЙ ЗАХВАТКЕ 18 м (135 м2) ПОКРЫТИЯ V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА НАРЕЗКУ ШВОВ В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ ОДНИМ НАРЕЗЧИКОМ ПРИ ДЛИНЕ СМЕННОЙ ЗАХВАТКИ 18 м (135 м2) ПОКРЫТИЯ ПРИ ШИРИНЕ 7,5 м VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ТЕХНОЛОГИЧЕСКАЯ КАРТА № 7 ЗАПОЛНЕНИЕ ТЕМПЕРАТУРНЫХ ШВОВ МАСТИКАМИ И ГЕРМЕТИКАМИ I. ОБЛАСТЬ ПРИМЕНЕНИЯ II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА IV. ГРАФИК ЗАПОЛНЕНИЯ ТЕМПЕРАТУРНЫХ ШВОВ НА ЗАХВАТКЕ ДЛИНОЙ 310 м (700 м швов) V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА ЗАПОЛНЕНИЕ ТЕМПЕРАТУРНЫХ ШВОВ НА ЗАХВАТКЕ ДЛИНОЙ 310 м (700 м швов) VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
|
ВВОДНАЯ ЧАСТЬ
Сборник технологических карт «Устройство цементобетонных покрытий автомобильных дорог» разработан на основе применения методов научной организации труда и предназначен для использования при составлении проектов производства работ и организации труда на объекте.
Сборник составлен с учетом действующих технологических карт и имеет целью объединить их, привести к единому показателю и увязать выработку бригад, выполняющих разные виды работ.
Настоящий сборник содержит следующие технологические карты:
Карта № 1. «Перестановка рельс - форм».
Карта № 2. «Устройство цементобетонного покрытия».
Карта № 3. «Нарезка контрольных швов сжатия в свежеуложенном бетоне машиной ДНШС-60-3М».
Карта № 4. «Уход за свежеуложенным бетоном».
Карта № 5. «Нарезка температурных швов в затвердевшем цементобетонном покрытии нарезчиком с алмазными дисками».
Карта № 6. «Нарезка температурных швов в затвердевшем цементобетонном покрытии нарезчиками ДС-506 (Д-432А)».
Карта № 7. «Заполнение температурных швов новыми видами мастик и герметиков».
В основу сборника положены следующие исходные данные:
однослойное цементобетонное покрытие толщиной 22 см, шириной 7,5 м устраивается по песчаному выравнивающему слою толщиной 5 см на цементогрунтовом основании;
продольный шов нарезают в затвердевшем бетоне нарезчиками с алмазными дисками;
поперечные швы расширения нарезают через 36 м в затвердевшем бетоне;
контрольные поперечные швы сжатия устраивают в свежеуложенном бетоне нарезчиком ДНШС-60-3М, с последующей дорезкой их в затвердевшем бетоне;
остальные швы нарезают в затвердевшем бетоне;
уход за свежеуложенным бетоном осуществляют путем нанесения пленкообразующего материала типа «Помароль» машиной ЭНЦ-3;
швы заполняют битумно-полимерной мастикой или тиоколовыми герметиками при помощи специального комплекта оборудования.
В настоящей технологической карте предусмотрены:
сменная производительность - 155 м покрытия;
затраты труда на 1000 м2 покрытия - 24,3 ÷ 26 чел-дн в зависимости от способа нарезки швов в затвердевшем цементобетонном покрытии;
состав комплексной бригады – 30 ÷ 32 чел.
Все работы выполняют в две смены поточным методом. Весь участок разбивают на сменные захватки.
Цементобетонную смесь приготовляют в двух установках непрерывного действия СБ-37 (С-780) или в одной СБ-78 и доставляют автомобилями-самосвалами ЗИЛ-ММЗ-555, МАЗ-503А.
Во всех случаях применения технологических карт настоящего сборника их следует привязывать к местным условиям производства работ с учетом конструктивных особенностей покрытия, материала выравнивающего слоя, способов нарезки швов и ухода за бетоном.
При выполнении работ места производства работ должны быть ограждены барьерами, стойками, конусами и дорожными знаками, хорошо видимыми в любое время суток.
Дорожные знаки и ограждения должны быть установлены до начала работ и поддерживаться в хорошем состоянии в течение всего срока их использования.
Во всех случаях производства работ следует руководствоваться приложением 1 «Руководства по организации труда при производстве строительно-монтажных работ». Глава 28. Дорожные работы, М., Оргтрансстрой, 1971.
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1
ПЕРЕСТАНОВКА РЕЛЬС - ФОРМ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Карта предусматривает разборку рельс - форм на готовом цементобетонном покрытии и установку их на готовое цементогрунтовое основание по краям будущего покрытия.
В настоящей технологической карте предусмотрены высота рельс - форм 22 см, длина одного звена 4 м;
сменная производительность 310 м одной нитки рельс - форм;
состав звена - 9 чел.;
затраты труда на 1000 м2 покрытия - 7,92 чел-дн.
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Подготовка песчаного выравнивающего слоя . Через 7 - 10 суток после устройства цементогрунтового основания шириной не менее 8,5 м (см. технологические карты «Устройство оснований из грунтов, укрепленных цементом, с применением однопроходной грунтосмесительной машины Д-391», Оргтрансстрой, 1968, «Устройство однослойного цементогрунтового основания из смеси, приготовленной в установке», М., Оргтрансстрой, 1977) доставляют автомобилями-самосвалами песок и выгружают его на основание согласно расчету, а затем автогрейдером ДЗ-99-2-2 разравнивают слоем толщиной 5 см.
Для выравнивающего слоя можно употреблять песок, использованный для ухода за цементогрунтовым основанием.
Установка рельс - форм . Рельс - формы разрешается устанавливать после приемки цементогрунтового основания на участке длиной не менее 500 м (рис. 1).
Линии установки рельс - форм в плане разбивают по одной стороне покрытия при помощи теодолита, по другой стороне - по шаблону. Линии обеих ниток рельс - форм провешивают и обозначают на прямых участках штырями, забитыми через 40 м, на криволинейных участках трассы - через 5 - 10 м.
Затем по линии установки намечают места расположения стыков рельс - форм. Для этого в створе со штырями, в местах расположения стыков рельс - форм, под нивелир забивают штыри так, чтобы внешний край каждого штыря лежал на грани, а верх - на проектной отметке будущего покрытия.
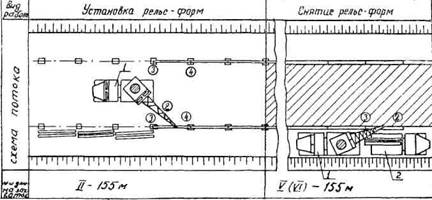
Рис. 1. Технологическая схема установки и снятия рельс - форм:
1 - автокран грузоподъемностью до 5 Т; 2 - бортовой автомобиль грузоподъемностью 3,5 Т. Кружками с цифрами обозначены расстановка и разряд рабочих.
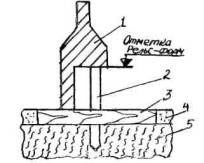
Рис. 2. Шаблон для установки подкладок под рельс - формы:
1 - шаблон; 2 - штырь, выставленный по нивелиру; 3 - подкладка; 4 - выравнивающий слой; 5 - цементогрунтовое основание.
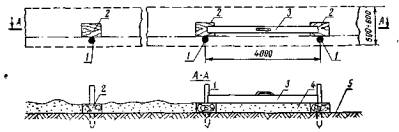
Рис. 3. Подготовка основания для установки рельс - форм:
1 - штыри, выставленные по линии установки рельс - форм; 2 - подкладки под стыки рельс - форм; 3 - контрольная рейка; 4 - песчаный выравнивающий слой; 5 - цементогрунтовое основание
Рядом с контрольными штырями устанавливают деревянные подкладки, пользуясь шаблоном (рис. 2). После установки подкладок на них устанавливают рейку, выравнивают песчаный подстилающий слой заподлицо с верхом подкладок и уплотняют его на ширину не менее 0,5 м (рис. 3).
В случае работы бункерного распределителя ДС-503А (Д-375) с перегрузочным ковшом, следует особенно тщательно выравнивать и уплотнять песчаный выравнивающий слой под ту нитку рельс - форм, со стороны которой установлен ковш. Под стыки этой нитки необходимо укладывать уширенные деревянные подкладки.
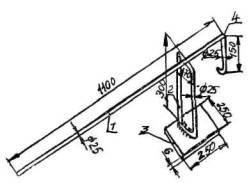
Рис. 4. Приспособление для подъема рельс - форм при рихтовке:
1 - рычаг; 2 - рамка; 3 - плита; 4 - крюк
Автокраном, располагаемым по середине основания, укладывают рельс - формы с обеих сторон на подкладки, а затем выправляют их положение в плане и по высоте по разбивочным штырям. Для подъема рельс - форм при выправке по высоте применяют специальное приспособление (рис. 4). Для этого приспособление устанавливают около рельс - формы, заводят крюк за скобу замкового соединения рельс - формы и с помощью рычага поднимают ее на требуемую высоту.
Смежные звенья рельс - форм соединяют замками и крепят каждую рельс - форму четырьмя штырями, входящими в состав комплекта рельс - форм.
С одной стоянки автокрана (без установки аутригеров) устанавливают по 2 - 3 звена каждой нитки.
Установленные рельс - формы обкатывают профилировщиком ДС-502А (Д-345), проверяют нивелиром отметки в каждом стыке рельс - форм и в местах просадок подштопывают песком. Отдельные неровности в рельс - формах и их стыках не должны превышать 2 мм в вертикальной и 5 мм в горизонтальной плоскостях.
Разница в отметках стыков рельс - форм после обкатки и выверки не должна превышать 5 мм.
Для ускорения установки рекомендуется пронумеровать рельс - формы, чтобы при перестановке сохранялся постоянный порядок их расположения. Рельс - формы необходимо систематически очищать, а все неисправные - заменять. Запрещается перемещать рельс - формы волоком.
Рельс - формы устанавливают только в дневное время.
Для производительной работы бетоноукладочного комплекта длина участка с установленными рельс - формами должна быть не меньше 170 м.
Снятие рельс - форм . Рельс - формы снимают не ранее чем через 18 ч после укладки бетона при температуре воздуха 15°С и выше и не ранее 24 ч при температуре ниже 15°С.
Перед снятием рельс - форм нужно извлечь все штыри для крепления рельс - форм к основанию и выбить все клинья из замковых соединений. Штыри извлекают при помощи специального приспособления (рис. 5). На головку вбитого штыря надевают насадку и поворачивают на 45°, после чего при помощи рычажного устройства штырь извлекают.
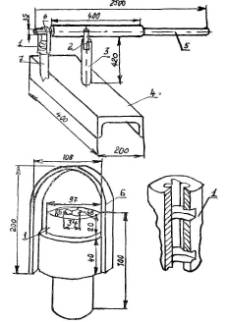
Рис. 5. Приспособление для выдергивания штырей рельс - форм:
1 - насадка; 2 - вилка; 3 - стойка; 4 - отрезок швеллера; 5 - рычаг; 6 - хомутик; 7 - штырь рельс - формы.
Насадка представляет собой цилиндр с двумя продольными вырезами в стенке и двумя канавками по внутреннему диаметру. Продольные вырезы служат для направления головки штыря, а канавки по внутреннему диаметру - для поворота насадки.
Каждое звено рельс - форм осторожно отделяют от бетона, постукивая кувалдой по рельсу. Нельзя забивать ломы или стальные клинья между бетоном и рельс - формой.
Автокраном при помощи цанговых захватов звено рельс - форм поднимают за головку рельса и отводят в сторону, одновременно раздвигая ломом замковое соединение. Рельс - формы очищают от бетонной смеси и песка и грузят автокраном на автомобиль.
На автомобиль следует укладывать не более 12 - 15 звеньев, избегая при этом механических повреждений рельс - форм. Одновременно с рельс - формами грузят штыри, предварительно собранные в ящики. Автокран и автомобиль по обочине перемещаются к месту установки рельс - форм, которые автокраном выгружают и раскладывают вдоль линии установки.
Немедленно после снятия рельс - форм грани бетонного покрытия смазывают пленкообразующим материалом и присыпают песком.
При установке рельс - форм следует руководствоваться следующей технической литературой:
1. « Инструкция
по устройству цементобетонных покрытий автомобильных дорог». ![]() М., Транспорт, 1968 (пп. 98-111).
М., Транспорт, 1968 (пп. 98-111).
2. «Автомобильные дороги. Правила производства и приемки работ. Приемка в эксплуатацию». СНиП III -Д.5-73, М., Стройиздат, 1976.
3. «Правила техники безопасности при строительстве, ремонте и содержании автомобильных дорог». М., Транспорт. 1969.
4. «Руководство по организации труда при производстве строительно-монтажных работ. Глава 28. Дорожные работы». Оргтрансстрой, М., 1971.
III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
До начала работ должно быть подготовлено цементогрунтовое основание, подъездные пути, проверена исправность и готовность машин.
Работа организуется в две смены и выполняется звеном по перестановке рельс - форм. Установку рельс - форм производят только в дневное время.
Планировку песчаного выравнивающего слоя выполняет машинист автогрейдера 6 разр., которого, как правило, не включают в состав комплексной бригады (1 захватка).
Состав звена по перестановке рельс - форм:
Машинисты автокранов 4 разряда - 2
Такелажники 2 разряда - 2
Дорожные рабочие: 4 разряда - 2
Дорожные рабочие: 3 разряда - 3
Итого: 9 человек
При работе звено выделяет такелажника 2 разр., дорожного рабочего 3 разр. и машиниста автокрана 4 разр. для снятия рельс - форм на участке, где бетон уже затвердел (захватка V или VI).
Дорожный рабочий и такелажник на этом участке извлекают при помощи приспособления штыри, закрепляющие рельс - формы, отделяют рельс - формы от бетона, очищают рельс - формы и грузят автокраном на автомобиль. Дорожный рабочий смазывает грани бетонного покрытия пленкообразующим материалом и присыпает песком.
Основной состав звена ведет установку рельс - форм на II захватке.
Дорожные рабочие 4 и 3 разр., работая по два на каждой нитке рельс - форм, выполняют совместно с мастером разбивочные работы, готовят основание под рельс - формы, устанавливают и крепят рельс - формы к основанию.
Машинист автокрана и такелажник 2 разр. подают рельс - формы к месту установки.
Работу организуют таким образом, что установку рельс - форм и их рихтовку производят в светлое время дня. В конце второй смены рабочие снимают рельс - формы с готового покрытия, перевозят и раскладывают их вдоль места установки и готовят основание под рельс - формы.
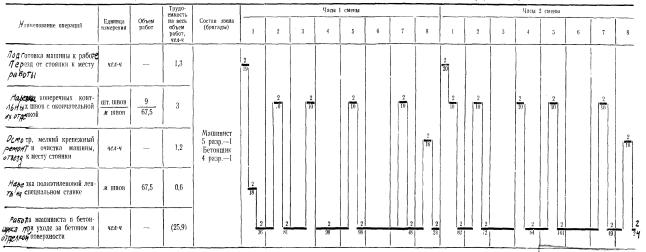
IV. ГРАФИК ПЕРЕСТАНОВКИ РЕЛЬС - ФОРМ НА ДВУХ ЗАХВАТКАХ ДЛИНОЙ 310 м (2325 м2 покрытия)
|
Наименование операций |
Единица измерения |
Объем работ |
Трудоемкость на весь объем работ, чел |
Состав звена (бригады) |
Часы 1 смены |
Часы 2 смены |
||||||||||||||
|
Трудоемкость на весь объем работ, чел |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||||
|
Разравнивание песка автогрейдером Д-144 |
100 м2 основания |
26,35 |
2,79 |
Машинист 6 разр. - 1 |
|
|||||||||||||||
|
Подготовительно-заключительные работы |
0,23 |
|||||||||||||||||||
|
Отдых |
0,27 |
|||||||||||||||||||
|
Установка рельс - форм автокраном с подготовкой основания и выгрузкой рельс - форм |
100 м одной нитки |
6,2 |
83,6 |
Машинист 4 разр. - 1 Такелажник 2 разр. - 1 Дорожные рабочие: 4 разр. - 23 разр. - 2 |
||||||||||||||||
|
Подготовительно-заключительные работы |
2,8 |
|||||||||||||||||||
|
Отдых |
9,6 |
|||||||||||||||||||
|
Снятие рельс - форм автокраном, очистка и погрузка на автомобиль |
100 м одной нитки |
6,2 |
41,8 |
Машинист 4 разр.-1 Такелажник2 разр. - 1 Дорожный рабочий 3 разр. - 1 |
||||||||||||||||
|
Подготовительно-заключительные работы |
1,4 |
|||||||||||||||||||
|
Отдых |
4,8 |
|||||||||||||||||||
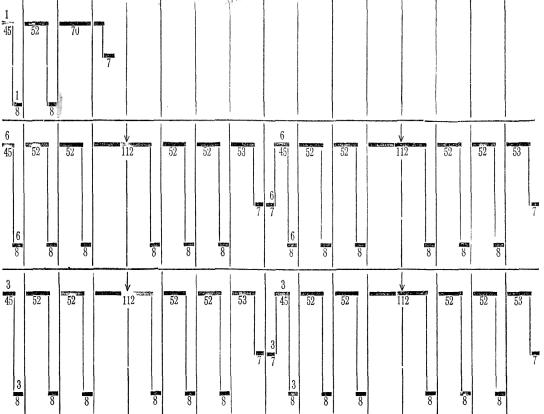
Итого : на две захватки 147,29
на 1000 м2 покрытия - 63,35 (7,92 чел-дн)
Примечание .
Цифра над линией - количество рабочих, занятых в операции.
Цифра под линией - продолжительность операции, мин.
↓ - рекомендуемое время начала обеденного перерыва .
V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА ПЕРЕСТАНОВКУ РЕЛЬС - ФОРМ НА ДВЕ ЗАХВАТКИ ДЛИНОЙ 310 м
|
Шифр норм и расценок |
Состав звена (бригады) |
Описание работ |
Единица измерения |
Объем работ |
Норма времени, чел-ч |
Расценка, руб. - коп. |
Нормативное время на полный объем работ, чел-ч |
Стоимость затрат труда на полный объем работ, руб. - коп. |
|
ЕНиР-17, |
Машинист |
Разравнивание песка автогрейдером ДЗ-99-2-2 |
100 м2 |
26,35 |
0,125 |
0-09,9 |
3,29 |
2-61 |
|
§ 17-1, |
6 разр. - 1 |
|||||||
|
табл. 2, |
|
|||||||
|
№ 1, (применительно) |
|
|||||||
|
ЕНиР-17, |
Машинист |
Установка рельс - форм автокраном |
100 м нитки |
6,2 |
18,2 |
10-32 |
112,84 |
63-98 |
|
§ 17-14, |
4 разр.-1 |
|||||||
|
№ 2 |
Такелажник 2 разр.-1 Дорожные рабочие: 4 разр.-2 |
|||||||
|
|
3 разр. -2 |
|||||||
|
|
2 разр. - 1 |
|||||||
|
ЕНиР-17, |
Машинист |
Снятие рельс - форм автокраном |
100 м нитки |
6,2 |
7,5 |
4-18 |
46,5 |
25-92 |
|
§ 17-14, |
4 разр.-1 |
|||||||
|
№ 3 |
Такелажник 2 разр.-1 Дорожный рабочий 3 разр.-1 |
|||||||
|
Итого: на две захватки длиной 310 м (2325 м2) |
|
|
|
162,63 |
92-51 |
|||
|
На 1000 м2 |
69,95 |
39-79 |
||||||
|
То же, чел-дн |
8,74 |
|
||||||
VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ.
|
Наименование показателей |
Единица измерения |
По графику Б |
По калькуляции А |
На
сколько процентов показатель по графику больше (+) или меньше (-), чем по
калькуляции |
|
Затраты труда на 1000 м2 однослойного покрытия |
чел-дн |
7,92 |
8,74 |
- 9,4 |
|
Средний разряд рабочих |
- |
3,5 |
3,22 |
- 8,7 |
|
Среднедневная заработная плата на одного рабочего |
руб. - коп. |
5-02 |
4-55 |
+ 10,3 |
|
Выработка одного рабочего в смену. |
м рельс - форм |
33,6 |
30,5 |
+ 10,2 |
VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
А. Основные материалы и полуфабрикаты
|
Наименование материалов |
ГОСТ, марка |
На две захватки (2325 м2) |
На 1000 м2 покрытия |
|
Песок. |
8736-67 |
147,2 м3 |
63,3 м3 |
Б. Машины и оборудование
Автогрейдер ДЗ-99-2-2 1 шт.
Автокраны КС-1562А 2 шт.
Автомобиль бортовой 1 шт.
Рельс - формы 200 шт.
В. Инструменты и приспособления
Рулетка измерительная металлическая, ГОСТ 7502-69 - 1
Ломы стальные строительные, ГОСТ 1405-72 - 3
Ломы (лапчатые), ГОСТ 1405-72 - 2
Приспособление для выдергивания штырей - 1
Приспособление для рихтовки рельс - форм - 2
Шаблоны для установки подкладок - 2
Поверхностный вибратор ИВ-2А, ГОСТ 7429-69 - 1
Кувалды, ГОСТ 11401-75 - 2
Молотки стальные строительные, ГОСТ 11042-72 - 2
Лопаты стальные строительные, ГОСТ 3620-76 - 4
Подштопки деревянные - 2
Подкладки деревянные под рельс - формы - 75-80 шт.
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2
УСТРОЙСТВО ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Карта предусматривает окончательное профилирование и уплотнение песчаного выравнивающего слоя толщиной 5 см и устройство цементобетонного покрытия комплектом бетоноукладочных машин.
В настоящей технологической карте предусмотрены:
сменная производительность - 155 м покрытия;
состав бригады - 14 чел.;
затраты труда на 1000 м2 покрытия - 11,9 чел-дн.
Однослойное цементобетонное покрытие толщиной 22 см и шириной 7,5 м укладывается по песчаному выравнивающему слою толщиной 5 см на цементогрунтовом основании.
Цементобетонную смесь приготовляют в двух установках непрерывного действия СБ-37 (С-780) или в одной установке СБ-78 и доставляют автомобилями-самосвалами ЗИЛ-ММЗ-555, МАЗ-503А.
Бетонную смесь укладывают бункерным распределителем ДС-503А (Д-375) с выгрузкой бетонной смеси в бункер или модернизированным бункерным распределителем ДС-503А (Д-375) с выгрузкой бетонной смеси на основание.
Бетонную смесь уплотняют и отделывают длиннобазовой бетоноотделочной машиной ДБО-7,5.
Во всех случаях применения настоящую карту следует привязывать к местным условиям производства работ с учетом конструктивных особенностей покрытия, материала выравнивающего слоя, способов нарезки швов и ухода за бетоном.
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Цементобетонное покрытие сооружают поточным методом с применением комплекта машин (рис. 6).
|
Вид работ |
Профилирование и уплотнение выравнивающего слоя |
Обмазка внутренних граней рельс - форм. Установка закладных деталей швов расширения. Укладка, уплотнение бетонной смеси и отделка поверхности. Нарезка контрольных швов в свежеуложенном бетоне. Нанесение пленкообразующих материалов. |
|
Схема потока |
|
|
|
№ и длина захваток |
III - 155 м |
IV - 155 м |
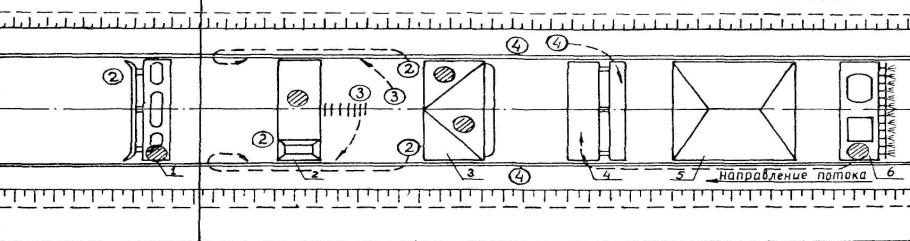
Рис. 6. Технологическая схема устройства цементобетонного покрытия:
1 - профилировщик ДС-502А (Д-345); 2 - бункерный распределитель бетона; 3 - длиннобазовая бетоноотделочная машина ДБО-7,5; 4 - нарезчик швов ДНШС-60-3М; 5 - тент; 6 - машина ЭНЦ-3 для розлива пленкообразующих материалов. Заштрихованный кружок - машинист; цифры в кружках обозначают разряд рабочих; стрелками показаны перемещения рабочих
Окончательное профилирование и уплотнение
песчаного выравнивающего слоя
Песчаный выравнивающий слой окончательно профилируют и одновременно уплотняют машиной ДС-502А (Д-345).
Перед началом работы рабочие органы машины устанавливают в рабочее положение и регулируют. Профилирующий отвал с помощью двух штурвалов подъемного механизма устанавливают на проектной отметке выравнивающего слоя с припуском 5 мм на уплотнение; уплотняющий вибробрус устанавливают с помощью двух специальных винтов так, чтобы задняя кромка поддона была на проектной отметке выравнивающего слоя, а передняя - на 5 мм выше.
В процессе работы необходимо следить, чтобы перед отвалом профилировщика был песчаный валик высотой 7 - 10 см. Песчаные валики, оставшиеся у рельс - форм после прохода профилировщика, зачищают заподлицо с поверхностью выравнивающего слоя.
Профилировщик ДС-502А (Д-345) за один проход планирует и уплотняет песок выравнивающего слоя. Песок должен иметь оптимальную влажность, при недостаточной влажности его поливают поливомоечной машиной.
Для устройства выравнивающего слоя на участках дорог, не имеющих объездов, при выгрузке бетонной смеси на основание профилировщик ДС-502А (Д-345) переоборудуют следующим образом:
с одной стороны рамы устанавливают домкрат с поворотной площадкой, с другой стороны на раме, на расстоянии около 1 м от колес, укрепляют домкраты с поворотными осями, несущими на себе колесные пары.
Переоборудованный профилировщик без помощи крана поднимается над рельс - формами, опираясь с одной стороны на рельс - форму через домкрат с поворотной площадкой, а с другой - на колесную пару. Затем при помощи колесной пары профилировщик разворачивают и устанавливают вдоль нитки рельс - форм, освобождая проезд по основанию автомобилей с бетонной смесью.
Установка закладных элементов швов расширения
В местах устройства швов расширения устанавливают деревянные прокладки со штырями и поддерживающим каркасом из арматурной стали диаметром не менее 6 мм.
Штыри изолируют на ⅔ длины слоем жидкого битума толщиной не более 0,3 мм. На изолированные концы штырей надевают в шахматном порядке картонные или резиновые колпачки, заполненные на длину 3 см опилками или войлоком.
Готовую прокладку, состоящую из двух частей длиной по 3,75 м, устанавливают строго перпендикулярно оси дороги и надежно закрепляют штырями через 0,8 - 1 м. Стыкующиеся концы прокладок соединяют скобами из проволоки диаметром 6 мм. Для обеспечения плотного примыкания прокладок их стыкуют по косому срезу. Зазор между прокладками в стыке не допускается, а между краем прокладки и рельс - формой не должен превышать 10 мм.
Прокладки должны стоять вертикально, а штыри - горизонтально (перпендикулярно плоскости прокладок). В проектном положении штыри удерживают сварными каркасами.
При устройстве паза шва в затвердевшем бетоне прокладку устанавливают так, чтобы ее верх после уплотнения бетона был ниже поверхности покрытия не более чем на 1 см.
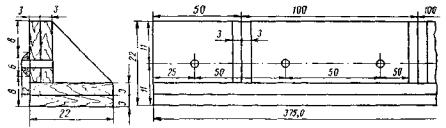
Рис. 7. Угольник-шаблон при толщине покрытия 22 см (размеры даны в см)
Расстояния между швами
расширения назначают в соответствии с указаниями « Инструкция по устройству цементобетонных покрытий автомобильных
дорог». ![]() М., «Транспорт», 1968.
М., «Транспорт», 1968.
При устройстве швов расширения следует
руководствоваться «Техническими указаниями по устройству деформационных швов в
цементобетонных дорожных покрытиях» ![]() Оргтрансстрой, М., 1969.
Оргтрансстрой, М., 1969.
В конце рабочей смены или при перерыве бетонирования продолжительностью более 3 ч устраивают рабочий шов при помощи угольника-шаблона из досок (рис. 7). Полки могут быть сбиты из двух досок толщиной по 30 мм, ширина полок равна толщине покрытия. На вертикальной полке угольника-шаблона имеется доска-сегмент для образования в торце плиты паза сферической формы и отверстия для стальных штырей-анкеров. Вертикальную полку покрывают битумной эмульсией слоем около 1 мм. Угольник-шаблон состоит из двух частей длиной по 3,75 м.
У рабочего шва удаляют бетонную смесь, устанавливают угольник-шаблон и крепят его костылями, которые забивают в основание вплотную к горизонтальной полке через 100-160 см. Верхняя грань полки должна совпадать с поверхностью покрытия.
Пазуху между покрытием и шаблоном-угольником заполняют бетонной смесью с некоторым избытком, уплотняют ее глубинным вибратором и забивают кувалдой стальные штыри диаметром 20 мм и длиной 50 см из арматуры периодического профиля или длиной 70 см из гладкой арматуры.
Распределение бетонной смеси машиной ДС-503А (Д-375)
До начала бетонирования внутренние грани рельс - форм смазывают известково-глиняным раствором, а полости между рельсом и бортом рельс - форм заполняют сухим песком; убирают угольник-шаблон и обмазывают бетон с торца плиты битумной эмульсией или пленкообразующим материалом, который применяют для ухода за бетоном. При этом обмазка стержня-анкера на длине более 8 см от торца плиты запрещается.
Бетонную смесь укладывают двумя способами:
А. Бетонную смесь доставляют автомобилями-самосвалами по обочине и выгружают в бункер машины ДС-503А (Д-375).
Б. Бетонную смесь из автомобилей-самосвалов выгружают на основание и разравнивают бункером модернизированной машины ДС-503А (Д-375).
А. Укладка
смеси бункерным распределителем
ДС-503А (Д-375)
Конструкция бункерного распределителя рассчитана на доставку бетонной смеси автомобилями-самосвалами с боковой разгрузкой. Для применения самосвалов с задней разгрузкой на распределителе монтируют разгрузочный ковш.
Бункер распределителя устанавливают в рабочее положение так, чтобы нижняя кромка бункера была выше рельс - форм на 2 - 3 см (запас на уплотнение).
При устройстве однослойного покрытия бетонную смесь распределяют сразу на полную толщину с перекрытием укладываемых поперечных полос на ⅓ ширины бункера.
В местах расположения швов расширения бетонную смесь следует распределять осторожно во избежание смещения прокладки шва расширения. Бункер, заполненный бетонной смесью, располагают так, чтобы его ось была над швом, а затем равномерно распределяют смесь по обе стороны прокладки и осторожно уплотняют глубинными вибраторами.
При устройстве двухслойного покрытия или покрытия, армированного сеткой, смесь распределяют послойно. Для этого бункер распределителя ДС-503А (Д-375) опускают в положение для укладки нижнего слоя и распределяют смесь на длине 8-10 м; затем машину возвращают в первоначальное положение и поднимают бункер в положение для укладки верхнего слоя. Для быстрой установки бункера распределителя в рабочее положение должны быть установлены фиксаторы, ограничивающие перемещение бункера вниз при укладке нижнего слоя и вверх при укладке верхнего слоя.
Перед распределением верхнего слоя бетонную смесь нижнего слоя уплотняют поверхностным вибратором и особенно тщательно у рельс - форм глубинным вибратором, а затем укладывают штыри в швах сжатия и в продольном шве и арматурные сетки в армированных покрытиях.
Для ускорения устройства двухслойного или армированного покрытия бетонную смесь можно укладывать двумя распределителями ДС-503А (Д-375). Этот способ дает значительное повышение сменной выработки при организации движения автомобилей - самосвалов с бетонной смесью по обеим обочинам с выгрузкой смеси для нижнего слоя с одной стороны дороги, для верхнего - с другой. Нижний слой в этом случае уплотняют бетоноотделочной машиной ДС-504А (Д-376).
Б. Укладка смеси модернизированным бункерным
распределителем ДС-503А (Д-375)
Конструкция модернизированного бункерного распределителя Д-375 рассчитана на распределение смеси, выгруженной автомобилями - самосвалами на подготовленное основание впереди распределителя.
Автомобиль-самосвал разворачивается за пределами основания и задним ходом въезжает на основание через въезд, образованный снятием двух рельс - форм.
Выгруженную бетонную смесь модернизированный распределитель (конструкция УС автодороги Москва - Рига) раздвигает смонтированными впереди на раме треугольными выступами, а затем разравнивает до заданной толщины поперечно-поступательными движениями бункера, оборудованного откидными щитками (рис. 8).
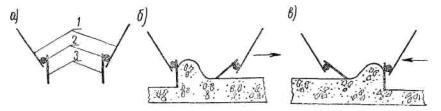
Рис. 8. Схема работы откидных щитков при разравнивании бетона, выгруженного на основание, модернизированным распределителем ДС-503А (Д-375):
а - схематическая конструкция бункера; б - работа щитков при движении вправо; в - работа щитков при движении влево; 1 - стенки бункера; 2 - шарнир, соединяющий откидные щитки со стенками бункера; 3 - откидные щитки.
Переоборудование бункерного распределителя может быть и несколько другим (конструкция СУ-848 треста «Киевдорстрой»). Переднюю балку рамы машины снимают, а вторую балку передней части рамы усиливают швеллером. В нижней части распределительного бункера устанавливают четыре отдельные заслонки, которые могут отклоняться под напором бетонной смеси только внутрь бункера. К передней части тележки бункера крепится на болтах кронштейн с лопастью. Для предотвращения поднятия бункера при работе на кронштейн устанавливают груз весом 150 кг.
К передним секциям рамы распределителя с внутренней стороны приваривают кожухи для предотвращения попадания смеси под колеса.
Базовую длину рамы машины укорачивают на 2,1 м путем вырезки средней части боковых швеллеров и уменьшают длину бункера до 1,4 м для улучшения транспортабельности машины.
Модернизированный распределитель работает следующим образом: выгруженную на основание бетонную смесь распределяют лопастью по ширине будущего покрытия с постепенным перемещением смеси передней частью рамы вперед. Затем при движении машины бункером окончательно планируют бетонную смесь. При этом заслонки, открывающиеся внутрь бункера, дают возможность излишкам смеси заполнить бункер и распределить ее в местах пропусков и углублений.
При устройстве двухслойного или армированного покрытия применяют два распределителя: модернизированный для устройства нижнего слоя и обычный для верхнего слоя. Смесь для нижнего слоя подают прямо на основание, а для верхнего слоя доставляют автомобилями-самосвалами по обочине и выгружают в бункер распределителя ДС-503А (Д-375).
Установка штырей в швах сжатия и продольном шве
Штыри для поперечных швов сжатия заготовляют из гладкой арматуры диаметром 18 мм, длиной 50 см и на ⅔ длины изолируют битумом. Крайние штыри располагают на 0,25 м от рельс - форм, а остальные - на расстоянии 1 м друг от друга. Для установки штырей применяют шаблон и вибропогружатель (рис. 9).
Шаблон укладывают на поверхность бетонной смеси так, чтобы его продольная ось совпала с линией шва, обозначенной на рельс - формах. Штыри раскладывают в пазы шаблона и затем вибропогружателем погружают на проектную глубину, фиксируемую опорной плитой. С изменением толщины покрытия меняют длину вилок вибропогружателя.
Штыри продольного шва заготовляют длиной 50 см из арматурной стали периодического профиля диаметром 18 мм или длиной 70 см - из гладком арматуры диаметром 16 мм. Эти штыри не изолируют битумом, их раскладывают поперек продольного шва на расстоянии 1 м друг от друга и заглубляют виброшаблоном.
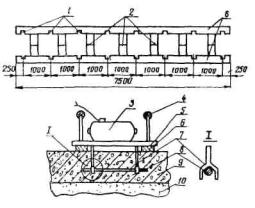
Рис. 9. Схема раскладки и погружения штырей:
1 - гнезда для штырей; 2 - метка осевой линии; 3 - поверхностный вибратор; 4 - резиновая ручка; 5 - опорная плита; 6 - шаблон для раскладки штырей; 7 - вилка вибропогружателя; 8 - штырь; 9 - свежеуложенный бетон; 10 - песчаный выравнивающий слой
Уплотнение бетонной смеси и отделка поверхности
Уплотнение бетонной смеси и отделку поверхности производят длиннобазовой бетоноотделочной машиной ДБО-7,5.
В местах установки прокладок для швов расширения и в месте рабочего шва до подхода длиннобазовой бетоноотделочной машины ДБО-7,5 бетонную смесь уплотняют глубинным вибратором. При этом следят за тем, чтобы прокладки и штыри в процессе вибрирования смеси сохраняли проектное положение.
Перед началом работы настраивают рабочие органы бетоноотделочной машины: уплотняющий брус, диагональные и поперечные вибробрусья, выглаживающий брус.
При помощи двух задних гидроцилиндров устанавливают по двум шкалам заднюю кромку уплотняющего бруса на уровне поверхности бетонной смеси с учетом припуска на уплотнение.
Виброорган состоит из двух диагональных и одного поперечного вибробруса. Диагональные вибробрусья устанавливают с помощью гидродомкратов на уровне головок рельс - форм. Поворотом эксцентриков подвески диагональных вибробрусьев регулируют угол атаки в пределах от 0 до 6°.
После установки угла атаки вибробрусьев регулируют положение выглаживающего вибробруса при помощи винтов его подвески. Нижнюю полость выглаживающего вибробруса для бетонной смеси с осадкой конуса до 1,5 см устанавливают на одном уровне с задней кромкой уплотняющего вибробруса, для более пластичной смеси - на 2 - 3 мм ниже. Поворотом штурвала устанавливают необходимый угол атаки выглаживающего бруса и регулируют число поперечных качаний; оба параметра определяют опытным путем.
Поперечный вибробрус включают в работу только у температурного шва. На расстоянии 5 м от шва поперечный вибробрус поднимают в транспортное положение.
В процессе работы необходимо постоянно следить за рабочими органами и регулировать их положение. Перед диагональными выравнивающими вибробрусьями должен быть непрерывный валик бетонной смеси высотой 1 - 3 см. При нарушении этого требования проверяют правильность установки бункера машины ДС-503А (Д-375) и задней кромки уплотняющего бруса. Валик бетонной смеси перед уплотнительным брусом должен иметь высоту 8 - 10 см. При увеличении этого валика необходимо несколько опустить виброорган; если перед диагональными брусьями после этого начнет появляться излишек бетонной смеси, необходимо опустить заднюю кромку уплотняющего вибробруса и бункер машины ДС-503А (Д-375).
С обеих сторон бетоноотделочной машины у рельс - форм закреплены два глубинных вибратора таким образом, чтобы уплотнять бетонную смесь у рельс - форм. Глубинные вибраторы должны быть снабжены ограничителями, исключающими заглубление вибраторов в основание.
При остановке или вторичной отделке поверхности вибраторы поднимают.
В тех случаях, когда укладка бетонной смеси ведется модернизированным бункерным распределителем с выгрузкой смеси прямо на основание, впереди на длиннобазовую бетонно-отделочную машину ДБО-7,5 устанавливают лопастной вал, снятый с бетоноукладочной машины ДС-504А (Д-376). Тогда перед виброуплотняющими брусьями образуется равномерный валик цементобетонной смеси, тем самым улучшается ровность покрытия.
При нормальном режиме работы длиннобазовая бетонно-отделочная машина ДБО-7,5 обеспечивает равномерное уплотнение цементобетонной смеси за один проход на первой скорости (0,7 м/мин).
Уплотнение и отделку бетонной смеси производят участками длиной не менее 12 - 15 м. Во время работы нельзя останавливать машину с работающими вибраторами, так как это ведет к образованию неровностей и волн на покрытии. При образовании на поверхности покрытия раковин и волн бетонщики вручную добавляют смесь в заниженные места и впадины, после чего бетоноотделочную машину пропускают повторно. При этом не рекомендуется включать механизм вертикального качания уплотняющего вибробруса, а его переднюю кромку следует зафиксировать в приподнятом на 20-30 мм положении.
После окончательного прохода длиннобазовой бетоноотделочной машины рабочие устраняют мелкие раковины и неровности гладилками с длинной ручкой и отделывают кромки покрытия. Сплошное заглаживание бетонной поверхности гладилками запрещается.
Ровность готового покрытия проверяют рейкой длиной 3 м в продольном и поперечном направлениях с перекрытием предыдущих положений на 2 м, При ровной поверхности рейка прилегает к бетону всей плоскостью и после отрыва оставляет непрерывный равномерный след.
Небольшие неровности устраняют вручную с помощью гладилок, а значительные - дополнительным проходом длиннобазовой бетоноотделочной машины.
Кромки готового покрытия обрабатывают металлической гладилкой с закругленным ребром. Острым ребром гладилки прорезают мелкую бороздку по линии кромки, а затем закругляют и выравнивают ее гладилкой. Ровные и закругленные кромки придают хороший вид покрытию и предотвращают разрушение его краев.
Для обеспечения точности нарезки пазов швов сжатия в затвердевшем бетоне по месту их устройства после отделки покрытия на поверхности свежеуложенного бетона тонкой проволокой отбивают черту.
Техника безопасности при работе
бетоноукладочного комплекта
При пуске машин необходимо соблюдать правила очередности включения узлов общей трансмиссии и отдельных агрегатов. Запрещается передвигать машины без сигнала. Сигнал для работы бункерного распределителя подается после ухода автомобиля-самосвала.
Выгружать бетонную смесь из автомобиля-самосвала в бункер распределителя разрешается после установки самосвала на ручной тормоз и подачи звукового сигнала.
Запрещается очищать стенки бункера во время его перемещения или движения машины.
При совместной работе бетоноукладочной и бетоноотделочной машины расстояние между ними должно быть не менее 10 м.
Во время работы машин запрещается становиться на вибробрус и отделочный брус. Нужно следить за тем, чтобы на верхней площадке вибробруса (вибродоски) не было бетонной смеси и посторонних предметов.
На участках с продольным уклоном необходимо устанавливать на рельс - формы тормозные башмаки для предупреждения самопроизвольного движения машин.
При производстве работ следует руководствоваться следующей технической литературой:
1. « Инструкция по устройству цементобетонных покрытий автомобильных
дорог». ![]() М., «Транспорт», 1968.
М., «Транспорт», 1968.
2. «Техническими указаниями по устройству
деформационных швов в цементобетонных дорожных покрытиях» ![]() Оргтрансстрой, М., 1969.
Оргтрансстрой, М., 1969.
3. «Автомобильные дороги. Правила производства и приемки работ. Приемка в эксплуатацию». СНиП III -Д.5-73, М., Оргтрансстрой, 1973.
III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Работы по окончательному профилированию и уплотнению песчаного выравнивающего слоя ведут на III захватке и работы по устройству цементобетонного покрытия - на IV захватке.
Длина сменной захватки определяется производительностью распределителя бетонной смеси ДС-503А (Д-375) и для условий, принятых в настоящей карте (цементобетонное покрытие толщиной 22 см, ширина покрытия 7,5 м), составляет при устройстве однослойного покрытия 155 м, двухслойного - 140 м.
До начала работ должно быть подготовлено цементо-грунтовое основание, подъездные пути для доставки смеси, проверена исправность и готовность машин. Рабочие должны быть обеспечены всеми необходимыми инструментами.
Цементобетонная смесь должна доставляться по следующему графику:
|
Тип и конструкция покрытия |
Часы смены |
Всего смеси, м3 |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||
|
Количество доставляемой смеси, м3 |
|||||||||
|
Однослойное цементобетонное покрытие шириной 7,5 м, толщиной 22 см: |
26 |
36 |
36 |
36 |
36 |
36 |
36 |
15 |
257 |
В зависимости от расстояния и условий доставки смеси работа автомобилей и цементобетонного завода должна быть увязана с графиком доставки смеси.
IV. ГРАФИК УСТРОЙСТВА ОДНОСЛОЙНОГО ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ ШИРИНОЙ 7,5 м, ТОЛЩИНОЙ 22 см НА ДВУХ ЗАХВАТКАХ ДЛИНОЙ 310 м (2325 м2)
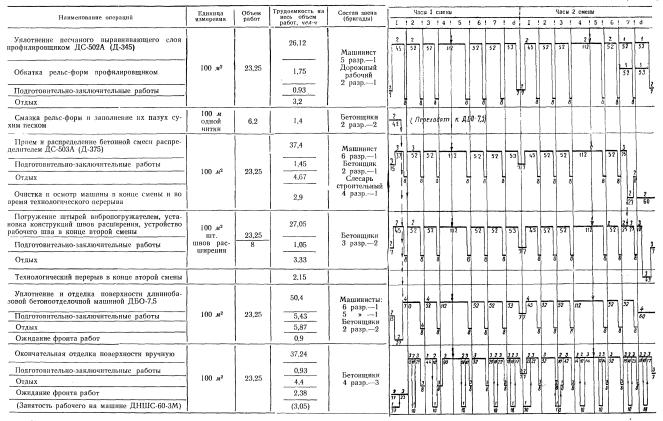
Итого: на две захватки - 220,95
на 1000 м2 - 95,03 (11,9 чел-дн)
Примечание . Цифра над линией - количество рабочих, занятых в операции.
Цифра под линией - продолжительность операции, мин.
![]() - рекомендуемое время начала обеденного
перерыва .
- рекомендуемое время начала обеденного
перерыва .
Количество автомобилей - самосвалов определяют расчетом, в зависимости от дальности возки смеси и скорости движения с умножением на коэффициент 1,1 - 1,15, учитывающий неравномерность движения. Окончательное количество автомобилей-самосвалов уточняют в процессе работы.
Автомобили-самосвалы должны быть оборудованы брезентовыми тентами. При устройстве двухслойного покрытия для доставки смесей разных марок должны быть закреплены определенные автомобили.
Работа организуется в две смены и выполняется звеном по подготовке песчаного выравнивающего слоя и звеном по устройству бетонного покрытия.
Машинисты обязаны в начале смены проверить готовность машин к работе, устранить мелкие неисправности, заправить машину горючим и водой, в процессе работы управлять машиной, а в конце смены очистить машину и сообщить механику о замеченных неисправностях.
Помощник машиниста длиннобазовой бетоноотделочной машины ДБО-7,5 обязан постоянно находиться на мостике и следить за рабочими органами, а в начале и в конце смены помогать машинисту в подготовке и очистке машины.
В звено по подготовке песчаного выравнивающего слоя входят: машинист профилировщика 5 разр. - 1, дорожный рабочий 2 разр. - 1. Дорожный рабочий, находясь впереди профилировщика, поддерживает постоянное сечение песчаного валика по всей длине отвала, подбрасывает недостающее количество песка или удаляет его излишки.
После окончательного уплотнения выравнивающего слоя дорожный рабочий заполняет внутренние полости рельс - форм сухим песком. В это время машинист перемещает профилировщик вперед на захватку по установке рельс - форм для их обкатки.
Звено по устройству бетонного покрытия ведет работы в следующем составе:
Машинист бункерного распределителя ДС-503А (Д-375) 6 разр. - 1
Машинист длиннобазовой бетоноотделочной машины ДБО-7,5; 6 разр. - 1
Помощник машиниста машины ДБО-7,5; 5 разр. - 1
Слесарь строительный 4 разр. - 1
Бетонщики: 4 разр. - 3
3 разр. - 2
2 разр. - 3
Один бетонщик 2 разр. постоянно находится на мостике бункерного распределителя, он очищает кузова самосвалов от остатков бетонной смеси, пользуясь лопатой с удлиненной ручкой.
При выгрузке бетонной смеси на основание этот бетонщик постоянно находится перед бункерным распределителем, он показывает водителям автомобилей место выгрузки бетонной смеси, помогает открывать задний борт и очищает кузов от остатков смеси, пользуясь лопатой с удлиненной ручкой. После прохода автомобилей-самосвалов он заглаживает гладилкой с длинной ручкой следы протектора на песчаном выравнивающем слое.
Два бетонщика 2 разр. в начале смены смазывают внутренние грани рельс - форм известково-глиняным раствором, а затем переходят к длиннобазовой бетоноотделочной машине ДБО-7,5, где поддерживают непрерывный валик бетонной смеси перед вибробрусьями, очищают рельс - формы от остатков смеси и по мере продвижения всего комплекса машин помогают бетонщикам 3 и 4 разр. передвигать тент.
После прохода распределителя ДС-503А (Д-375) два бетонщика 3 разр. с помощью шаблона устанавливают штыри в швах сжатия и продольном шве, глубинным вибратором уплотняют бетонную смесь около прокладок швов расширения, устанавливают и крепят прокладки швов расширения, следят за работой двух глубинных вибраторов, укрепленных на раме длиннобазовой бетоноотделочной машины у рельс - форм.
Вслед за длиннобазовой бетоноотделочной машиной два бетонщика 4 разр. с обеих сторон покрытия устраняют мелкие дефекты (раковины, впадины) гладилками, удаляют цементное молоко капроновыми щетками, проверяют рейкой ровность покрытия и отделывают его кромки. Третий бетонщик 4 разр. работает попеременно на отделке покрытия и на отделке швов с нарезчика швов в свежеуложенном бетоне ДНШС-60-3М.
V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА УСТРОЙСТВО ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ ШИРИНОЙ 7,5 м, ТОЛЩИНОЙ 22 см НА ДВУХ ЗАХВАТКАХ (2325 м2), ДЛИНОЙ 310 м
|
Шифр норм и расценок |
Состав звена (бригады) |
Описание работ |
Единица измерения |
Объем работ |
Норма времени, чел-ч |
Расценка, руб. – коп. |
Нормативное время на полный объем работ, чел-ч |
Стоимость затрат труда на полный объем работ, руб. - коп |
|
ЕНиР-17, § 17-15 |
Машинист 5 разр. - 1 Дорожные рабочие 2 разр.-2 |
Окончательное профилирование и уплотнение песчаного выравнивающего слоя профилировщиком Д-345 с обкаткой рельс - форм и заполнением песком внутренних полостей рельс - форм |
100 м2 |
23,25 |
1,77 |
0-99,6 |
41,15 |
23-16 |
|
Применительно ЕНиР-17, § 17-17 табл. 2, № 4-б, примечание, К=0,94 |
Машинисты: 6 разр.-2 5 разр. - 1 4 разр. - 1 Слесарь строительный 4 разр. - 1 Бетонщики: 4 разр. - 3 3 разр. - 4 2 разр. - 4 Дорожный рабочий 1 разр.-1 |
Устройство цементобетонного покрытия, смазка рельс - форм, установка прокладок швов расширения, распределение бетонной смеси машиной ДС-503А (Д-375), установка штырей в швах сжатия и в продольном шве, уплотнение смеси у рельс-форм вибратором, уплотнение и отделка смеси длиннобазовой бетоноотделочной машиной, заделка раковин и удаление цементного молока с бетонной поверхности |
100 м2 |
23,25 |
11,67 |
6-97 |
271,33 |
162-05 |
|
Итого: на две захватки (2325м2) |
|
|
|
|
312,48 |
185-21 |
||
|
На 1000 м2 |
|
|
|
|
134,4 |
79-66 |
||
|
То же, чел-дн |
|
|
|
|
16,8 |
|
||
VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Единица измерения |
По калькуляции А |
По графику Б |
На
сколько процентов показатель по графику больше (+) или меньше (-), чем по
калькуляции |
|
Затраты труда на 1000 м2 однослойного покрытия |
чел-дн |
16,8 |
11,9 |
-29,1 |
|
Средний разряд рабочих |
|
3,53 |
3,71 |
+5,1 |
|
Выработка 1 рабочего в смену |
м2 |
59,5 |
84,2 |
+41,5 |
|
Среднедневная заработная плата на 1 рабочего. |
руб. - коп. |
4-74 |
6-71 |
+41,5 |
VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
А. Основные материалы
|
Наименование |
гост |
Единица измерения |
Количество |
|
|
на 1000 м2 |
на две смены |
|||
|
Цементобетонная смесь марки 350 |
8424-72 |
м3 |
221 |
513,8 |
|
Прокладки для швов расширения |
- |
м3 |
0,146 |
0,34 |
|
Колпачки штыревого соединения |
- |
шт. |
100 |
232 |
|
Арматура на штыри (гладкая) |
10922-75 |
т |
0,3 |
0,7 |
Б. Машины, оборудование, инвентарь
|
Наименование |
Марка, ГОСТ |
Количество |
|
Профилировщик основания |
ДС-502А (Д-345) |
1 |
|
Распределитель бетонной смеси |
ДС-503А (Д-375) |
1 |
|
Длиннобазовая бетоноотделочная машина |
ДБО-7,5 |
1 |
|
Глубинные вибраторы (два из них укреплены на ДБО-7,5) |
типа ИВ-67, ГОСТ 10825-71 |
3 |
|
Контрольные металлические рейки длиной 3 м |
изготовляются в мастерских |
2 |
|
Шаблоны для раскладки штырей при вибропогружении |
изготовляются в мастерских |
2 |
|
Угольник-шаблон для устройства рабочего шва длиной 3,75 м |
то же |
2 |
|
Приспособление для погружения штырей |
То же |
2 |
|
Лопаты стальные строительные (совковые) |
ГОСТ 3620-76 |
4 |
|
Лопаты (штыковые) |
то же |
4 |
|
Лопаты (на длинной ручке) |
То же |
2 |
|
Гладилки с ручками длиной 3-3,5 м. |
изготовляются в мастерских |
3 |
|
Гладилки разные |
ГОСТ 10403-73 |
6 |
|
кельмы |
ГОСТ 9533-71 |
2 |
|
Кисти для смазки рельс - форм и торцов покрытия |
ГОСТ 10597-70 |
2 |
|
Ведра. |
|
2 |
|
Набор слесарных инструментов на каждую машину |
|
3 |
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 3
НАРЕЗКА КОНТРОЛЬНЫХ ШВОВ СЖАТИЯ В СВЕЖЕУЛОЖЕННОМ БЕТОНЕ МАШИНОЙ ДНШС-60-3М
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Технологическая карта составлена на устройство контрольных швов с одновременным введением полиэтиленовой прокладки в незатвердевшем цементобетонном покрытии.
В настоящей технологической карте предусмотрены:
нарезка контрольного шва посередине плиты длиной 36 м при ширине покрытия 7,5 м;
сменная производительность ДНШС-60-3М-155 м покрытия или 34 м швов;
состав звена - 2 человека (работают периодически);
затраты труда на 1000 м2 покрытия - 0,33 чел-дня.
Нарезчик работает в комплекте бетоноукладочных машин и движется по рельс - формам на расстоянии 15 - 20 м вслед за длиннобазовой бетоноотделочной машиной ДБО-7,5; его периодически обслуживает машинист машины ЭНЦ-3 для розлива пленкообразующих материалов. Нарезчик питается электроэнергией от бетоноотделочной машины ДБО-7,5 или от машины для нанесения пленкообразующих материалов.
При применении карты необходима привязка ее к местным условиям производства работ.
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
До начала нарезки швов размечают поперечные контрольные швы и отмечают деревянными колышками на обочине их положение.
Швы устраивают немедленно после обработки покрытия длиннобазовой бетоноотделочной машиной. Все работы должны быть закончены до начала схватывания бетонной смеси. Если процесс схватывания бетона уже начался, то швы нарезают в твердом бетоне дисковыми нарезчиками.
Нарезчик имеет два рабочих органа: один для нарезки продольного шва, который установлен в средней части передней рамы машины и укреплен неподвижно, второй - для нарезки поперечных швов, перемещающийся по направляющим вдоль рамы нарезчика. Для условий данной технологической карты рабочий орган для нарезки продольного шва не используется.
В качестве прокладки для швов применяется полиэтиленовая пленка (ГОСТ 10354-73), которую разрезают на ленты на специальном станке, одновременно скатывая их в бухты. Ленты нарезают шириной, большей глубины шва на 10 мм. Отклонения линии реза ленты от прямой должны быть в пределах ±2 мм. Для поперечных швов длина лент равна ширине покрытия.
На месте работ бухты полиэтиленовой ленты укладывают в специальные ящики, установленные на раме нарезчика швов.
Перед установкой в шов лента должна иметь температуру в пределах +10 - 25°С.
Для нарезки контрольных швов рабочий орган для нарезки поперечных швов подводят к рельс - форме и поворотом колонки устанавливают так, чтобы хвостовик вибропластины был обращен к рельс - форме (рис. 10). Бухту ленты надевают на стержень держателя так, чтобы она разматывалась по часовой стрелке (рис. 11).
Для установки ленты в шов ее заправляют в прорезь вибропластины и несколько протягивают. Конец ленты на длине 1,5 - 2 см обрезают, складывают вдвое и сложенный конец снизу вверх заводят в прорезь фиксатора.
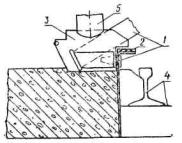
Рис. 10. Положение рабочего органа перед нарезкой поперечного шва:
1 - полиэтиленовая прокладка; 2 - головка фиксатора; 3 - вибропластина; 4 - рельс - форма; 5 - наконечник вибратора
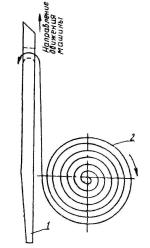
Рис. 11. Заправка полиэтиленовой ленты:
1 - вибропластина; 2 - бухта полиэтиленовой ленты.
Фиксатор с заправленной лентой устанавливают вплотную с рельс - формой и нажатием руки погружают в бетон до соприкосновения нижней грани ленты с поверхностью бетона. Вибропластину подводят к фиксатору, выправляют ленту, выбирая ее слабину на бухту. Включают вибратор и погружают фиксатор и вибропластину с лентой в бетон до упора головки фиксатора в поверхность рельс - формы. Включают механизм передвижения каретки и продолжают нарезку шва.
Фиксатор придерживают рукой, пока не прорежут 1,5 - 2 м шва, затем ленту у рельс - формы обрезают ножницами, конец ленты выпрямляют и поверхность бетона в зоне сопряжения отделывают гладилкой.
Сопряжения прокладок с рельс - формами должны быть под углом 90°. Зазор между рельс - формой и концом лепты не должен превышать 15 мм.
В конце шва при упоре вибропластины в рельс - форму муфта предельного момента срабатывает, и каретка рабочего органа останавливается. После этого выключают привод лебедки, а затем вибратор; ленту обрезают и вытягивают из прорези вибропластины крючком. Вибропластину поднимают, очищают от бетонной смеси и поворотом на 180° вокруг вертикальной оси устанавливают для нарезки следующего поперечного шва. Сопряжение ленты с рельс - формой тщательно заделывают гладилкой. Затем включают механизм передвижения машины для выхода нарезчика на линию следующего поперечного шва.
При нарезке всех видов швов нарезчиком ДНШС-60-3М необходимо выполнять следующие требования:
а) рабочие органы нарезчика должны быть в исправном состоянии;
б) вибропластину периодически, особенно при перерывах в работе и в конце смены, нужно очищать от смеси и промывать водой, а по мере износа - заменять;
в) резиновая гладилка должна быть эластичной. В процессе работы ее необходимо периодически очищать и промывать водой, а изношенную заменять новой, изготовленной из диэлектрического коврика толщиной 6 - 10 мм;
г) вибратор рабочего органа должен питаться током напряжением 36 в. Работа на пониженном напряжении не допускается;
д) при работе в холодную погоду полиэтиленовую ленту нужно подогревать до температуры +10°С.
К качеству нарезки швов предъявляются следующие требования:
а) шов должен быть прямолинейным; для этого нижнюю направляющую для передвижения рабочего органа ДНШС-60-3М опускают несколько ниже, уменьшая тем самым длину свободного конца штанги, на которой крепится рабочий орган;
б) лента должна быть установлена вертикально и омоноличена бетоном на всю глубину; наплывы бетона у ленты, завал ленты в бетон, зазоры и щели между бетоном и лентой не допускаются;
в) на пересечениях поперечных швов с продольными перерезают ленту продольного шва, лента поперечного шва должна быть цельной; концы ленты продольного шва должны быть уложены под прямым углом к ленте поперечного шва и соприкасаться с ней; не разрешается оставлять концы ленты загнутыми;
г) поверхность бетона у шва должна быть тщательно отделана и не иметь возвышений и впадин, превышение одной кромки шва над другой не должно быть более 3 мм;
д) глубина заложения полиэтиленовой ленты при устройстве поперечных швов должна быть не менее ¼ толщины покрытия (5,5 см). Лента должна выступать из шва над поверхностью бетона на 0,5 - 1 см.
Дефекты в работе рабочего органа нарезчика и способы их устранения
|
|
Возможные причины |
Способы устранения |
|
Лента рвется при закладке в бетон |
1. Прорезь вибропластины имеет заусеницы или забита бетоном. |
Очистить прорезь, устранить заусеницы |
|
2. Ширина ленты больше прорези. |
Заправить пластину лентой требуемой ширины |
|
|
3. Лента неправильно заправлена в прорезь вибропластины |
Ленту заправить с правой стороны; разматывание ленты с катушки должно проходить по часовой стрелке |
|
|
Плохое сцепление ленты с бетоном |
Недостаточная вибрация вибропластины вследствие неисправности вибратора, обрыва гибкого шланга, недостаточного напряжения тока, неправильной установки резиновых амортизаторов на валу колонки. |
Устранить неисправности в моторе или гибком шланге; отрегулировать напряжение, исправить установку резиновых амортизаторов |
|
Высокая скорость перемещения рабочего органа |
Снизить скорость перемещения рабочего органа |
|
|
При проходке рабочего органа происходит скалывание и разрушение бетона, лента не омоноличивается |
Упущено время нарезки швов, началось схватывание бетона |
На участке, на котором началось схватывание бетона, нарезку швов машиной ДНШС-60-3М прекратить, а нарезчик переместить на участок со свежеуложенным бетоном |
|
Вибропластина перекошена или загрязнена затвердевшим бетоном |
Пластину установить так, чтобы ее плоскость совпадала с вертикальной плоскостью шва и очистить |
|
|
При включении электродвигатель не работает |
Загрязнились или истерлись щетки кольца |
Зачистить щетки и притереть их к поверхности кольца, а при необходимости - заменить |
|
При включении электродвигатель гудит, а вал ротора не вращается или вращается медленно |
Нет напряжения в одной из фаз, ослаб контакт в выключателе |
Проверить сеть и контактные соединения |
|
Сильно греется рубильник вибратора |
Изношены шарикоподшипники, отсутствует или загрязнена смазка вибратора |
Сменить подшипники, проверить и обновить смазку |
|
Корпус вибратора под напряжением |
Замыкание токоведущих частей на корпус |
Найти и устранить замыкание |
|
Гибкий вал скручивается |
Нарушена центровка между электродвигателем и вибратором |
Исправить центровку |
Если в условиях континентального климата или в условиях резкого суточного перепада температуры швы в свежеуложенном бетоне предварительно не нарезали, то для предохранения бетона от температурных трещин применяют следующий способ.
На ранней стадии твердения, когда прочность бетона достигнет 50 - 70 кг/см2, в бетонном покрытии делают прорези на глубину ¼ - ⅓ толщины покрытия. Для этого применяют самоходный нарезчик конструкции ПКБ Главстроймеханизации, в конструкцию которого рекомендуется внести следующие усовершенствования:
1. Устанавливают вариатор, позволяющий увеличивать скорость вращения режущих дисков с 3260 до 4500 об/мин.
2. Устанавливают вариатор в цепи привода кареток, позволяющий увеличивать скорость подачи кареток с режущими дисками в пределах от 0,3 до 1,2 м/мин.
Для нарезки прорезей на шпиндели режущих головок нарезчика ставят по одному алмазному диску и увеличивают скорость вращения режущих дисков и скорость подачи кареток.
После того, как бетон наберет прочность не менее 100 кг/см2, в обычном порядке нарезают пазы швов сжатия, в том числе и на прорезях.
Техника безопасности при работе с ДНШС-60-3М
Рабочие-бетонщики при отделке швов вручную должны пользоваться медицинскими резиновыми перчатками.
Запрещается заправлять ленту в прорезь вибропластины при включенном электродвигателе вибратора, а также производить смазку, регулировку или какие-либо другие исправления на ходу машины.
Машинисту нарезчика запрещается резко погружать рабочий орган в обрабатываемый бетон, оставлять без надзора машину при включенном вибраторе. Запрещается пригружать вибронож для его вдавливания.
Необходимо постоянно следить за исправным состоянием кабеля, соединяющего нарезчик с источником питания электроэнергией, не допускать натяжения, скручивания и попадания кабеля на рельс - формы.
При перерывах в работе и после окончания работ на участках с большим продольным уклоном необходимо застопорить ходовую часть.
Машинист нарезчика должен следить за тщательным и надежным заземлением понижающего трансформатора машины.
При производстве работ по нарезке швов в свежеуложенном бетоне нарезчиком ДНШС-60-3М следует руководствоваться следующей технической литературой:
1. «Техническими указаниями по устройству
деформационных швов в цементобетонных дорожных покрытиях» ![]()
2. «Руководство по организации труда при производстве строительно-монтажных работ. Глава 28. Дорожные работы». М„ 1971.
III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Нарезчик швов ДНШС-60-3М обслуживают машинист 5 разр. и бетонщик 4 разр., которые привлекаются к нарезке швов в свежеуложенном бетоне периодически по мере необходимости.
Машинист является старшим в звене и ответственным за качество устройства и отделки швов. Во время нарезки швов он управляет машиной, наблюдает за правильной работой рабочих органов, следит за тем, чтобы лента хорошо сцеплялась с бетоном. Он заправляет ленту в прорезь вибропластины и выполняет другие операции, связанные с нарезкой швов. В начале смены машинист готовит машину к работе, а в конце смены очищает ее.
Бетонщик заправляет ленту в фиксатор и придерживает его рукой при нарезке в начале шва, обрезает ленту, извлекает фиксатор, очищает его от бетонной смеси, обрабатывает поверхность покрытия у шва и в местах сопряжения. Бетонщик периодически очищает и промывает водой вибропластину и резиновую гладилку. В начале и в конце смены помогает машинисту в подготовке машины к работе, уборке рабочего места, а также нарезает рулонный полиэтилен па ленты и сращивает концы лент для продольных швов.
В свободное время машинист нарезчика ДНШС-60-3М управляет машиной ЭНЦ-3 для розлива пленкообразующих материалов при уходе за бетоном, а бетонщик 4 разр. помогает бетонщикам в окончательной отделке поверхности и кромок бетонного покрытия.
IV. ГРАФИК УСТРОЙСТВА КОНТРОЛЬНЫХ ШВОВ С ЭЛАСТИЧНЫМИ ПРОКЛАДКАМИ НАРЕЗЧИКОМ ДНШС-60-3М В ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ ШИРИНОЙ 7,5 м НА ДВУХ СМЕННЫХ ЗАХВАТКАХ ДЛИНОЙ 310 и (67,5 м ШВОВ)
Итого: на две захватки 2325 м2 6,1
на 1000 м2 2,62 (0,33 чел-дн)
Примечание. Цифра над линией - количество рабочих, занятых в операции.
Цифра под, линией - продолжительность операции, мин.
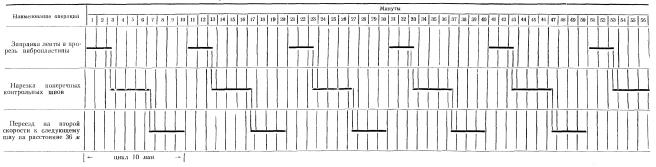
IV. ЦИКЛОГРАММА НАРЕЗКИ ПОПЕРЕЧНЫХ ШВОВ НАРЕЗЧИКОМ ДНШС-60-3м
V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА УСТРОЙСТВО ШВОВ С ЭЛАСТИЧНОЙ ПРОКЛАДКОЙ НАРЕЗЧИКОМ ДНШС-60-3М НА ДВУХ ЗАХВАТКАХ ДЛИНОЙ 310 м ПОКРЫТИЯ (67,5 м швов)
|
Шифр норм и расценок |
Состав звена (бригады) |
Описание работ |
Единица измерения |
Объем работ |
Норма времени, чел-ч |
Расценка, руб. - коп |
Нормативное время на полный объем работ, чел-ч |
Стоимость затрат труда на полный объем работ, руб. - коп. |
|
ЕНиР-17, § 17-19, № 1 |
Машинист 4 разр. - 1 Бетонщик 4 разр. - 1 |
Нарезка поперечных швов сжатия |
100 м шва |
0,68 |
6,8(3,4) |
4-25 |
4,62 |
2-89 |
|
ЕНиР, Общая часть, п. 4 |
То же |
Переезд нарезчика на 2-й скорости от шва к шву на расстояние 36 м |
чел-ч |
0,82 |
1 |
0-62,5 |
0,82 |
0-51,3 |
|
Новая норма Ростовской НИС за 1970 г |
Бетонщики: 4 разр. - 1 3 разр. - 1 |
Нарезка полиэтиленовой ленты на специальном станке для резки изола |
100 м шва |
0,68 |
0,97 |
0-60 |
0,66 |
0-41 |
|
Итого: на две захватки 310 м покрытия (2325 м2) |
|
|
|
|
6,1 |
3-81 |
||
|
на 1000 м2 покрытия |
|
|
|
|
2,62 |
1-64 |
||
|
То же, чел-дн |
|
|
|
|
0,33 |
|
||
VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Единица измерения |
По графику Б |
По калькуляции А |
На
сколько процентов показатель по графику больше (+) или меньше (-), чем по
калькуляции |
|
Затраты труда на 1000 мг покрытия |
чел-дн |
0,33 |
0,33 |
- |
|
Средний разряд рабочих. |
- |
4 |
4 |
- |
|
Среднедневная заработная плата на одного рабочего |
руб. - коп. |
5-00 |
5-00 |
- |
|
Сменная выработка одного рабочего. |
м шва |
89,5 |
89,5 |
- |
Техническая производительность нарезчика ДНШС-60-3М при работе одного бетоноукладочного комплекта ДС-503А (Д-375) и ДБО-7,5 используется не полностью, поэтому рабочий-бетонщик во время технологических перерывов помогает звену бетонщиков на отделке поверхности и кромок покрытия, а машинист управляет машиной ЭНЦ-3 для розлива пленкообразующих.
VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
А. Основные материалы (на 100 м шва)
|
Наименование |
гост |
Единица измерения |
Количество |
|
|
смены |
на 1000 м2 покрытия |
|||
|
Полиэтиленовая лента (шириной 6,5 см) |
ГОСТ 10354-73 |
|
|
|
Б. Машины, оборудование, инвентарь
|
Наименование |
Марка |
Количество |
|
Нарезчик швов |
ДНШС-60-3М |
1 |
|
Станок для резания рулонного изола. |
- |
1 |
|
Скалка (труба диаметром 51 мм, длиной 40-50 см) |
- |
1 |
|
Нож для резания полиэтилена. |
ГОСТ 18973-73 изготовляется |
1 |
|
Гладилка с прорезью. |
в мастерских |
1 |
|
Удлиненная гладилка. |
То же |
1 |
|
крючок |
То же |
1 |
|
Лопаточка металлическая |
ГОСТ 9533-71 |
1 |
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 4
УХОД ЗА ЦЕМЕНТОВЕТОННЬШ ПОКРЫТИЕМ ПЛЕНКООБРАЗУЮЩИМИ МАТЕРИАЛАМИ ТИПА «ПОМАРОЛЬ» МАШИНОЙ ЭНЦ-3
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
В технологической карте предусмотрен уход за свежеуложенным цементобетонным покрытием (толщиной 22 см, шириной 7,5 м) пленкообразующим материалом ПМ-86 или ПМ-100АМ (Помароль) за два прохода распределителя (машины ЭНЦ-3) с общей нормой розлива 0,4 кг на 1 м2 поверхности.
Состав и свойства пленкообразующего
материала помароль должны соответствовать требованиям «Технических указаний по
уходу за свежеуложенным бетоном дорожных и аэродромных покрытий с применением
пленкообразующих материалов». ![]() М., 1970.
М., 1970.
Помароль выпускается промышленностью и доставляется к месту строительства в металлических бочках.
Сменная захватка в технологической карте принята по производительности комплекта бетоноукладочных машин-155 м или 1162 м2 цементобетонного покрытия.
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Помароль наносят на свежеуложенный бетон после окончательной отделки покрытия, удаления с его поверхности цементного молока и воды, выделившихся в процессе вибрирования бетонной смеси, и устройства швов в свежеуложенном бетоне.
До нанесения пленкообразующего материала укрывают влажной мешковиной, полиэтиленовой пленкой или тентами.
Помароль наносят на поверхность свежеуложенного покрытия в сухую погоду при температуре воздуха не ниже +5°С. Момент нанесения зависит от температуры и влажности воздуха, скорости ветра и свойств цемента и составляет от 5 до 30 мин после отделки покрытия (определяется по отсутствию влаги на ладони при прикосновении к бетону).
Помароль наносят на свежеуложенный бетон распределителем пленкообразующих материалов - машиной ЭНЦ-3, технологически связанной с комплектом бетоноукладочных машин. Бак для хранения пленкообразующих материалов емкостью 1200 л установлен на платформе ЭНЦ-3. Из этого бака помароль насосом перекачивается в расходный бак емкостью 200 л.
Рабочая скорость передвижения машины ЭНЦ-3 (1,5 м/мин) и скорость перемещения каретки с распылителем (0,8 м/сек) постоянные.
Чтобы обеспечить норму розлива помароля, машинист подбирает распылительное сопло (по диаметру выходного отверстия распылителя) из набора распылителей, а также давление в системе нагнетания (от 2,5 до 5 ати.).
Ширина полосы распределения помароля после прохода каретки с распылителем составляет 45 - 50 см при высоте подвески распылителя над покрытием 25 - 30 см.
Для получения более качественной и прочной пленки на поверхности бетона помароль наносят за 2 раза при норме розлива 0,2 кг/м2 за один раз.
Перед нанесением первого слоя помароля машину перемещают от места стоянки к началу участка свежеуложенного бетона, включают механизм передвижения каретки с распылителем и компрессор, который нагнетает пленкообразующую жидкость из расходного бака через шланг к соплу распределителя. Движением машины по рельс - формам вдоль обрабатываемого участка и движением каретки с распылителем по раме машины осуществляется распыление пленкообразующей жидкости.
Так как рабочая скорость машины ЭНЦ-3 выше, чем скорость бетоноукладочного комплекта, розлив помароля производят по мере готовности покрытия небольшими участками длиной в среднем 14 м.
По окончании распределения помароля на участке машину необходимо остановить, перекрывая при этом краник сопла. Как только бетоноукладочный комплект создает достаточный фронт работ для распределителя, обрабатывают следующий участок. Обработав второй участок, перемещают машину к началу первого участка и наносят второй слой пленкообразующего материала.
После распределения второго слоя помароля на первом участке, машину подают на третий участок, обработав который, перемещают машину на предыдущий участок для нанесения второго слоя. При этом второй слой наносят через 30 - 60 мин после нанесения первого. Дефектные места (т. е. пропуски, сухие полосы) устраняют повторным проходом машины ЭНЦ-3.
В ветреную погоду факел тонко распыленной жидкости раздувает, что резко ухудшает качество нанесения. Для уменьшения раздувания помароля на подвижную часть каретки устанавливают защитный кожух.
По необходимости, во время ожидания готовности очередного участка свежеуложенного бетонного покрытия, помароль из емкости, находящейся на платформе машины, перекачивают в расходный бак распределителя ЭНЦ-3.
По окончании нанесения пленкообразующего материала на сменной захватке, машинист возвращает машину ЭНЦ-3 назад на расстояние 25 - 30 м, чтобы в промежуток между краем сменной захватки и машиной ЭНЦ-3 мог разместиться комплект бетоноукладочных машин для того, чтобы в начале следующей смены бетоноукладчик мог сразу приступить к распределению бетонной смеси, начиная от края предыдущей сменной захватки.
Техника безопасности
Во время нанесения помароля машиной ЭНЦ-3 на поверхность свежеуложенного бетона необходимо соблюдать «Правила техники безопасности при строительстве, ремонте и содержании автомобильных дорог», Транспорт, М., 1969.
Во время работы машинист обязан быть в комбинезоне, брезентовых рукавицах, головном уборе и защитных очках.
При попадании пленкообразующей жидкости на кожу рук и лица следует немедленно вымыть их керосином, а затем теплой водой с мылом и насухо протереть. Вблизи емкостей и расходного бака с помаролем нельзя курить и зажигать огонь вблизи распределителя.
Во время нанесения помароля или во время перемещения машины ЭНЦ-3 вдоль полосы, машинист должен постоянно находиться на рабочем мостике у пульта управления механизма.
Машину ЭНЦ-3 необходимо заправлять только механизированным способом (специальной насосной установкой, вакуумным устройством); следить за целостью шлангов и надежностью их крепления; работать следует с установленным над распылителем защитным кожухом; без искрогасителя на выхлопной трубе двигателя электростанции, при неисправном и искрящемся электрооборудовании работа категорически воспрещается.
III . УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Уход за свежеуложенным цементобетонным покрытием пленкообразующим материалом выполняют в две смены. Для успешного выполнения работ на участок должны быть заранее доставлены бочки с помаролем. Длина сменной захватки определена производительностью комплекта бетоноукладочных машин и равна 155 м (или 1162 м2) покрытия.
ГРАФИК УХОДА ЗА СВЕЖЕУЛОЖЕННЫМ ПОКРЫТИЕМ ПУТЕМ РОЗЛИВА ПЛЕНКООБРАЗУЮЩЕГО МАТЕРИАЛА ПОМАРОЛЬ РАСПРЕДЕЛИТЕЛЕМ ЭНЦ-3 НА ДВУХ СМЕННЫХ ЗАХВАТКА 310 м ЦЕМЕНТОБЕТОННОГ О ПОКРЫТИЯ (2325 м2)
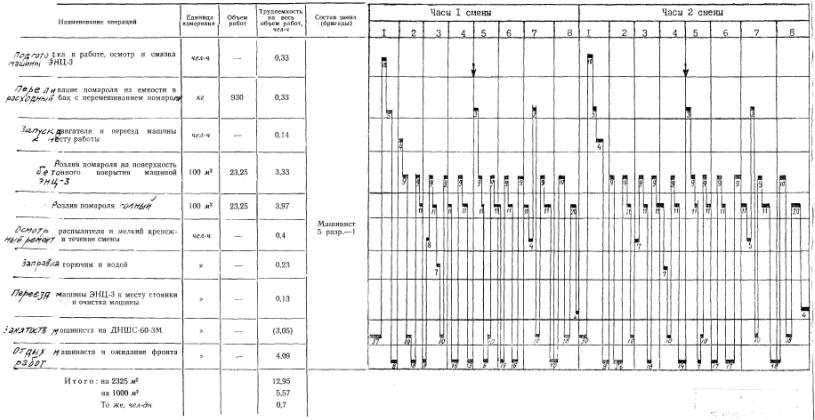
п римечание. Заправку емкости, установленной на машине ЭНЦ-3, помаролем производят по мере необходимости во время технологических перерывов.
Цифра под линией - продолжительность операции, мин.
↓ - рекомендуемое время начала обеденного перерыва.
До начала работы машины ЭНЦ-3 должен быть отделан комплектом бетоноукладочных машин участок покрытия длиной не менее 12-16 м.
Управление распределителем пленкообразующих материалов ЭНЦ-3 осуществляет машинист 5 разр., который во время технологических перерывов управляет нарезчиком ДНШС-60-3М (см. технологическую карту № 3).
В начале смены он проверяет готовность машины к работе, устраняет мелкие неисправности, производит заправку горючим и водой; занимается подбором основных регулируемых параметров - распылительного сопла, давления; проверяет фактический расход помароля и его наличие в расходном баке машины. При наполнении расходной емкости машинист тщательно перемешивает помароль вручную в емкости, находящейся на платформе, а затем перекачивает его в расходную емкость. В промежутках между распылением он прочищает сопло распылителя.
Отдых машинисту следует совмещать по времени с технологическими перерывами, связанными с ожиданием готовности следующего участка работ. Технический уход за машиной, заправку емкости, установленной на машине, производят по мере необходимости во время технологических перерывов.
За 50 мин до окончания смены комплект бетоноукладочных машин должен прекратить укладку и уплотнение бетонной смеси с таким расчетом, чтобы к концу смены можно было обработать покрытие помаролем.
V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА УХОД ЗА СВЕЖЕУЛОЖЕННЫМ ЦЕМЕНТОБЕТОННЫМ ПОКРЫТИЕМ ПЛЕНКООБРАЗУЮЩИМ МАТЕРИАЛОМ ПОМАРОЛЬ РАСПРЕДЕЛИТЕЛЕМ ЭНЦ-3 НА ДВУХ ЗАХВАТКАХ 310 м ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ (или 2325 м2)
|
Шифр норм и расценок |
Состав звена |
Описание работ |
Единица измерения |
Объем работ |
Норма времени, чел-ч |
Расценка, руб. - коп |
Нормативное время на полный объем работ, чел-ч |
Стоимость затрат труда на полный объем работ, руб. - коп |
|
ЕНиР-17, § 17-17, № 46 |
Машинист 5 разр.-1 |
Нанесение помароля на поверхность свежеуложенного цементобетонного покрытия машиной ЭНЦ-3 за два раза |
100 м2 покрытия |
23,25 |
0,69 |
0-48,4 |
16,04 |
11-25 |
|
Итого: на две захватки длиной 310 м (2325 м2) |
|
|
|
|
16,04 |
11-25 |
||
|
на 1000 м2 |
|
|
|
|
6,9 |
4-84 |
||
|
То же, чел-дн |
|
|
|
|
0,86 |
|
||
VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Единица измерения |
По калькуляции А |
По графику Б |
На
сколько процентов показатель по графику больше (+) или меньше (-), чем по
калькуляции |
|
Затраты труда на сменную захватку 1000 м2 цементобетонного покрытия |
чел-дн |
0,86 |
0,7 |
- 18,6 |
|
Средний разряд рабочих |
- |
5 |
5 |
- |
|
Среднедневная заработная плата одного рабочего |
руб. - коп. |
5-60 |
6-94 |
+ 23,9 |
|
Коэффициент использования машины ЭНЦ-3 по времени в течение смены. |
|
|
0,65 |
|
VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
А. Основные материалы
|
Наименование |
Единица измерения |
Количество |
|
|
на 1000 м2 |
на 2 сменных 2325 м2 |
||
|
Помароль ПМ-86 или ПМ-100АМ |
кг |
400 |
930 |
Б. Машины, оборудование, инвентарь
|
Наименование |
Марка |
Количество |
|
Распределитель пленкообразующего материала |
ЭНЦ-3 |
1 |
|
Электростанция |
ЭСД-20-Т/230 |
1 |
|
Набор слесарных инструментов |
- |
1 комплект |
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 5
НАРЕЗКА ТЕМПЕРАТУРНЫХ ШВОВ В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ НАРЕЗЧИКОМ С АЛМАЗНЫМИ ДИСКАМИ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящая технологическая карта предусматривает нарезку продольных и поперечных швов в цементобетонном покрытии нарезчиками с алмазными дисками ДС-510 (Д-903) и установкой с двумя модернизированными нарезчиками КРНША.
В основу технологической карты положены следующие исходные данные:
ширина покрытия 7,5 м, толщина 22 см, поперечные швы сжатия нарезают через 6 м, швы расширения - через 36 м, контрольные швы сжатия нарезают по заложенной в свежеуложенный бетон изоловой ленте (комбинированный способ).
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Нарезку швов в затвердевшем бетоне производят при достижении бетоном прочности 80-100 кГ/см2. Время, необходимое для набора указанной прочности бетоном в зависимости от температуры воздуха, составляет в часах:
|
Время в часах |
6-8 |
10-12 |
15-20 |
24-30 |
|
Средняя температура воздуха, °С |
25-30 |
15-25 |
5-15 |
5 |
Швы нарезают ступенчатого сечения (рис. 12).
В настоящей технологической карте поперечные швы сжатия нарезают подряд. В случае отсутствия контрольных швов (нарезанных в свежеуложенном бетоне) в первую очередь нарезают швы посередине плиты между швами расширения. Затем последовательно ведут нарезку всех остальных швов.
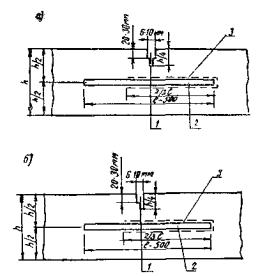
Рис. 12. Конструкция швов сжатия при устройстве швов в затвердевшем бетоне:
а - при нарезке швов тремя алмазными дисками (два диска диаметром 200 мм на переднем шпинделе и один диаметром 250 мм - на заднем шпинделе); б - при нарезке швов двумя алмазными дисками (один диаметром 250 ММ, второй диаметром 200 мм); 1 - паз шва для гидроизоляции; 2 - штырь; 3 - изоляция штыря
А. Нарезка швов двухдисковым нарезчиком ДС-510 (Д-903)
Нарезку швов нарезчиком ДС-510 производят после снятия рельс - форм.
Сначала на всей сменной захватке нарезают поперечные швы сжатия, потом пазы швов расширения, а затем-продольный шов.
Поперечные швы нарезают по схеме, не требующей съезда с бетонного покрытия на обочину, шов нарезают в два приема от середины к краям (рис. 13).
Для нарезки швов сжатия со ступенчатым сечением на рабочем органе нарезчика устанавливают передний карборундовый диск диаметром 300 - 320 мм, толщиной 7 - 8 мм, задний диск - алмазный такого же диаметра толщиной 2,5 - 3,5 мм. Шов со ступенчатой формой прорези может быть получен также при нарезке алмазными дисками:
1) двумя дисками диаметром 250 мм и 200 мм, установленными на одном шпинделе;
2) тремя дисками, из которых два диаметром 200 мм установлены на переднем и один диаметром 250 мм - на заднем шпинделе нарезчика.
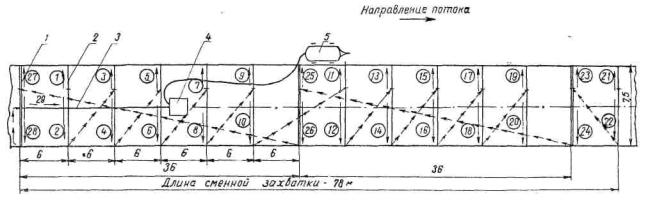
Рис. 13. Технологическая схема нарезки температурных швов в затвердевшем цементобетонном покрытии нарезчиком ДС-510 с алмазными дисками:
1 - шов расширения; 2 - поперечный шов сжатия; 3 - продольный шов; 4 - нарезчик швов ДС-510 (Д-903); 5 - цистерна с водой Стрелками обозначено направление движения нарезчика при нарезке швов (рабочий ход), а цифрами в кружках - последовательность нарезки; пунктиром обозначено направление движения нарезчика на транспортной скорости (холостой ход).
Для нарезки паза швов расширения на одном из шпинделей устанавливают пакет карборундовых дисков, общая толщина которого равна ширине шва.
Паз шва расширения может быть прорезан двумя алмазными дисками, раздвинутыми на ширину паза, и прокладкой между ними, фиксирующей положение дисков по ширине. Гребень после такой прорезки сбивается зубилом.
При установке дисков на рабочем органе нарезчика проверяют точность их положения в одной плоскости и надежность закрепления.
Для нарезки паза шва заданного сечения диски устанавливают по высоте, регулируя их положение датчиками глубины.
При нарезке пазов швов алмазные диски рекомендуется охлаждать смазывающе-охлаждающей жидкостью СОЖ следующего состава: в 1 м3 воды растворяют 10 кг гудрона от хлопкового масла и 0,35 кг каустической соды.
В качестве СОЖ можно также применять водно-мыльный раствор с содержанием стирального порошка «Лотос», «Кристалл», «Донбасс», «Мылолит» в количестве от 0,3 до 0,5%.
Стиральный порошок вводят в расходную емкость с водой охлаждения на рабочей площадке.
Применение СОЖ сокращает расход алмазных дисков и воды, позволяет увеличить производительность нарезчиков.
Перед началом работы нарезчика размечают швы, прочерчивая их по рейке на бетонном покрытии. Линию шва можно отбить на поверхности свежеуложенного бетона тонкой проволокой (см. технологическую карту № 2, раздел II «Уплотнение бетонной смеси и отделка поверхности»).
Нарезчик подключают к цистерне с водой емкостью 1 - 3 м3. Емкость устанавливают посередине участка работ на обочине или на краю покрытия. По мере передвижения нарезчика емкость с водой перемещают автомобилем или трактором.
Нарезчик устанавливают на линию разметки шва так, чтобы указатели, расположенные на поворотном круге, совпали с линией разметки. Затем нарезчик поднимают на поворотном круге и при помощи выдвижной рукоятки разворачивают на такой угол, чтобы указатель продольной симметрии совпал с линией разметки шва. После этого нарезчик опускают на ходовые колеса и начинают нарезку шва, заглубляя диски и охлаждая их водой через форсунки.
Нарезку шва начинают одновременным включением вращения дисков и их водяного охлаждения. Нажатием ножной педали рабочий орган опускают и диски заглубляют в бетон. С помощью регулятора скорости (дросселя гидродвигателя) включают минимальную подачу и постепенно увеличивают ее до оптимальной величины.
Контроль за заглублением дисков ведется визуально по сегменту заглубления диска. При нарезке шва необходимо следить за охлаждением детское и при появлении пара или искр уменьшить скорость резания.
Ориентировочно скорость подачи при нарезке алмазными дисками швов глубиной 5 см в бетоне на гранитном щебне и кварцевом песке должна составлять 0,5 - 0,7 м/мин.
После того, как первая часть поперечного шва (1,5 - 2 м до края покрытия) нарезана, рабочий орган нарезчика переводят в транспортное положение (при этом вращение дисков автоматически останавливается), поднимают нарезчик на поворотном круге и поворачивают на 180°. Точность разворота проверяется указателем продольной симметрии, который должен попасть в нарезанную часть шва. Нарезчик опускают на ходовые колеса, опускают рабочий орган (при этом диски должны войти в прорезанный ранее паз) и дорезают шов. При нарезке поперечного шва на покрытии с двускатным профилем в месте переезда машины через гребень необходимо опускать диски и контролировать глубину резания.
По окончании нарезки поперечного шва рабочий орган поднимают в транспортное положение, машину поднимают на поворотном круге и разворачивают ее для передвижения к следующему шву. Затем нарезчик опускается на ходовые колеса и на транспортной скорости переезжает к следующему шву.
Закончив нарезку поперечных швов сжатия, нарезчик разворачивают в сторону начала захватки, устанавливают диски для нарезки швов (расширения и нарезают пазы поперечных швов расширения.
После нарезки пазов швов расширения вновь устанавливают алмазные диски и нарезают продольный шов от начала захватки.
После окончания работы нарезчик устанавливают в транспортное положение на месте стоянки.
Если уход за свежеуложенным бетоном осуществляется битумной эмульсией или разжиженным битумом, то для предотвращения пробуксовки нарезчика под его колеса подсыпают крупный песок или высевки.
Б. Нарезка швов агрегатом конструкции треста «Киевдорстрой» с двумя модернизированными нарезчиками ДС-506 (Д-432А) Агрегатом с двумя модернизированными нарезчиками ДС-506 (Д-432А) швы нарезают до снятия рельс - форм.
Модернизация нарезчика (замена ручного управления автоматическим) позволяет применить алмазные диски и значительно повысить производительность нарезчика.
При использовании установки поперечные швы размечают только засечками у рельс - форм, так как перпендикулярность швов к оси дороги обеспечивается направляющей поперечной рамой установки.
д ля образования шва ступенчатого профиля на шпиндель ставят либо два алмазных диска (один диаметром 200 мм, другой 250 мм), либо три диска (один диаметром 250 мм и два диаметром 200 мм).
Для нарезки паза шва расширения на шпиндель рабочего органа надрезчика устанавливают пакет карборундовых дисков или два алмазных диска с прокладкой между ними, общая толщина которого равна ширине шва.
Нарезку швов модернизированным нарезчиком ДС-506 (Д-432А) производят следующим образом. Для нарезки поперечного шва нарезчик устанавливают в рабочее положение на край поперечной направляющей рамы за пределами покрытия, затем с помощью винта опускают режущие диски на край цементобетонного покрытия, заглубляют их, одновременно открывая краник форсунок, подающих раствор СОЖ на диски, и при 1440 об/мин включают механизм передвижения нарезчика по раме. Скорость подачи нарезчика по раме при этом составляет 0,83 м/мин. Заглубление дисков контролируют визуально по сегменту заглубления диска.
По окончании нарезки поперечного шва нарезчик останавливают и поднимают винтом алмазные диски, чтобы при подаче нарезчика назад они не соприкасались с покрытием.
Одновременно с нарезкой поперечного шва вторым модернизированным нарезчиком ДС-506 (Д-432А) нарезают продольный шов. Для этого второй нарезчик опускают тельфером на продольную раму, фиксирующий конусный диск которой находится в пазу продольного шва у его конца, откатывают нарезчик назад (к концу нарезанного шва), затем с помощью винта опускают режущие диски в прорезь ранее нарезанного шва, одновременно открывая форсунки для подачи воды. При достижении 1440 об/мин включают механизм передвижения нарезчика по раме.
После окончания нарезки продольного шва нарезчик останавливают и электротельфером поднимают в транспортное положение. Включают подъемник и поднимают поперечную раму в транспортное положение.
Затем включают механизм передвижения агрегата и перемещают его вперед так, чтобы засечка намеченного поперечного шва находилась точно против центра режущих дисков. Для установки нарезчика в рабочее положение включают механизм подъемного устройства и плавно опускают раму на покрытие.
Все операции по нарезке продольного и поперечного швов повторяют. В конце рабочего дня диски снимают.
Указания по технике безопасности
Запрещается на ходу нарезчика ДС-510 (Д-903) и установки с модернизированными нарезчиками ДС-506 (Д-432А) производить смазку, регулировку, какие-либо исправления или смену дисков. Категорически запрещается работа при открытой крышке кожуха дисков. Все приводные ремни должны быть ограждены щитками, нарезать шов разрешается только в защитных очках. Работать при незафиксированном положении дисков запрещается.
Каждый режущий диск должен быть установлен строго вертикально и при вращении касаться стенки шва всей плоскостью.
Машинист установки с двумя модернизированными нарезчиками ДС-506 (Д-432А) 5 разр. кроме управления нарезчиком должен иметь права на работу со всеми механизмами установки (электростанцией, подъемным тельфером и др.).
Если на месте работы нарезчика ДС-510 (Д-903) нет песка, то на прицеп с водой устанавливается ящик с песком на случай воспламенения топлива.
Движение транспорта в зоне работы нарезчика ДС-510 запрещается.
При нарезке швов в затвердевшем
цементобетонном покрытии следует руководствоваться «Техническими указаниями по
устройству деформационных швов в цементобетонных дорожных покрытиях». ![]() М., Оргтрансстрой, 1969, «Руководством по
организации труда при производстве строительно-монтажных работ. Глава 28.
Дорожные работы». М., Оргтрансстрой, 1971, «Правилами техники безопасности при
строительстве, ремонте и содержании автомобильных дорог». М., Транспорт, 1969.
М., Оргтрансстрой, 1969, «Руководством по
организации труда при производстве строительно-монтажных работ. Глава 28.
Дорожные работы». М., Оргтрансстрой, 1971, «Правилами техники безопасности при
строительстве, ремонте и содержании автомобильных дорог». М., Транспорт, 1969.
III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Работы по нарезке температурных швов в затвердевшем цементобетонном покрытии выполняют, как правило, в две смены.
Для успешного выполнения работ на участок заранее должны быть доставлены все необходимые материалы и инструменты. Запасные алмазные диски должны храниться в специальных сейфах или стальных ящиках, приваренных к раме установки для нарезки швов.
А. Нарезка температурных швов нарезчиком ДС-510 (Д-903)
Состав звена
Машинист нарезчика 4 разр. - 1
Дорожный рабочий 1 разр. - 1
При суточном темпе устройства 310 м цементобетонного покрытия (700 м швов) работу должны выполнять в две смены одновременно два звена двумя нарезчиками.
Все операции по нарезке швов выполняет машинист 4 разр. В начале смены машинист проверяет натяжение ремней и цепей нарезчика, уровень топлива в топливном баке и уровень масла в баке гидросистемы, проверяет смазку. Все рукоятки правления золотниками до начала нарезки швов машинист должен поставить в нейтральное положение, а рукоятки управления дросселями - в положение минимальной подачи. Машинист прочищает форсунки системы охлаждения, присоединяет шланги подачи СОЖ в систему охлаждения и проверяет ее подачу - вода, (СОЖ) самотеком должна свободно вытекать через форсунки.
После осмотра машины машинист запускает и прогревает двигатель, проверяет работу механизма подъема и опускания рабочего органа машины, работу механизма подъема на опорно-поворотном круге, проверяет рабочий и транспортный ход нарезчика. Затем останавливает двигатель и устанавливает режущие диски на шпинделе нарезчика, регулируя их положение по высоте, и закрепляет их гайкой шпинделя. Установив диски, заводит двигатель.
В течение смены машинист нарезает швы, меняет режущие диски на шпинделях нарезчика.
Дорожный рабочий 1 разр. размечает швы вместе с машинистом нарезчика; при уходе за бетоном при помощи пленкообразующего материала подсыпает песок под колеса нарезчика, при засыпке песком - очищает от песка места работы нарезчика. По мере передвижения нарезчика или цистерны с водой (СОЖ) он переносит шланг подачи воды (СОЖ) к нарезчику, в необходимых случаях помогает машинисту устанавливать нарезчик на шов, в процессе нарезки шва периодически контролирует положение указателя курса нарезчика. По мере расходования готовит СОЖ.
По окончании работы машинист и дорожный рабочий снимают диски, отсоединяют шланг подачи воды, очищают нарезчик.
Б. Нарезка температурных швов агрегатом конструкции треста «Киевдорстрой» с двумя модернизированными нарезчиками ДС-506 (Д-432А)
Состав звена
Машинисты нарезчика 4 разр. - 2
Все работы по нарезке поперечных швов модернизированным нарезчиком Д-432А и по переезду всего агрегата к следующему шву осуществляет машинист 4 разр. Он управляет работой электростанции, нарезает поперечные швы, контролирует качество нарезки швов, следит за выполнением требований техники безопасности.
Второй машинист 4 разр. обслуживает второй модернизированный нарезчик Д-432А и выполняет все операции по нарезке продольного шва.
В начале смены оба машиниста производят осмотр установки, проверяют натяжение цепей и ремней, наличие топлива и смазки, подсоединяют шланги подачи воды в систему охлаждения и ее подачу.
В течение смены машинисты нарезают швы, меняют режущие диски, а также производят заправку двигателя горючим и емкостей водой или СОЖ.
В конце смены машинисты снимают и убирают режущие диски, очищают раму установки и оба нарезчика.
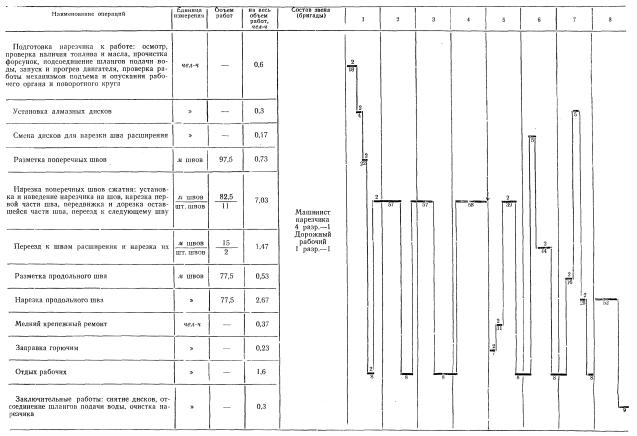
Итого: на захватку 16
на 1000 м2 покрытия 27,53 (3,44 чел-дн)
Примечание.
Цифра над линией - количество рабочих, занятых в операции.
Цифра под линией - продолжительность операции, мин.
↓ - рекомендуемое время начала обеденного перерыва.
IV. ЦИКЛОГРАММА НАРЕЗКИ ПОПЕРЕЧНЫХ ШВОВ В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ НАРЕЗЧИКОМ ДС-510 (Д-903)
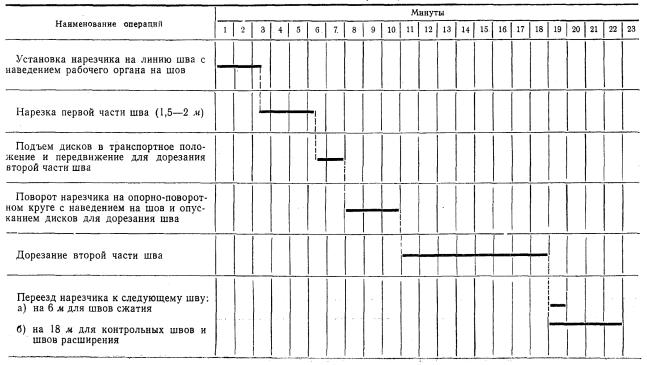
IV. ЦИКЛОГРАММА ОДНОВРЕМЕННОЙ НАРЕЗКИ ПРОДОЛЬНОГО И ПОПЕРЕЧНОГО ШВОВ УСТАНОВКОЙ С ДВУМЯ МОДЕРНИЗИРОВАННЫМИ НАРЕЗЧИКАМИ ДС-506 (Д-432А)
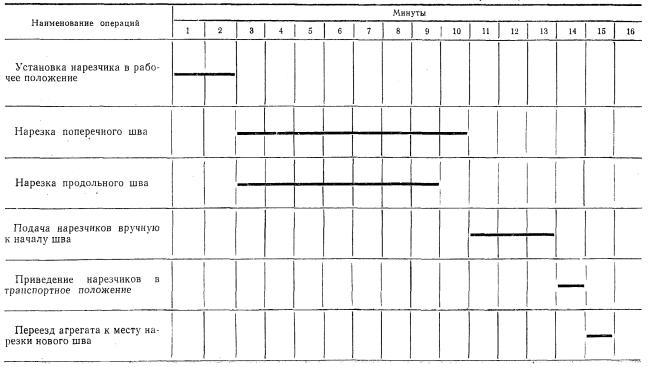
IV. ГРАФИК ОДНОВРЕМЕННОЙ НАРЕЗКИ ПОПЕРЕЧНЫХ И ПРОДОЛЬНЫХ ШВОВ УСТАНОВКОЙ С ДВУМЯ МОДЕРНИЗИРОВАННЫМИ НАРЕЗЧИКАМИ ДС-506 (Д-432А) С АЛМАЗНЫМИ ДИСКАМИ НА ЗАХВАТКЕ 155 м ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ (или 350 м швов)
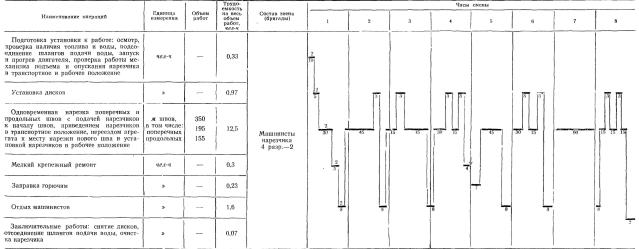
Итого: на захватку 155 м (1162 м2) 16,0
на 1000 м2 покрытия 13,8 (1,72 чел-дн)
Примечание.
Цифра над линией - количество рабочих, занятых в операции.
Цифра под линией - продолжительность операции, мин.
↓ - рекомендуемое время начала обеденного перерыва.
V. А. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА НАРЕЗКУ ТЕМПЕРАТУРНЫХ ШВОВ АЛМАЗНЫМИ ДИСКАМИ НАРЕЗЧИКОМ ДС-510 НА СМЕННОЙ ЗАХВАТКЕ ДЛИНОЙ 77,5 м ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ ИЛИ 175 м ШВОВ
|
Шифр норм и расценок |
Состав звена (бригады) |
Описание работ |
Единица измерения |
Объем работ |
Норма времени, чел-ч |
Расценка, руб. - коп |
Нормативное время на полный объем работ, чел-ч |
Стоимость затрат труда на полный объем работ, руб. - кап. |
|
ТНиР, § Т92-2-3, № 1 |
Машинист 5 разр.-1 Дорожный рабочий 2 разр.-1 |
Нарезка поперечных швов сжатия через 6 м и расширения через 36 м |
100 м шва |
0,975 |
12,6 |
6-70 |
12,28 |
6-53 |
|
ТНиР, § Т92-2-3, № 2 |
То же |
Нарезка продольного шва |
100 м шва |
0,775 |
8,6 |
4-57 |
6,67 |
3-54 |
|
Итого: на 175 м шва |
|
|
|
|
18,95 |
10-07 |
||
|
на 1000 м2 цементобетонного покрытия |
|
|
|
|
32,62 |
17-33 |
||
|
То же, чел-дн |
|
|
|
|
4,08 |
|
||
V. Б. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА ОДНОВРЕМЕННУЮ НАРЕЗКУ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ ТЕМПЕРАТУРНЫХ ШВОВ АГРЕГАТОМ С ДВУМЯ МОДЕРНИЗИРОВАННЫМИ НАРЕЗЧИКАМИ ДС-506 (Д-432А) НА СМЕННОЙ ЗАХВАТКЕ ДЛИНОЙ 155 м ЦЕМЕНТОБЕТОННОГО ПОКРЫТИЯ ИЛИ 350 м ШВОВ
|
Шифр норм и расценок |
Состав звена (бригады) |
Описание работ |
Единица измерения |
Объем работ |
Норма времени, чел-ч |
Расценка, руб. - коп |
Нормативное время на полный объем работ, чел-ч |
Стоимость затрат труда на объем работ, руб. - коп. |
|
ТНиР, § Т92-2-4, № 3 |
Машинисты: 5 разр. - 1 4 разр. - 1 |
Одновременная нарезка продольного и поперечных швов в затвердевшем цементобетонном покрытии агрегатом конструкции треста «Киевдорстрой», оборудованным двумя модернизированными нарезчиками ДС-506 (Д-432А) с алмазными дисками |
100 м шва |
3,5 |
5,8 |
3-63 |
20,3 |
12-71 |
|
Итого: на 350 м швов |
|
|
|
|
20,3 |
12-71 |
||
|
На 1000 м2 цементобетонного покрытия |
|
|
|
|
17,47 |
10-94 |
||
|
То же, чел-дн |
|
|
|
|
2,18 |
|
||
VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Единица измерения |
По калькуляции А |
По графику Б |
На
сколько процентов показатель по графику больше (+) или меньше (-), чем по
калькуляции |
|
А. Нарезка швов нарезчиком ДС-510 (Д-903) |
||||
|
Затраты труда на 1000 м2 покрытия |
чел-дн |
4,08 |
3,44 |
- 15,7 |
|
Средний разряд рабочих |
- |
2,5 |
2,5 |
- |
|
Среднедневная заработная плата на одного рабочего |
руб. - коп. |
4-25 |
5-04 |
+ 18,6 |
|
Коэффициент использования нарезчика по времени в течение смены. |
- |
- |
0,81 |
- |
|
Б. Нарезка швов агрегатом с двумя модернизированными нарезчиками ДС-506 (Д-432А) с алмазными дисками |
||||
|
Затраты труда на 1000 м2 покрытия |
чел-дн |
2,18 |
1,72 |
- 21,1 |
|
Средний разряд рабочих |
- |
4,0 |
4,0 |
- |
|
Среднедневная заработная плата на одного рабочего |
руб. - коп. |
5-01 |
6-35 |
+ 24,7 |
|
Коэффициент использования нарезчика по времени в течение смены. |
- |
- |
0,84 |
- |
VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
А. Основные материалы
|
Наименование |
гост |
Единица измерения |
На 1000 м шва |
Количество на 1000 м2 покрытия |
На смену |
|
1. При нарезке швов нарезчиком ДС-510 (Д-903) |
|||||
|
Диски алмазные диаметром 250 мм, толщиной 3 мм. |
16115-70 |
шт. |
8,9 |
2,68 |
1,56 |
|
Диски карборундовые (абразивные) |
4785-64 |
шт. |
176 |
9,7 |
5,5 |
|
Вода |
2874-73 |
м3 |
24 |
6,9 |
4 |
|
2. Нарезка швов агрегатом с двумя модернизированными нарезчиками ДС-506 (Д-432А) |
|||||
|
Диски алмазные диаметром 250 мм, толщиной 3 мм. |
16115-70 |
шт. |
8,9 |
2,68 |
3,12 |
|
Диски карборундовые (абразивные) |
4785-64 |
шт. |
176 |
9,7 |
5,5 |
|
Вода. |
2874-73 |
м3 |
24 |
6,9 |
4,0 |
Б. Машины, оборудование, инвентарь
|
Наименование |
Марка |
Количество |
|
1. Нарезка швов нарезчиком ДС-510 (Д-903) |
||
|
Нарезчик швов двухдисковый |
ДС-510 (Д-903) |
1 |
|
Емкость для воды на двухосном прицепе. |
- |
1 |
|
Рейка для разметки швов |
изготовляется в мастерских |
1 |
|
Лопата подборочная |
ГОСТ 3620-76 |
1 |
|
Шланг резиновый диаметром 30 мм, длиной 45 м |
ГОСТ 2342-50 |
1 |
|
Набор слесарных инструментов |
- |
1 |
|
2. Нарезка швов двумя модернизированными нарезчиками ДС-506 (Д-432А) |
||
|
Агрегат для нарезки температурных швов |
Конструкция треста «Киевдорстрой» |
1 |
|
в том числе: нарезчики швов модернизированных |
ДС-506 (Д-432А) |
2 |
|
Рамы из уголков для нарезки продольного и поперечных швов |
изготовлено в мастерских СУ |
2 |
|
Рама профилировщика ДС-502А (Д-345). |
- |
1 |
|
Электростанция мощностью 30 квт. |
- |
1 |
|
Двигатель |
ДТ-54 |
1 |
|
Электротельфер грузоподъемностью 1 т |
- |
1 |
|
Емкости для воды объемом по 2 м3 |
- |
2 |
|
Шланг резиновый диаметром 20 мм, длиной 15 м. |
ГОСТ 2874-73 |
1 |
|
Набор слесарных инструментов. |
- |
1 |
|
Лопаты стальные строительные (подборочные). |
ГОСТ 3620-76 |
2 |
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 6
НАРЕЗКА ТЕМПЕРАТУРНЫХ ШВОВВ ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ НАРЕЗЧИКАМИ ДС-506 (Д-432А)
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
В настоящей карте предусмотрены: нарезка продольного и поперечных швов в затвердевшем бетоне прочностью 80 - 100 кГ/см2 при глубине нарезки 55 мм и расстоянии между швами сжатия-6 м, швами расширения - 36 м; уход за свежеуложенным бетоном путем розлива пленкообразующих материалов.
Вследствие низкой производительности нарезчиков ДС-506 (Д-432А) и громоздкого оборудования (на каждый нарезчик - передвижная электростанция мощностью не менее 30 квт, прицеп с цистерной для воды, автомобиль или трактор для перемещения по участку работ) их применяют при небольших объемах работ (транспортные развязки, съезды, участки дорог небольшой протяженности), а также в случаях поломки нарезчиков с алмазными дисками.
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Технологическая карта предусматривает нарезку поперечных и продольного швов одним нарезчиком. При наличии нескольких нарезчиков работы по нарезке поперечных и продольного швов ведут отдельными звеньями.
Количество нарезчиков в звене определяется сменным заданием.
При нарезке поперечного шва первоначально нарезчик устанавливают на расстоянии 1,5 - 2 м от кромки покрытия и прорезают шов до кромки. Затем машина разворачивается и, двигаясь к противоположной кромке покрытия, прорезает остальную часть шва. Прорезав паз этого шва, машинист перемещает нарезчик к следующему шву.
Продольный шов нарезают в направлении продольного уклона.
Проектное положение швов намечают рисками, оставляемыми на покрытии во время бетонирования.
В швах расширения паз нарезают по трещине над закладной доской. Для точного расположения швов в плане следует отмечать место прорези мелом или краской. Искривления рельса и вмятины недопустимы. Рельс должен лежать на покрытии всей подошвой.
Двигатель нарезчика включают при поднятом режущем диске, затем плавным нажатием рычага приводят диск в соприкосновение с покрытием.
При нарезке шва на заданную глубину рычаг закрепляют маховичком механизма заглубления. Штурвал при движении нарезчика следует вращать плавно, без рывков, во избежание разрушения режущего диска или кромок паза. Прорези швов должны быть прямолинейными и иметь на всем протяжении одинаковую глубину. Паз шва расширения шириной, равной толщине закладной доски, нарезают тремя дисками, установленными на шпинделе.
Передвижную электростанцию в сцепе с емкостью для воды размещают в середине захватки. Длина шлангов и кабелей должна обеспечить возможность работы нарезчиков в течение всей смены с одной стоянки станции. На следующую захватку станцию и емкости перемещают в начале или конце смены.
Для перемещения на следующую захватку нарезчики грузят на транспортные средства. При хорошо спланированной разделительной полосе или обочинах нарезчики можно транспортировать на стальном листе-волокуше.
Во время работы нарезчиков следует соблюдать те же правила техники безопасности, что и для нарезчиков с алмазными дисками, (см. технологическую карту № 5).
При производстве работ следует
руководствоваться следующей технической литературой: « Инструкция по устройству цементобетонных покрытий автомобильных
дорог». ![]() М., «Транспорт»,
1968; «Правила техники безопасности при строительстве, ремонте и сооружении
автомобильных дорог» М., «Транспорт», 1969.
М., «Транспорт»,
1968; «Правила техники безопасности при строительстве, ремонте и сооружении
автомобильных дорог» М., «Транспорт», 1969.
III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Каждый нарезчик обслуживается машинистом.
Состав звена в зависимости от числа нарезчиков
|
|
Количество нарезчиков в звене |
||
|
|
1 |
2 |
3 |
|
Машинист нарезчика швов 4 разр. |
1 |
2 |
3 |
|
Машинист электростанции 4 разр. |
1 |
- |
- |
|
Машинист электростанции 5 разр. |
- |
1 |
1 |
Перед началом работ машинист нарезчика должен проверить правильность и надежность крепления диска на валу шпинделя (допустимый радиальный зазор под гайкой не более 0,5 мм); перпендикулярность плоскости режущего диска поверхности покрытия (регулируется изменением положения левого колеса по высоте); работу водяного насоса и штуцера (струя воды должна равномерно охлаждать обе стороны абразивного диска); натяжение ремней клиноременной передачи (регулируется изменением расстояния между валами шпинделя и промежуточного ролика).
Машинист электростанции следит за бесперебойным питанием нарезчика электроэнергией и состоянием кабелей.
Он помогает машинисту нарезчика в передвижении нарезчика по участку.
IV. ГРАФИК НАРЕЗКИ ШВОВ В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ НАРЕЗЧИКОМ ДС-506 (Д-432А) НА СМЕННОЙ ЗАХВАТКЕ 18 м (135 м2) ПОКРЫТИЯ
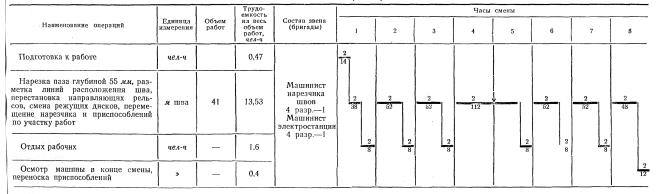
Итого: на сменную захватку 16
на 1000 м2 покрытия 118,5 (14,8 чел-дн)
Примечание.
Цифра над линией - количество рабочих, занятых в операции.
Цифра под линией - продолжительность операции, мин.
↓ - рекомендуемое время начала обеденного перерыва.
V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА НАРЕЗКУ ШВОВ В ЗАТВЕРДЕВШЕМ ЦЕМЕНТОБЕТОННОМ ПОКРЫТИИ ОДНИМ НАРЕЗЧИКОМ ПРИ ДЛИНЕ СМЕННОЙ ЗАХВАТКИ 18 м (135 м2) ПОКРЫТИЯ ПРИ ШИРИНЕ 7,5 м
|
Шифр норм и расценок |
Состав звена (бригады) |
Описание работ |
Единица измерения |
Объем работ |
Норма времени, чел-ч |
Расценка, руб. - коп |
Норма время на объем работ, чел-ч |
Стоимости затрат труда на объем работ, руб. - коп |
|
ЕНиР-17, § 17-18, табл. 2, № 11, г |
Машинист нарезчика швов 4 разр.-1 Машинист электростанции 4 разр. - 1 |
Нарезка паза глубиной до 60 мм поперечных швов сжатия, разметка линий расположения шва, перестановка направляющих рельсов, смена режущих дисков, перемещение нарезчика и приспособлений по участку работ |
100 м шва |
0,19 |
44 |
27-50 |
8,36 |
5-23 |
|
ЕНиР-17,§ 17-18,табл 2, № 10, д |
Машинист нарезчика швов 4 разр.-1 Машинист электростанции 4 разр. - 1 |
Нарезка паза глубиной 50 мм поперечных швов расширения, разметка линий расположений шва, перестановка направляющих рельсов, смена режущих дисков, перемещение нарезчика и приспособлений по участку работ |
100 м шва |
0,04 |
40 |
25-00 |
1,6 |
1-00 |
|
ЕНиР-17,§ 17-18, табл. 2, № 11, е |
Машинист нарезчика швов 4 разр.-1 Машинист электростанции 4 разр.-1 |
Нарезка паза глубиной до 60 мм продольного шва, разметка линий расположения шва, перестановка направляющих рельсов, смена режущих дисков, перемещение нарезчика и приспособлений по участку работ |
100 м шва |
0,18 |
42 |
26-25 |
7,56 |
4-72 |
|
Итого: на сменную захватку 135 м2 покрытия На сменную захватку 1000 м2 покрытия То же, чел-дн |
|
|
|
|
17,52 129,8 16,2 |
10-95 81-11 |
||
VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Единица измерения |
По калькуляции А |
По графику Б |
На сколько процентов показатель по графику больше (+) или
меньше (-), чем по калькуляции |
|
Затраты труда на 1000 м2 покрытия |
чел-дн |
16,2 |
14,8 |
- 8,6 |
|
Средний разряд рабочих |
|
4 |
4 |
- |
|
Среднедневная заработная плата на одного рабочего |
руб. - коп. |
5-01 |
5-48 |
+ 9,4 |
VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
А. Основные материалы
|
Наименование |
ГОСТ |
Единица измерения |
Количество |
|
|
на 1000 м2 покрытия |
На смену (135 м2 покрытия) |
|||
|
Диски абразивные |
4785-64 |
шт. |
59 |
8 |
|
Вода |
|
м3 |
19,2 |
2,6 |
Б. Машины, оборудование, инвентарь
|
Наименование |
Марка, ГОСТ |
Количество |
||
|
при числе нарезчиков |
||||
|
1 |
2 |
3 |
||
|
Нарезчики швов. |
ДС-506 (Д-432А) |
1 |
2 |
3 |
|
Направляющие рельсы. |
|
2 |
4 |
6 |
|
Передвижные электростанции мощностью 30 квт. |
- |
1 |
- |
- |
|
То же 60 квт. |
- |
- |
1 |
- |
|
То же 100 квт. |
- |
- |
- |
1 |
|
Емкости для воды на 3 м3 |
- |
1 |
1 |
1 |
|
Кабель КРПТ-4×25, м. |
ГОСТ 15845-70 |
60 |
120 |
180 |
|
Штепсельные соединения на 150А |
ГОСТ 7396-76 |
1 |
2 |
3 |
|
Шланги резиновые диаметром 25 мм |
ГОСТ 2342-50 |
60 |
120 |
180 |
|
Лопаты стальные строительные (подборочные). |
ГОСТ 3620-76 |
1 |
2 |
3 |
|
Стальной лист-поддон размером 2×1,5 м. |
изготовляется в мастерских |
1 |
1 |
1 |
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 7
ЗАПОЛНЕНИЕ ТЕМПЕРАТУРНЫХ ШВОВ МАСТИКАМИ И ГЕРМЕТИКАМИ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
В технологической карте предусмотрено заполнение температурных швов битумно-полимерной мастикой (БПМ-1) и тиоколовым герметикой.
Заполнение швов мастикой БПМ-2 при помощи заливщика швов ДС-67 см. технологическую карту «Заполнение температурных швов цементобетонного покрытия аэродромов мастиками и герметиками», М., Оргтрансстрой, 1976.
В основу технологической карты положены следующие исходные данные: однослойное цементобетонное покрытие имеет толщину 22 см и ширину 7,5 м; продольный шов, поперечные швы сжатия через 6 м и швы расширения через 36 м нарезаны в твердом бетоне нарезчиками с алмазными дисками. Швы имеют ступенчатое сечение и заполняются изоляционными материалами на глубину 2,5 см.
II. УКАЗАНИЯ ПО ТЕХНОЛОГИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Швы заполняют изоляционными материалами немедленно, но не позднее чем через 30 суток после нарезки швов.
В процесс заполнения швов (рис. 14) входит прочистка швов сжатым воздухом и их заполнение изоляционными материалами (битумно-полимерной мастикой, тиоколовым герметикой).
Прочистка швов
Сразу после нарезки швов рекомендуется тщательно промывать их водой от пульпы и содержать в чистом состоянии до заполнения.
Если швы заполняют через несколько суток после нарезки, машинист компрессора стальным крючком, насаженным на штуцер воздуховода, прочищает и одновременно продувает шов сжатым воздухом. Вслед за машинистом компрессора рабочий тщательно прочищает стенки шва стальной щеткой.
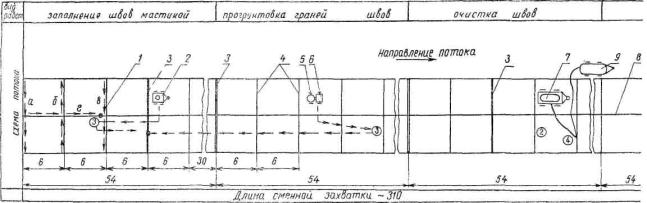
Рис. 14. Технологическая схема заполнения швов битумно-полимерной мастикой:
1 - конусная лейка емкостью 16 л на тележке; 2 - передвижной битумный котел Д-124А емкостью 350 л; 3 - шов расширения; 4 - шов сжатия; 5 - емкость с бензином; 6 - передвижной битумный котел емкостью 100 л; 7 - компрессор ЗИФ-55В; в - продольный шов; 9 - емкость с водой. Цифрами в кружке обозначен разряд рабочего, буквами - последовательность заливки швов, стрелками - переход рабочих в процессе работы
Затем шов окончательно продувают сжатым воздухом, очищая при этом прилегающие к шву полосы покрытия шириной 15 - 20 см с каждой стороны шва.
Заполнение швов битумно-полимерной мастикой
Битумно-полимерная мастика (БПМ) получена на основе экспериментальных исследований, проведенных Центральной лабораторией Управления строительства автомобильной дороги Москва - Рига Главдорстроя совместно с СоюздорНИИ.
Состав битумно-полимерной мастики БПМ-1
|
Материалы, составляющие мастику |
Количество весовых частей |
Назначение материала |
|
Битум гидроизоляционный тепломорозостойкий «Пластбит» |
70 |
Основной компонент мастики |
|
Битум нефтяной дорожный БНД-40/60, БНД-60/90 (ГОСТ 11954-66) |
30 |
Улучшает пластические и адгезионные свойства мастики |
|
Раствор (15%-ный) дивинилстирольного термоэластопласта (ДСТ) в сольвенте (нефтяном или каменно-угольном), ксилоле или в бензине А-72 |
13 |
Повышает деформативность, упругость, теплостойкость |
|
Минеральный порошок ( ГОСТ 16557-71) или тонкомолотый строительный асбест ( ГОСТ 12871-67) |
25 |
Заполнитель |
А. Приготовление мастики
Битумно-полимерную мастику готовят централизованно на строительной базе или на месте производства работ.
В стеклянной или металлической емкости растворяют дивинилстирольный термоэластопласт (ДСТ) в одном из растворителей, (85% растворителя на 15% ДСТ). При небольшой емкости (бутыль, бочка) полное растворение ДСТ происходит в течение 3 - 4 суток при температуре 19 - 20°С; при большой емкости (цистерна) обеспечивают перемешивание с помощью битумного насоса для ускорения растворения ДСТ. В дальнейшем при помощи этого же насоса раствор ДСТ подают в котел с расплавленным пластбитом. Все работы по приготовлению ДСТ ведут на открытом воздухе.
Большие емкости (цистерны) до начала работ зарывают в землю, оставляя только горловину, которую плотно закрывают крышкой на болтах. Для выпуска скапливающихся газов горловина цистерны должна иметь предохранительный клапан, а малые емкости должны иметь отверстие (стеклянная трубка в пробке или отверстие в крышке бочки).
Пластбит разогревают в котле до температуры 140°С и смешивают его с расплавленным при температуре 120°С битумом. Затем топку гасят и дают смеси несколько остыть. В смесь с температурой 120°С вводят при тщательном перемешивании 15%-ный раствор ДСТ, а затем смесь подогревают до температуры 140°С и выдерживают для улетучивания легких фракций растворителя в течение 3 - 4 ч.
В готовую смесь пластбита и ДСТ при температуре не ниже 120°С и непрерывном перемешивании вводят сухой, желательно предварительно подогретый наполнитель - минеральный порошок или асбестовую крошку и варят в течение 30 мин.
Для приготовления мастики разрешается применять только обезвоженный битум.
Готовую смесь разливают в металлические формы и доставляют на место заполнения швов в виде брикетов, которые хранят в сухом, закрытом помещении при высоте штабелей не более 1 м (во избежание слипания брикетов).
Мастику приготовляют под наблюдением лаборатории.
Б. Заполнение швов мастикой
В начале смены рабочие готовят жидкий битум (50% битума и 50% бензина по весу) для прогрунтовки стенок швов и разопревают брикеты БПМ. Для этого на участке работ должны быть два передвижных котла.
Для прогрунтовки стенок швов в котел загружают битум БНД-40/60 или БНД-60/90 и разогревают его до жидкого состояния. Затем в емкость с отмеренным по весу количеством бензина наливают тонкой струйкой, непрерывно перемешивая, расплавленный битум (при температуре не более 120°С). Стенки швов прогрунтовывают не позже чем за 2 - 3 ч до заполнения швов мастикой. Грунтовку наносят на торцы бетонных плит кистью в количестве 0,2 кг/м2.
Брикеты БПМ загружают в другой котел и разогревают до температуры 120 - 130°С.
Для предупреждения утечки мастики и ее оседания после срабатывания шва в него перед заполнением закладывают и прикатывают вручную диском хлопчатобумажный или джутовый шнур.
Швы заполняют мастикой при помощи заливщика швов или конусной лейки в два приема: сначала на 2/3 глубины, затем на 2 мм ниже поверхности покрытия. При использовании конусной лейки ее заполняют горячей мастикой и устанавливают над швом так, чтобы носок лейки вошел в шов. Затем слегка открывают клапан и равномерно перемещают лейку вдоль шва. В конце шва клапан закрывают, прекращая подачу мастики в шов.
Температура мастики в момент заливки должна быть 120 - 130°С. Формирование мастики в шве длится 2-4 недели.
В сухую и жаркую погоду, когда заливке швов предшествовало не менее трех дней с температурой воздуха не ниже +25°С, можно заливать мастику без прогрунтовки стенок швов.
Чтобы исключить ожидание выдержки грунтовки в течение 2 - 3 ч, в процессе работы периодически прогрунтовывают швы, поддерживая необходимую величину задела (примерно 50 – 80 м покрытия).
В процессе работы по мере расходования мастики загружают котел брикетами мастики, следят за ее температурой, а также перемещают битумные котлы по участку работ.
В конце работы топки в котлах должны быть погашены, а конусные лейки или заливщик швов промыты бензином.
Заполнение швов тиоколовым герметикой
Тиоколовый герметик, изготовляемый на основе синтетического каучука (тиокола), представляет собой пасту, способную после вулканизации превращаться в резиноподобную эластичную массу.
Этот герметик применяют для заполнения температурных швов бетонных покрытий на дорогах I-III категорий, а также в районах с суровыми климатическими условиями (устойчивая минимальная температура воздуха в зимний период ниже -25°С).
Приготовление тиоколового герметика и заполнение швов производят смесительным агрегатом конструкции Союздорнии, состоящим из мешалки и двух заливщиков.
А. Приготовление тиоколового герметика
Тиоколовый герметик приготовляют на месте работ непосредственно перед заполнением швов путем смешения в холодном состоянии герметизирующей и вулканизирующей пасты № 30, поставляемых заводами химической промышленности.
Герметизирующая паста сметанообразной консистенции черного цвета поступает в алюминиевых баках емкостью 50 л.
Вулканизирующая паста № 30-густая, темно-серого цвета, поступает в баках емкостью 50 л. При необходимости перед употреблением ее разводят небольшим количеством воды (5 – 7 %) и тщательно перемешивают.
Пасты загружают в заливщик емкостью 45 л (герметизирующей пасты-100 и вулканизирующей пасты № 30-20 весовых частей), затем в заливщик вставляют мешалку принудительного действия (миксер) и тщательно перемешивают пасту в течение 4 - 5 мин до получения однородного цвета и консистенции. После этого мешалку вынимают из заливщика, герметично закрывают заливщик уплотнительной крышкой (крышку укрепляют винтами), поворотом рычага на 125° устанавливают заливщик в рабочее положение и подключают сжатый воздух для создания давления.
Для предупреждения налипания за 15 - 20 мин до начала приготовления тиоколовых герметиков внутренние стенки заливщика швов и лопасти мешалки (миксера) смазывают 5%-ным раствором полиизобутилена в бензине. Приготовленная паста пригодна для употребления в течение 6 - 8 ч.
Б. Заполнение швов
При заполнении швов тиоколовым герметиком грани швов не грунтуют. Отдельные места граней швов, запачканные битумом при нарезке, протирают ацетоном и подсушивают сжатым воздухом.
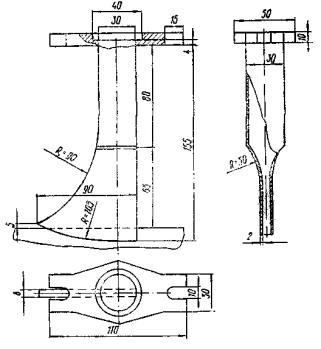
Рис. 15. Измененное сопло заливщика швов
Для экономии герметика в нижнюю часть швов закладывают хлопчатобумажный или джутовый шнур, шнур из пористой резины или резиновые трубки.
Скорость заполнения швов тиоколовым герметиком зависит от ширины шва, давления в системе, температуры воздуха, навыка оператора.
Давление в заливщике создается смесительным агрегатом, имеющим компрессор. Давление должно быть достаточным для регулярного поступления нужного количества пасты из сопла (1,5 - 3 ати).
Швы заполняют тиоколовым герметикой за один прием, не доливая до поверхности покрытия на 3 - 5 мм, но только в сухую погоду при положительной температуре воздуха (не менее +5°С). В случае дождя, а также, если по участку происходит движение автомобилей, заполненные швы укрывают битуминизированной бумагой или полиэтиленовой пленкой.
Снимать укрытие разрешается после начала вулканизации герметика, но не ранее чем через 6 ч после заполнения.
По мере заполнения швов все оборудование передвигают автомобилями по участку работ. Закончив смену, рабочие очищают заливщики и мешалку от остатков герметика скребком.
Сопло заливщика швов конструкции Союздорнии рекомендуется изменить таким образом (рис. 15), чтобы передняя стенка его была вертикальной, сопло входило в шов на 10 мм, а задняя часть сопла плавно по кривой выходила из шва на 5 мм. Задняя часть сопла поднята на 5 мм выше уровня бетона для того, чтобы оператор мог ориентироваться, когда герметик доходит до отметки на 2 мм ниже кромки шва. В результате герметик не перерасходуется и не требуется срезка излишнего герметика скребком.
Указания по технике безопасности
К работам по изоляции швов допускаются лица не моложе 18 лет.
Лица, занятые на варке, разогревании и транспортировании горячих битумно-полимерных мастик, должны быть предварительно проинструктированы о безопасных способах:
загрузки и разгрузки варочного котла;
варки и разогревания мастик;
транспортирования горячих мастик.
Все работающие с мастиками должны быть обеспечены спецодеждой (хлопчатобумажным комбинезоном, резиновыми сапогами и брезентовыми рукавицами и фартуками).
Рабочие, засыпающие компоненты в котел с расплавленным битумом, обеспечиваются защитными очками и респираторами марки Ф-46 или 2000; рабочие, приготовляющие тиоколовые герметики, - резиновыми перчатками (медицинскими) и респираторами.
При варке битумно-полимерных мастик необходимо соблюдать следующие условия:
котел должен быть исправным, без трещин, с плотно прилегающей крышкой, подвешенной на канате с противовесом;
верхний край котла должен возвышаться над поверхностью земли на 1,2 м;
котел должен быть закрыт, за исключением моментов перемешивания и загрузки материалов;
котел следует загружать со стороны, противоположной топке, и только на 3/4 его емкости;
во время варки мастики металлические дверцы топки должны быть закрыты.
Не разрешается загружать в котел влажные материалы (битум, заполнители) во избежание сильного вспенивания массы, перелива ее через край котла и воспламенения.
Не допускается кипение и перелив пены через край котла. Нагрев контролируют термометром со шкалой не менее 250°С; исправность термометра проверяют каждый раз перед началом работы.
Брать пробу мастики (для определения готовности) разрешается только специальными черпаками-лопатами.
Смешивать битум с бензином (в случае приготовления грунтовки) необходимо на расстоянии не менее 50 м от места их разогрева. При этом разогретый битум вливают в бензин и перемешивают деревянными мешалками. Температура битума в момент смешения не должна превышать 70°С. В случае вспышки битумной массы в котле его нужно плотно закрыть крышкой. Тушить горящую массу следует только сухим песком или огнетушителем.
Заливать водой горячий битум категорически запрещается.
В случае попадания на открытую поверхность кожи битумно-полимерной и тиоколовой мастик или их составляющих их нужно удалить чистой ветошью, смоченной бензином или керосином, а затем смыть теплой водой с мылом.
Все работающие с битумно-полимерными или тиоколовыми мастиками должны быть ознакомлены со специальными требованиями противопожарной охраны при работе с горючими и взрывчатыми веществами.
К работе на специальном комплекте оборудования для заполнения швов тиоколовыми герметиками допускаются лица, хорошо знакомые с его устройством, правилами по эксплуатации двигателей внутреннего сгорания и компрессоров и прошедшие специальный инструктаж.
При работе заливщика швов необходимо постоянно следить за состоянием предохранительных клапанов в системе подачи сжатого воздуха. Работа с неисправными клапанами запрещается.
Запрещается снимать крышку с заливщика швов при наличии давления воздуха в емкости.
Запрещается ремонтировать или регулировать узлы смесительного агрегата или компрессора при работающем двигателе.
III. УКАЗАНИЯ ПО ОРГАНИЗАЦИИ ТРУДА
Работы по заполнению температурных швов изоляционными материалами выполняют, как правило, в одну смену. Длину сменной захватки назначают равной длине двухсменной захватки потока по устройству цементобетонного покрытия, что составляет 310 м дороги или 700 м швов.
А. Заполнение швов бит умно-полимерной мастикой
Состав звена
Машинист компрессора 4 разряда - 1
Дорожные рабочие: 3 разряда - 2
2 разряда - 1
Машинист компрессора 4 разр. обеспечивает подачу сжатого воздуха, прочищает швы крючком, насаженным на штуцер воздуховода компрессора, с одновременной продувкой швов сжатым воздухом.
Дорожный рабочий 2 разр. очищает швы стальной щеткой и закладывает в нижнюю часть швов шнур.
Два дорожных рабочих 3 разр. разогревают в котле брикеты битумно-полимерной мастики и готовят жидкий битум, а затем грунтуют грани швов и заливают швы мастикой, применяя конусные лейки на тележке. После остывания мастики они срезают шпателем наплывы. По мере расходования загружают брикеты мастики в котел.
Все оборудование и механизмы в течение смены имеют шесть стоянок через 54 м.
Б. Заполнение швов тиоколовыми герметиками
Состав звена
Машинист смесительного агрегата 4 разряда - 1.
Дорожные рабочие: 3 разряда - 2
2 разряда - 1
Машинист смесительного агрегата 4 разр. обеспечивает подачу сжатого воздуха во время работы заливщиков Союздорнии (заливка герметика под давлением); прочищает швы крючком с одновременной продувкой швов сжатым воздухом; в случае обезжиривания граней плит ацетоном подсушивает их сжатым воздухом.
Дорожные рабочий 2 разр. прочищает швы стальной щеткой, обезжиривает, при необходимости, грани шва ацетоном и закладывает в нижнюю часть шва шнур.
Двое дорожных рабочих 3 разр. участвуют в приготовлении тиоколового герметика и заполняют швы герметикой при помощи двух заливщиков швов. Они загружают компоненты в заливщики, приготовляют тиоколовый герметик, следят за качеством перемешивания его компонентов. Излишки герметика, выступающего из шва, они срезают шпателем.
IV. ГРАФИК ЗАПОЛНЕНИЯ ТЕМПЕРАТУРНЫХ ШВОВ НА ЗАХВАТКЕ ДЛИНОЙ 310 м (700 м швов)
А. Мастикой БПМ-1
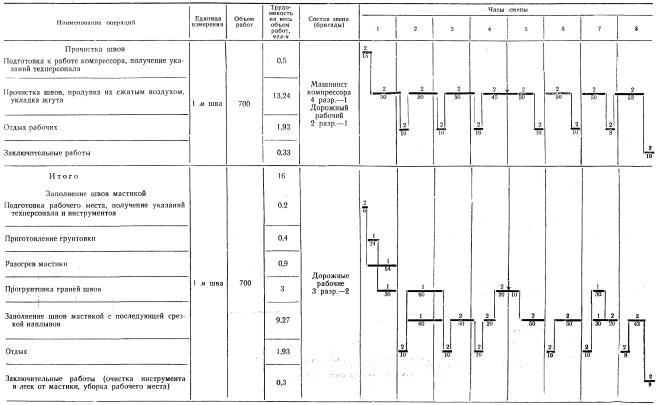
Итого 16
Всего: на сменную захватку 32
на 1000 м2 покрытия 13,7 (1,72 чел-дн)
Примечание.
Цифра над линией - количество рабочих, участвующих в операции.
Цифра под линией - продолжительность операции, мин.
↓ - - рекомендуемое время начала обеденного перерыва.
Б. Тиоколовым герметикой
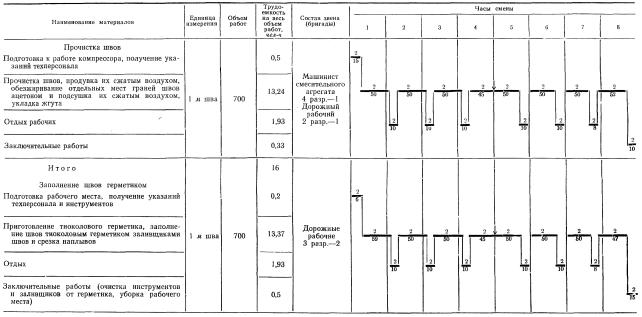
Итого 16
Всего: на сменную захватку 32
на 1000 м2 покрытия 13,7 (1,72 чел-дн)
Примечание.
Цифра над линией - количество рабочих, участвующих в операции.
Цифра под линией - продолжительность операции, мин.
↓ - рекомендуемое время начала обеденного перерыва.
V. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА НА ЗАПОЛНЕНИЕ ТЕМПЕРАТУРНЫХ ШВОВ НА ЗАХВАТКЕ ДЛИНОЙ 310 м (700 м швов)
А. Мастикой БПМ-1
|
Шифр норм и расценок |
Состав звена |
Описание работ |
Единица измерения |
Объем работ |
Норма времени, чел-ч |
Расценка, руб. - коп |
Нормативное время на полный объем работ, чел-ч |
Стоимость затрат труда на полный объем работ, руб. - коп. |
|
ЕНиР, § 17-32, № 2 |
Машинист компрессора 4 разр.- 1 Дорожные рабочие 3 разр.-2 |
Заполнение швов мастикой вручную при помощи лейки с предварительной очисткой швов сжатым воздухом, разогреванием мастики в передвижном котле емкостью до 350 л и отделкой швов с приданием прямолинейности очертаниям кромок |
100 м шва |
7 |
5 |
2-89 |
35 |
20-23 |
|
ЕНиР, Общая часть, п. 4 |
Дорожный рабочий 3 разр.-1 |
Прогрунтовка граней швов с приготовлением разжиженного битума |
чел-ч |
3,5 |
1 |
0-55,5 |
3,5 |
1-94 |
|
Итого на сменную захватку (700 м швов) на 1000 м2 покрытия |
|
|
|
|
38,5 |
22-17 |
||
|
|
|
|
|
16,56 |
9-58 |
|||
|
|
|
|
|
|
2,07 (чел-дн) |
|||
Б. Тиоколовым герметиком
|
Шифр норм н расценок |
Состав звена |
Описание работ |
Единица измерения |
Объем работ |
Норма времени, чел-ч |
Расценка, руб. - коп. |
Нормативное время на полный объем работ, чел-ч |
Стоимость затрат труда на полный объем работ, руб. - коп. |
|
ТНиР, § Т92-2-5 |
Машинист смесительного агрегата 4 разр.-1 Дорожные рабочие: 3 разр.-2 2 разр. - 1 |
Заполнение швов тиоколовым герметикой с приготовлением герметика смесительным агрегатом |
100 м шва |
7 |
6 |
3-34 |
42,0 |
23-38 |
|
Итого на сменную захватку (700 м швов) |
|
|
|
|
42 |
23-38 |
||
|
на 1000 м2 покрытия |
|
|
|
|
18,6 |
10-01 |
||
|
|
|
|
|
|
2,26 (чел-дн) |
|||
VI. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
|
Наименование показателей |
Единица измерения |
По калькуляции А |
По графику Б |
На
сколько процентов показатель по графику больше (+) или меньше (-), чем по
калькуляции |
|
А. При заполнении швов битумно-полимерной мастикой |
||||
|
Трудоемкость работ, на 1000 м2 цементобетонного покрытия |
чел-дн |
2,07 |
1,72 |
(-16,9) |
|
Средний разряд рабочих |
|
3,3 |
3 |
- 9,1 |
|
Среднедневная заработная плата одного рабочего |
руб. - коп. |
4-61 |
5-54 |
+ 20,2 |
|
Б. При заполнении швов тиоколовым герметикой |
||||
|
Трудоемкость работ на 1000 м2 цементобетонного покрытия |
чел-дн |
2,26 |
1,72 |
- 23,9 |
|
Средний разряд рабочих |
- |
3 |
з |
- |
|
Среднедневная заработная плата одного рабочего |
руб. - коп. |
4-45 |
5-84 |
+ 31,2 |
VII. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
А. Основные материалы
|
Наименование |
Марка, ГОСТ |
Единица измерения |
Количество |
||
|
на 100 м шва |
на сменную захватку 310 м покрытия или 700 м швов |
||||
|
А. При заполнении швов битумно-полимерной мастикой |
|||||
|
Битумно-полимерная мастика. |
БПМ-1 |
кг |
37,6 |
263,2 |
|
|
ГОСТ 1544-52 |
|
|
|
||
|
БНД-40/60 |
|
|
|
||
|
или |
|
|
|
||
|
Битум |
БНД-60/90 |
кг |
0,58 |
4 |
|
|
А-72 |
|
|
|
||
|
ГОСТ 2084-67 |
кг |
5,2 |
36,5 |
||
|
Автомобильный бензин. |
|||||
|
Хлопчатобумажный или джутовый шнур диаметром 6 мм |
ГОСТ 18403-73 |
м |
110 |
770 |
|
|
Б. При заполнении швов тиоколовым герметиком |
|||||
|
Тиоколовый герметик |
ГОСТ 12812-72 |
кг |
37,6 |
263,2 |
|
|
Хлопчатобумажный или джутовый шнур диаметром 6 мм |
ГОСТ 18403-73 |
м |
110 |
770 |
|
Б. Машины, оборудование, инвентарь
|
Наименование |
Марка, ГОСТ |
Количество |
|
А. При заполнении швов битумно-полимерной мастикой |
||
|
Компрессор |
ЗИФ-55В |
1 |
|
Передвижной котел емкостью 350 л для разогрева мастики. |
Д-124А |
1 |
|
Изготовляются |
|
|
|
Передвижной котел для разогрева битума емкостью 100 л |
в мастерских строительной организации |
1 |
|
Емкость для бензина. |
- |
1 |
|
Конусные лейки емкостью 16 л на тележке |
- |
2 |
|
Стальной крючок |
- |
1 |
|
Стальная щетка (ерш). |
- |
1 |
|
Шпатели. |
ГОСТ 10778-76 |
2 |
|
Ведра. |
- |
2 |
|
Кисти. |
ГОСТ 10597-70 |
2 |
|
Термометр. |
ГОСТ 2823-73 |
|
|
Б. При заполнении швов тиоколовым герметикой |
||
|
Комплект оборудования для заполнения швов тиоколовым герметиком. |
Конструкция СоюздорНИИ |
1 |
|
в том числе: |
|
|
|
смесительный агрегат. |
|
1 |
|
заливщики швов. |
|
2 |
|
приспособление для очистки швов от щебня и грунта. |
|
1 |
|
приспособление для очистки швов от пыли и песка |
- |
1 |
|
приспособление для просушки швов |
- |
1 |
|
приспособление для заклейки швов бумагой |
- |
1 |
|
шпатель |
ГОСТ 10778-76 |
1 |
|
Ведра |
- |
2 |
|
Весы технические |
ГОСТ 13882-68 |
1 |