ТУ 1469-002-04834179-2005 Соединительные детали, монтажные узлы трубопроводов, гнутые отводы диаметром от 219 до 1420 мм с наружным антикоррозионным покрытием. Технические условия
|
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «ТРУБОДЕТАЛЬ» |
|
|
|
УТВЕРЖДАЮ Генеральный директор ОАО «Трубодеталь» ______________Л.А. Недоспасов «____»____________2005 |
|
СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ, МОНТАЖНЫЕ УЗЛЫ ТРУБОПРОВОДОВ, ГНУТЫЕ ОТВОДЫ ДИАМЕТРОМ ОТ 219 ДО 1420 ММ С НАРУЖНЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ |
|
|
ТЕХНИЧЕСКИЕ УСЛОВИЯ ТУ 1469-002-04834179-2005 Держатель подлинника - Открытое акционерное общество «Трубодеталь» |
|
|
|
Срок действия: с 20.04.2006 г |
|
по 20.04.2011 г. |
|
|
СОГЛАСОВАНО Постоянно действующая комиссия ОАО "Газпром" по приёмке новых видов трубной продукции |
|
Протокол № 6 от 15.03.2006 |
РАЗРАБОТАНО Директор СКБ ОАО «Трубодеталь» _________________А.В. Пуйко « 17 » 08 2005 г. |
|
|
Генеральный директорООО «ВНИИГАЗ» ________________Р.О. Самсонов « 28 » 09 2005 г. |
Содержание
|
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ 1.1 Требования к изделиям, подлежащим наружной изоляции. 1.2 Требования к материалам для нанесения защитного покрытия. 1.3 Требования к защитному покрытию. 2 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ 3. ТРЕБОВАНИЯ ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ 4 ПРАВИЛА ПРИЕМКИ 5 МЕТОДЫ КОНТРОЛЯ 6 МАРКИРОВКА 7 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ 8 УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ 9 ГАРАНТИИ ПОСТАВЩИКА Приложение А МЕТОД ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ ПОКРЫТИЯ ПРИ УДАРЕ Приложение Б МЕТОД ОПРЕДЕЛЕНИЯ АДГЕЗИИ ПОКРЫТИЯ К СТАЛИ МЕТОДОМ НОРМАЛЬНОГО ОТРЫВА (МЕТОД «ГРИБКА») Приложение В МЕТОД ОПРЕДЕЛЕНИЕ АДГЕЗИИ ПОКРЫТИЯ К СТАЛИ МЕТОДОМ НОРМАЛЬНОГО ОТРЫВА ПОСЛЕ ВЫДЕРЖКИ В ВОДЕ Приложение Г МЕТОД ОПРЕДЕЛЕНИЯ УСТОЙЧИВОСТИ ПОКРЫТИЯ К ТЕРМОЦИКЛИРОВАНИЮ Приложение Е. ССЫЛОЧНЫЕ НОРМАТИВНЫЕ ДОКУМЕНТЫ.
|
Настоящие Технические условия распространяются на соединительные детали (отводы, тройники, переходы, днища), монтажные узлы трубопроводов, отводы «холодного» и «горячего» гнутья диаметром от 219 до 1420 мм (далее по тексту - изделия) с наружным антикоррозионным покрытием (далее по тексту - покрытие), предназначенные для строительства, реконструкции и капитального ремонта магистральных трубопроводов, насосных и компрессорных станций и других объектов газовой промышленности.
В зависимости от максимальной температуры эксплуатации наружное антикоррозионное покрытие (Пк) может быть следующих типов: Пк-40, Пк-60, Пк-80, Пк-100.
Изделия с покрытием типа Пк-40 предназначены для объектов газовой промышленности с максимальной температурой эксплуатации плюс 40°С,
Изделие с покрытием типа Пк-60 предназначены для объектов газовой промышленности с максимальной температурой эксплуатации плюс 60°С.
Изделия с покрытием типа Пк-80 предназначены для объектов газовой промышленности с максимальной температурой эксплуатации плюс 80°С.
Изделия с покрытием типа Пк-100 предназначены для объектов газовой промышленности с максимальной температурой эксплуатации плюс 100°С.
Выбор типа покрытия изделий в зависимости от максимальной температуры эксплуатации согласовывается с Заказчиком.
Покрытие всех типов должно выдерживать воздействие окружающей среды без отслаивания, растрескивания и нарушения сплошности в интервале температур:
- при хранении от минус 50°С до плюс 50°С;
- при транспортировке и проведении погрузочно-разгрузочных работ от минус 40°С до плюс 50°С;
- при проведении строительно-монтажных работ от минус 30°С до плюс 40°С;
- при эксплуатации трубопроводов от минус 20°С до максимально допустимой температуры эксплуатации (допускается повышение температуры на 20°С при проведении пуско-наладочных работ).
Перечень нормативных документов, на которые даны ссылки в настоящих технических условиях, приведен в Приложении Е.
![]() Пример условного обозначения соединительных
деталей с наружным покрытием при заказе и в другой документации:
Пример условного обозначения соединительных
деталей с наружным покрытием при заказе и в другой документации:
Отвод крутоизогнутый штамп о сварной с углом поворота 90°, с наружным диаметром 1020 мм, толщиной стенки присоединяемой трубы 18.7 мм, на рабочее давление 7.5 МПа, при коэффициенте условий работы 0.6, для климатического исполнения УХЛ, изготовленный по ТУ 102-488-95, с наружным антикоррозионным покрытием с максимальной температурой эксплуатации плюс 40°С (Пк-40) по ТУ 1469-002-04834179-2005:
ОКШ 90° 1020 (18,7)-7,5-0,6-УХЛ ТУ 102-488-95
Пк-40 ТУ 1469-002-04834179-2005
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1 Требования к изделиям, подлежащим наружной изоляции.
1.1.1 Покрытие наносится на соединительные детали (отводы, тройники, переходы, днища), монтажные узлы трубопроводов, отводы «холодного» и «горячего» гнутья диаметром от 219 до 1420 мм включительно, сортамент и характеристики которых соответствуют требованиям ГОСТ 17375-2001, ГОСТ 30753-2001, ГОСТ 24950-81, ТУ 102-488-95 или другой нормативно-технической документации утвержденной в установленном порядке и согласованной с заказчиком.
1.1.2 Поверхность изделий, перед проведением абразивной очистки не должна иметь:
- поверхностных дефектов: вмятин, раковин, задиров, острых выступов, заусенец, наплавленных капель металла, шлака и др. Дефекты должны быть устранены шлифовкой, не выводящей толщину стенки за пределы минусовых допусков. При невозможности устранения поверхностных дефектов изделия бракуются и не подлежат изоляции.
- масляных, жировых и других загрязнений. Степень обезжиривания поверхности должна быть не ниже первой по ГОСТ 9.402-80.
- следов влаги. Для осушки допускается нагрев поверхности изделия до температуры не более 50°С.
1.1.3 Перед нанесением защитного покрытия наружная поверхность изделий очищается от продуктов коррозии методом абразивной очистки (дробеметная или дробеструйная) до степени - Sa 2.5 по ИСО 8501-1 (степень очистки 2 по ГОСТ 9.402-80 ) и степени шероховатости поверхности Rz от 80 до 150 мкм по ИСО 8503-1 (или по ГОСТ 25142-87).
1.1.4 После проведения абразивной очистки на поверхности изделий, не должно быть визуально определяемых дефектов: вкатанной окалины, трещин любой глубины и протяженности, расслоений, раковин и др. Дефекты должны быть устранены шлифовкой, не выводящей толщину стенки за пределы минусовых допусков. При невозможности устранения поверхностных дефектов изделия бракуются и не подлежат изоляции.
Если площадь зашлифованных зон превышает 50 см на 1м поверхности изделия проводится повторная абразивная очистка.
1.1.5 Очищенная поверхность изделия должна быть обеспылена. Степень запыленности поверхности должна быть не более 3 по ИСО 8502-3.
1.1.6 Температура поверхности изделий перед нанесением покрытия должна превышать температуру точки росы не менее чем на 3°С.
1.1.7 Покрытие наносится при температуре окружающего воздуха не менее 5°С и относительной влажности не более 80%.
1.1.8 Время между окончанием абразивной очистки поверхности и началом нанесения покрытия не должно превышать 4 ч, при относительной влажности воздуха не более 80 %.
1.1.9 На поверхности изделия перед нанесением покрытия не допускается наличие масляных, жировых и других загрязнений.
1.2 Требования к материалам для нанесения защитного покрытия.
Качество исходных компонентов покрытия должно соответствовать технической спецификации
на поставку и подтверждаться данными входного контроля. Материалы, входящие в состав покрытий должны обеспечивать свойства готовых покрытий в соответствии с требованиями настоящих технических условий,
1.3 Требования к защитному покрытию.
1.3.1 Наружное антикоррозионное термореактивное покрытие должно соответствовать требованиям настоящих технических условий.
1.3.2 Покрытие наносится на изолируемые изделия по согласованной в установленном порядке технической документации, разработанной с учетом рекомендаций Поставщика (Изготовителя) материалов. Техническая документация по нанесению покрытия должна учитывать требования и содержать ссылку на настоящие технические условия.
1.3.3 Материалы, применяемые для нанесения покрытий, должны быть согласованы в установленном порядке.
1.3.4 При нанесении покрытия внутренняя поверхность изделия должна быть защищена от нанесения на нее материалов наружного покрытия.
1.3.5 Концевые участки изделий должны быть свободными от покрытия для последующего выполнения сварочно-монтажных работ.
Длина неизолированных концевых участков для соединительных деталей и монтажных узлов трубопроводов изготавливается согласно таблицы 1, если нет других требований Заказчика:
Длина неизолированных концевых участков
Таблица 1.
|
Тип изделия |
Нормативный документ |
Угол поворота, град |
Условный проход магистрали, Он |
Длина неизолированных концевых участков на деталях без переходных и удлинительных колец, мм |
Длина неизолированных концевых участков на деталях с переходными и удлинительными кольцами, мм |
|
|
Магистраль |
Ответвление |
|||||
|
Отводы крутоизогнутые |
ГОСТ 17375-2001 |
90° |
219-426 |
80±20 |
- |
- |
|
Отводы крутоизогнутые |
ГОСТ 30753-2001 |
45° |
530-630 |
80±20 |
- |
- |
|
Отводы штампосварные |
ТУ 102-488-95 |
45° |
720-820 |
80±20 |
- |
130±20 |
|
90° |
130±20 |
- |
||||
|
Отводы штампосварные |
ТУ 102-488-95 |
45° |
1020-1420 |
130±20 |
- |
130±20 |
|
Отводы гнутые |
ТУ 102-488-95 |
1°-90° |
219-1420 |
130±20 |
- |
- |
|
Отводы гнутые |
ГОСТ 24950-81 |
1°-27° |
219-1420 |
130±20 |
- |
- |
|
Переходы штампосварные |
ТУ 102-488-95 |
- |
530-1420 |
80±20 |
- |
130±20 |
|
Тройники штампосварные |
ТУ 102-488-95 |
- |
530-1020 |
80±20 |
80±20 |
130±20 |
|
Тройники штампосварные |
ТУ 102-488-95 |
- |
1220-1420 |
130±20 |
80±20 |
130±20 |
|
Переходы штампосварные |
ТУ 102-488-95 |
- |
530-1420 |
80±20 |
- |
130±20 |
|
Днища |
ТУ 102-488-95 |
- |
1020-1420 |
80±20 |
- |
- |
|
530-1420 |
- |
130±20 |
||||
Длина неизолированных концевых участков на узлах трубопроводов соответствует длине неизолированных концевых участков соответствующих изделий.
Длина неизолированных концевых участков на изделиях не указанных в таблице составляет (80±20) мм или (130±20) мм. Выбор длины зависит от типоразмера изделия и согласовывается с заказчиком.
1.3.6 Угол скоса покрытия к поверхности изделия должен быть не более 30°.
1.3.7 Покрытие должно иметь однородную гладкую поверхность и быть свободным от пропусков, пузырей, отслоений, механических повреждений, ухудшающих качество защитного покрытия.
Допускается наличие на поверхности покрытия «шагрени», небольших локальных утолщений, наплывов, «ряби» (небольшие волнообразные неровности с малой амплитудой) высотой не более 2 мм, царапин, не выводящих толщину покрытия ниже минимально допустимых значений.
1.3.8 Толщина готового покрытия должна обеспечивать качественные показатели свойств покрытия указанные в таблице 2. Необходимая минимальная толщина покрытия должна соответствовать рекомендациям «Технических требований к наружным покрытиям на основе термореактивных материалов для антикоррозионной защиты труб, соединительных деталей, запорной арматуры и монтажных узлов трубопроводов с температурой эксплуатации от минус 20° С до плюс 100° С».
Допускается местное уменьшение толщины покрытия по телу изделия на 10% от минимальной при условии, что площадь уменьшенной толщины покрытия не превышает 25см2 на 1м2 покрытия.
1.3.9 По качественным показателям свойств наружное покрытие должно отвечать требованиям и нормам, приведенным в таблице 2.
Показатели свойств и методы испытаний покрытия .
Таблица 2
|
Наименование показателя |
Значение |
Метод испытания |
|
1. Внешний вид покрытия |
Однородная поверхность без пузырей, трещин, отслоений, расслоений, пропусков |
Визуально |
|
2. Диэлектрическая сплошность покрытия. Отсутствие пробоя при электрическом напряжении, кВ/мм, не менее |
5 |
По п. 5.5. |
|
3. Прочность покрытия при ударе, Дж/мм, не менее, при температурах испытаний: а) плюс (20±5)°С б) плюс (40±3)°С в) минус (30+3)°С |
5(3)* |
По ГОСТ Р 51164-98 и Приложению А |
|
4. Адгезия покрытия к стали при температуре плюс (20±5)°С , МПа, не менее |
7 |
По ГОСТ 14760-69 и Приложению Б |
Продолжение таблицы 2
|
Наименование показателя |
Значение |
Метод испытания |
|
|
5. Снижение адгезии к стали при плюс (20±5)°С после выдержки в воде в течение 1000 ч, в % от исходной величины, не более, |
|
По ИСО 4624:2000, ГОСТ 14760-69 и Приложению В |
|
|
при температурах: |
|
||
|
плюс (40±3)°С (Пк-40) |
30 |
||
|
плюс (60±3)°С (Пк-60) |
40 |
||
|
плюс (80±3)°С (Пк-80) |
50 |
||
|
плюс (95±3)°С (Пк-100) |
50 |
||
|
6. Площадь отслаивания покрытия при поляризации, см , не более, после выдержки в 3% растворе NaCl , при потенциале поляризации 1,5 В и температурах испытаний: |
|
|
|
|
плюс (20±5)°С - 30 суток (Все типы) |
8 |
По ГОСТ Р 51164 -98 приложение В (схема В.4.2) |
|
|
плюс (60±3)°С - 7 суток (Пк-40) |
10 |
||
|
плюс (80±3)°С - 7 суток (Пк-60) |
10 |
||
|
плюс (95±3)°С - 7 суток (Пк-80) |
10 |
||
|
плюс (95±3)°С - 15 суток (Пк-100) |
10 |
||
|
7. Переходное сопротивление покрытия, Ом·м2 , не менее: |
|
По ГОСТ Р 51164 -98 приложение Г |
|
|
- исходное при температуре плюс (20±5)°С |
108 |
||
|
- после 100 суток выдержки в 3 % растворе NaCl при температуре плюс (60±3)°С (Пк-40, Пк-60) |
107 |
||
|
|
|||
|
- после 100 суток выдержки в 3 % растворе NaCl при температуре плюс (80±3)°С (Пк-80) |
107 |
|
|
|
|
|||
|
|
|||
|
- после 100 суток выдержки в 3% растворе NaCl при температуре плюс (95±3)°С (Пк-100) |
107 |
|
|
|
|
|||
|
|
|||
|
- после 100 суток термостарения при температуре плюс (80±3) С с последующей выдержкой 10 суток в 3% NaCl при температуре плюс (60±3)°С (Пк-80) |
106 |
|
|
|
|
|||
|
|
|||
|
|
|||
|
- после 100 суток термостарения при температуре плюс (100±3)°С с последующей выдержкой 10 суток в 3% NaCl при температуре плюс (60±3)°С (Пк-100) |
106 |
|
|
|
|
|||
|
|
|||
|
|
Продолжение таблицы 2
|
Наименование показателя |
Значение |
Метод испытания |
|
8. Сопротивление пенетрации (вдавливанию): при температуре плюс (20±5) С, мм, не более (Все типы) |
0,3 мм |
По ГОСТ Р 51164 -98 приложение Е |
|
в % от исходной толщины: |
20 |
|
|
20 |
||
|
25 |
||
|
30 |
||
|
9. Влагопоглощение (водопоглощение) свободной пленки покрытия через 1000 ч испытаний, %, не более, при температурах: плюс (40±3)°С (Пк-40) плюс (60±3)°С (Пк-60) плюс (80±3)°С (Пк-80) плюс (95±3)°С (Пк-100) |
5 |
По ГОСТ 4650-80 |
|
5 |
||
|
8 |
||
|
8 |
||
|
10. Прочность при разрыве свободной пленки покрытия при температуре плюс (20±5) С, МПа, не менее |
8(12)* |
По ГОСТ 11262-80 |
|
11. Относительное удлинение при разрыве свободной пленки покрытия при температуре плюс (20±5)°С, %, не менее |
20(5)* |
По ГОСТ 11262-80 |
|
12. Стойкость покрытия к отслаиванию при термоциклировании, количество циклов без отслаивания и растрескивания покрытия, не менее, при температурах испытаний: от минус (60±3) °С до плюс (20±5)°С |
10 |
По Приложению Г |
|
13. Поры на срезе покрытия, проведенном под углом (35±5)° при 3-5 кратном увеличении |
Отсутствие пор на границе между металлом и покрытием |
Визуально |
* - без скобок приведено значение показателя для покрытий на полиуретановой основе, в скобках - для покрытий на эпоксидной основе.
1.3.10 При наличии местных дефектов покрытия, полученных при заводской изоляции изделий, проводится ремонт покрытия с использованием изоляционных материалов, аналогичных материалам основного покрытия.
1.3.11 Работы по ремонту мест повреждений покрытия должны проводиться в соответствии с Инструкцией или другой нормативно-технической документацией, согласованной в установленном порядке.
1.3.12 Общая площадь ремонтируемых дефектов не должна превышать 10% от площади изоляционного покрытия.
1.3.13 По показателям свойств покрытие на отремонтированных участках должно отвечать требованиям, предъявляемым к основному защитному покрытию.
2 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2.1 При нанесении покрытия на изделия должны соблюдаться требования безопасности по ГОСТ 12.3.002-75. Отвержденное термореактивное покрытие не является токсичным, не оказывает вредного воздействия на организм человека и окружающую среду.
2.2 Покрытие относится к группе сгораемых, трудновоспламеняемых материалов. При горении могут выделяться токсичные продукты, поэтому в случае загорания покрытия пламя необходимо тушить в изолирующем противогазе обычными средствами пожаротушения.
2.3 Производственные помещения, в которых производятся работы по нанесению защитного покрытия, должны быть оборудованы обменной приточно-вытяжной вентиляцией с кратностью обмена не менее 5 в соответствии со СНиП 2.04.05-91, обеспечивающей чистоту воздуха, в котором концентрация летучих токсических веществ не должна превышать ПДК по ГОСТ 12.1.005-88. Места выделения в воздух вредных веществ должны быть оборудованы местными вытяжными устройствами.
2.4 Для защиты от статического электричества технологическое оборудование должно быть заземлено согласно «Правилам ПТЭ и ПТБ электроустановок потребителей».
2.5 Производственные помещения, организация санитарно-лабораторного контроля, санитарно-бытовое обеспечение работающих, вентиляция, требования к средствам индивидуальной защиты должны соответствовать требованиям «Санитарных правил для производства синтетических полимерных материалов и предприятий по их переработке» № 4783-88.
2.6 К работе по нанесению покрытия допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, инструктаж и обучение технике безопасности по утвержденной программе с последующими периодическими проверками знаний и имеющие допуск к самостоятельной работе. Лица с заболеваниями дыхательных путей и сердца, к работе по нанесению защитных покрытий не допускаются.
2.7 Все работы по нанесению покрытия проводятся в спецодежде с применением индивидуальных средств защиты: костюм хлопчатобумажный, комбинезон одноразовый, ботинки кожаные, перчатки резиновые, рукавицы хлопчатобумажные, защитные очки, противогаз или респиратор-маска (полумаска) со сменными фильтрами или с аппаратом принудительной подачи воздуха.
3. ТРЕБОВАНИЯ ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
3.1 Контроль по соблюдению предельно-допустимых выбросов в атмосферу при нанесении антикоррозионного термореактивного покрытия должен осуществляться согласно ГОСТ 17.2.3.02-78.
3.2 Специальных мероприятий для предупреждения вреда окружающей среде, здоровью и генетическому фонду человека при испытании, хранении, транспортировании и эксплуатации изделий с защитным покрытием не требуется.
4 ПРАВИЛА ПРИЕМКИ
4.1 Проверку качества и приемку изделий с наружным термореактивным покрытием осуществляет ОТК завода-изготовителя.
4.2 Изделия с заводским покрытием предъявляются к приемке партиями или единичными изделиями.
Партия состоит из изделий с наружным покрытием, нанесенным по установившейся технологии с использованием антикоррозионных материалов одной марки. Количество изделий в партии не должно превышать количество изделий, закодированных в одну рабочую смену.
4.3 На каждую партию изделий или единичное изделие с покрытием Изготовитель выдает Паспорт (Сертификат) качества, в котором указывает:
- сведения на неизолированные изделия;
- сведения об используемых изоляционных материалах;
данные по качеству покрытия в объеме приемо-сдаточных испытаний (п. 4.5.);
4.4 Контроль качества должен состоять из следующих испытаний:
- приемо-сдаточные испытания;
- периодические испытания.
4.5 Приемо-сдаточные испытания проводят на каждой партии изолированных изделий или единичном изделии.
Приемо-сдаточные испытания включают:
4.5.1 Измерение длины неизолированных концов.
4.5.2 Измерение угла скоса покрытия к металлу изделия.
4.5.3 Проверку качества наружного покрытия на соответствие настоящим техническим условиям по показателям:
- внешний вид покрытия;
- толщина покрытия;
- диэлектрическая сплошность;
- прочность покрытия при ударе при температуре плюс (20±5) С;
- адгезия покрытия к стали при температуре плюс (20+5) С;
- проверка покрытия на отсутствие пор на границе металл / покрытие.
4.5.4 Проверку наличия маркировки на изолированных изделиях (проводят на каждом изделии).
4.6 По требованию заказчика объем приемо-сдаточных испытаний может быть увеличен.
4.7 Приемо-сдаточные испытания проводят в соответствии с методами, указанными в разделе 5.
4.8 При неудовлетворительных результатах приемо-сдаточных испытаний покрытия по показателям п.4.5 изделие бракуется или направляется на ремонт. При невозможности ремонта покрытия, изделия с выявленным браком, по согласованию с потребителем, могут поставляться как изделия без покрытия.
4.9 Показатели качества покрытия по п.п. 3б, 3в, 5-13 таблицы 2 гарантируются заводом-изготовителем и определяются при периодических испытаниях покрытия.
4.10 Периодические испытания проводятся один раз в год. Испытания в объеме периодических проводятся дополнительно: по требованию потребителя, по решению производителя при выявлении явного брака готового покрытия.
4.11 Периодические испытания включают:
- определение прочности
покрытия при ударе при температурах минус (30±3)°С, плюс
(20±5)°С и плюс (40±3)°С;
- определение адгезия покрытия к стали при температуре плюс (20±5) С после выдержки в воде в течение 1000 ч при температурах плюс (40±3)°С, плюс (60±3)°С, плюс (80±3)°С, плюс (95±3)°С (температура испытания выбирается для каждого типа покрытия согласно п. 5 таблицы 2 );
- определение площади отслаивания покрытия при катодной поляризации после выдержки в 3% NaCl при потенциале поляризации 1,5 В (температура испытания и его продолжительность определяется типом покрытия согласно п. 6 таблицы 2 );
- определение переходного сопротивления покрытия в 3 % растворе NaCl исходное и при различных температурах испытаний (температура испытания определяется типом покрытия согласно п. 7 таблицы 2 );
- определение сопротивления пенетрации (вдавливанию) покрытия при различных температурах испытаний (температура испытания определяется типом покрытия согласно п. 8 таблицы 2);
- определение влагопоглощения (водопоглощения) свободной пленки покрытия через 1000 ч при различных температурах испытаний (температура испытания определяется типом покрытия согласно п. 9 таблицы 2 );
- определение прочности и относительного удлинения при разрыве свободной пленки покрытия при температуре плюс (20+5) °С;
- определение стойкости покрытия к отслаиванию при термоциклировании в интервале температур от минус (60±3) °С до плюс (20±5) °С;
4.12 Периодические испытания по показателям п. 4.11. проводят на образцах-свидетелях.
4.13 При неудовлетворительных результатах периодических испытаний покрытия проводятся повторные испытания по неудовлетворительному показателю на удвоенном количестве образцов. При повторном получении отрицательных результатов техпроцесс заводской изоляции изделий должен быть приостановлен до выяснения и устранения причин несоответствия покрытия техническим требованиям.
4.14 Заказчик имеет право вводить независимый контроль качества с соответствующей отметкой в Паспорте (Сертификате) качества.
5 МЕТОДЫ КОНТРОЛЯ
5.1 Внешний вид покрытия ( п. 1.3.7 и п. 1 таблицы 2 ) оценивают на каждом изделии визуально, без применения увеличительных средств или путем сравнения с эталонными образцами, утвержденными в установленном порядке.
5.2 Длину неизолированных концевых участков ( п.1.3.5.) измеряют на каждом изделии с применением шаблона или с помощью линейки металлической по ГОСТ 427-75 с точностью ±1 мм.
5.3 Измерение угла скоса покрытия к металлу изделия ( п. 1.3.6.) проводят на каждом изделии с помощью шаблона-угломера.
5.4 Толщину покрытия ( п. 1.3.8.) определяют на каждом изделии методом неразрушающего контроля с использованием толщиномера, предназначенного для измерения толщины немагнитных покрытий. Точность измерения прибора должна составлять ±5%.
Измерение толщины покрытия производят не менее чем в десяти точках: на верхней, нижней и боковых образующих изделия, начиная от края изолированных концов, а также в местах вызывающих сомнение.
5.5 Диэлектрическую сплошность покрытия (п. 2 таблицы 2 ) определяют искровым дефектоскопом постоянного тока. Контролю сплошности подлежит вся наружная поверхность изделия с покрытием, за исключением неизолированных концевых участков и фасок.
5.6 Прочность покрытия при ударе (п. 3а таблицы 2 ) при температуре (20±5)°С определяют выборочно на одном изделии от партии по методике ГОСТ Р 51164 -98 Приложении А или на образцах-свидетелях по методике Приложения А настоящих технических условий.
Испытания проводят не ранее чем через 3 суток после нанесения покрытия или согласно рекомендациям изготовителя изоляционных материалов.
Прочность покрытия при ударе (п.п. 3б, 3в таблицы 2 ) при температурах минус (30±3)°С, плюс (40±3)°С определяют на образцах-свидетелях по методике Приложения А настоящих технических условий.
5.7 Адгезию покрытия к стали при температуре (20±5)°С (п. 4 таблицы 2 ) методом нормального отрыва определяют выборочно на одном изделии от партии или на образцах-свидетелях по методике ИСО 4624, ГОСТ 14760-69 и Приложения Б настоящих технических условий.
Испытания проводят не ранее чем через 3 суток после нанесения покрытия или согласно рекомендациям Изготовителя изоляционных материалов.
5.8 Адгезию покрытия к стали после выдержки в воде в течение 1000 ч для каждого типа покрытия при температурах испытаний согласно п. 5 таблицы 2 определяют по методике ИСО 4624, ГОСТ 14760-69 и Приложения В настоящих технических условий.
5.9 Площадь отслаивания покрытия при катодной поляризации для каждого типа покрытия при температурах испытаний согласно п. 6 таблицы 2 определяют по методике ГОСТ Р 51164 -98 Приложения В .
5.10 Переходное сопротивление покрытия исходное и после 100 суток испытаний в 3 % растворе NaCl для каждого типа покрытия при температурах испытаний согласно п. 7 таблицы 2 определяют по методике ГОСТ Р 51164 -98 Приложение Г.
5.11 Сопротивление покрытия пенетрации (вдавливанию) для каждого типа покрытия при температурах испытаний согласно п. 8 таблицы 2 определяют по методике ГОСТ Р 51164 -98 Приложение Е.
5.12 Влагопоглощение (водопоглощение) покрытия через 1000 часов для каждого типа покрытия при температурах испытаний согласно п. 9 таблицы 2 определяют по методике ГОСТ 4650-80 .
Испытания проводят на образцах изготовленных из свободной пленки покрытия. Образцы должны иметь форму диска диаметром (50+1) мм или квадрата со стороной (50±1) мм.
5.13 Прочность и относительное удлинение покрытия при разрыве при температуре плюс (20±5) С (п.п. 10, 11 таблицы 2 ) определяют по методике ГОСТ 11262-80. Испытания проводят на образцах изготовленных из свободной пленки покрытия. Для испытаний применяют образцы тип 2. Скорость раздвижения зажимов выбирается согласно ГОСТ 11262-80 Приложения 2.
5.14 Стойкость покрытия к отслаиванию при термоциклировании в интервале температур от минус (60±3) °С до плюс (20±5) С (п. 14 таблицы 2 ) определяют по методике Приложения Г настоящих технических условий.
5.15 Наличие или отсутствие пор на границе металл / покрытие (п. 15 таблицы 2 ) на срезе покрытия, произведенном под углом (35±5)°, определяют визуально при 3-5 кратном увеличении, с применением лупы.
5.16 Образцы-свидетели подготавливают путем нанесения покрытия на металлические пластины размером 100×100×(4÷10) мм (нормируется не жестко) с соблюдением технологических режимов, используемых при изоляции изделий. Толщина покрытия на образцах должна соответствовать минимально допустимой толщине покрытия с допуском + 0,5мм. Внешний вид и диэлектрическая сплошность должны соответствовать требованиям п.п. 1, 2 таблицы 2 настоящих технических условий.
5.17 Испытания по п.п. 9-11 таблицы 2 проводят на образцах свободной пленки. Свободную пленку изготавливают одновременно с изготовлением образцов-свидетелей. Свободная пленка должна иметь гладкую, однородную поверхность без вздутий, трещин, раковин, рисок, кратеров и других дефектов. Толщина свободной пленки покрытия должна соответствовать минимально допустимой толщине покрытия с допуском не менее + 0,5мм.
5.18 Перед проведением периодических испытаний образцы с нанесенным покрытием и свободная пленка покрытия должны быть выдержаны при температуре плюс (20±5)°С не менее 7 суток до полного отверждения покрытия.
5.19 При проведении испытаний по пунктам 5.10 и 5.12 через каждые 10 - 15 дней проводят контрольный замер по требуемому показателю.
6 МАРКИРОВКА
6.1 На наружную или внутреннюю поверхность изделий с заводским покрытием в соответствии с требованиями ГОСТ 10692-80, ГОСТ 14192-96 и нормативно-технической документации на изделия (в зависимости от сортамента и назначения изделий) наносится цветная маркировка в зависимости от максимальной температуры эксплуатации для Пк-40 белая, для Пк-60 зеленая, для ПК-80 синяя, для Пк-100 коричневая с дополнительными данными, включающими:
- обозначение типа покрытия;
- номер настоящих технических условий;
- дату нанесения покрытия на изделие (месяц и год);
- клеймо ОТК о приемке продукции.
6.2 Маркировка должна быть выполнена с помощью трафарета или печати, которые создают четкие и несмываемые надписи, обеспечивающими сохранность маркировки на период гарантированного срока хранения изделий.
7 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1 Погрузочно-разгрузочные работы и хранение изделий должны производиться в условиях, предотвращающих механическое повреждение покрытия.
7.2 Хранение изделий с покрытием не должно приводить к нарушению сплошности покрытия. При длительном хранении изделий с покрытием рекомендуется защищать их от воздействия ультрафиолетового излучения, используя навесы, тенты или другие подходящие методы.
7.3 Транспортирование изолированных изделий должно производиться в транспортировочной таре, специально разработанной под каждый вид изделий, или без нее любым видом транспорта, оборудованным специальными приспособлениями, исключающими перемещение изделий и повреждение покрытия, в соответствии с правилами перевозки на данном виде транспорта.
7.4 Транспортирование и хранение изолированных изделий должно производиться в соответствии с требованиями ГОСТ 10692-80.
8 УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
8.1 Установка, монтаж и применение изделий с покрытием производится в соответствии с ВСН 008-88, ВСН 004-88 или другой нормативной документацией потребителя.
9 ГАРАНТИИ ПОСТАВЩИКА
9.1 Гарантированный срок хранения изолированных изделий при выполнении требований настоящих технических условий составляет 24 месяца с момента их отгрузки Изготовителем.
9.2 Допускается применение изделий с защитным покрытием по истечении срока хранения при условии, что защитное покрытие при повторных испытаниях в объеме приемо-сдаточных показателей по п. 4.5. отвечает требованиям настоящих технических условий.
9.3 Покрытие не должно отслаиваться от края скоса кромки на глубину более 2 мм в течение установленного срока хранения, а также в процессе проведения сварочно-монтажных работ при кратковременном нагреве металла зоны сварного шва до температуры 100±10°С.
9.4 Не являются признаками заводского брака покрытия царапины и потертости на внешней поверхности изолированных изделий, не снижающие толщину покрытия до минимальных значений, а также дефекты покрытия, происходящие от механических повреждений вследствие нарушений норм и правил при разгрузке, транспортировке изделий от места поставки, при хранении изделий и проведении строительно-монтажных работ.
9.5 Изготовитель гарантирует срок службы наружного антикоррозионного защитного покрытия не менее 20 лет, при соблюдении температурных условий эксплуатации изделий.
Приложение А
МЕТОД ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ ПОКРЫТИЯ ПРИ УДАРЕ
А.1 Назначение испытаний.
Испытание по данному методу позволяет определить прочность покрытия при ударе при температуре минус (30±3)°С, плюс (20±5)°С, плюс (40±3)°С.
А.2 Требования к образцам.
Образцы - металлические пластины с защитным покрытием.
А.3 Оборудование и приборы.
Приспособление для контроля прочности покрытия при ударе состоит из основания, направляющей трубы со шкалой 0 - 1000 мм, свободно падающим грузом, стойки крепления направляющей трубы к основанию под углом 90°.
Свободно падающий груз с постоянной массой, равной (3±0,001) кг, включает в себя: стальной стакан, стальной боек сферической формы твердостью HRC 60, радиусом 8 мм, закрепленный у основания стакана, винт рукоятку. Масса свободно падающего груза может быть увеличена при помощи дозированных утяжелителей массой 0,25 кг.
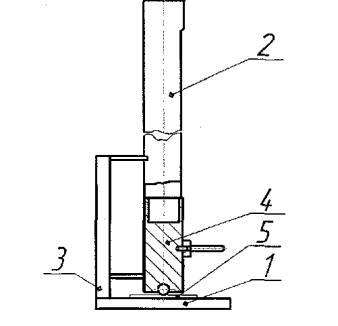
1 - основание; 2 - направляющая труба; 3 - стойка крепления основания и направляющей; 4 - свободно падающий груз; 5 – образец - металлическая пластина с покрытием
Рисунок А.1 - Приспособление для контроля прочности покрытия при ударе
![]() Климатическая
камера или криокамера, обеспечивающая поддержание температуры с точностью ±3°С.
Климатическая
камера или криокамера, обеспечивающая поддержание температуры с точностью ±3°С.
Электронагревательный шкаф, обеспечивающий поддержание температуры с точностью ±3°С.
Толщиномер для измерения толщины немагнитных покрытий.
Искровой дефектоскоп постоянного тока.
Цифровой контактный термометр с точностью ±3%.
Спиртовой контактный термометр ГОСТ 28498-90 или аналогичный прибор импортного производства (для испытаний в криокамере).
Вода дистиллированная по ГОСТ 6709-72.
Натрий хлористый (х.ч.) по ГОСТ 4233-77.
Спирт изопропиловый по ТУ 6-09-402-87 или этиловый ГОСТ 17299-78 (для испытаний в криокамере).
Азот жидкий по ГОСТ 9293-88 (для испытаний в криокамере).
В качестве криокамеры можно использовать металлическую емкость с теплоизолированными стенками. В качестве хладагента используют смесь изопропилового спирта с жидким азотом. Для контроля температуры используют спиртовой контактный термометр.
А.4 Подготовка к испытанию .
На образцах то л щи номером определяют толщину покрытия.
А.5 Проведение испытаний.
Для определения прочности покрытия при ударе при температуре минус (30±3)°С образцы с покрытием помещают в климатическую камеру или криокамеру. Для определения прочности покрытия при ударе при температуре плюс (40±3)°С образцы с покрытием помещают в климатическую камеру или электронагревательный шкаф.
Образцы нагревают или охлаждают до температуры на 5°С выше или ниже температуры испытаний.
Нагретый или охлажденный образец помещают в приспособление под боек покрытием вверх. Участок образца, повергающийся удару, должен отстоять на расстоянии не менее 20 мм от краев образца и 40 мм от центров других участков, подвергшихся ранее удару.
Свободно падающий груз поднимают на высоту Н, см, определяемую по формуле:
![]()
где U - прочность покрытия при ударе для данной толщины покрытия, Дж (кгс·см);
Р - вес груза, кгс;
1Дж - 0,102 кгс·см = 10,2 кгс·см.
![]() По достижении заданной температуры производят
контрольный удар. Контроль температуры образца определяют с помощью цифрового
контактного термометра.
По достижении заданной температуры производят
контрольный удар. Контроль температуры образца определяют с помощью цифрового
контактного термометра.
В месте удара визуально контролируют сплошность покрытия. Затем, для достижения лучшей электропроводности, на место удара капают 3% раствор хлористого натрия и искровым дефектоскопом при напряжении 5 кВ на 1 мм толщины покрытия контролируют наличие микротрещин и пробоя покрытия.
Если в месте удара отсутствуют дефекты, то испытание повторяют, увеличивая высоту груза на 20-100 мм до тех пор, пока не обнаружится разрушение покрытия в месте удара. Повторные испытания проводят каждый раз на новом участке образца. При этом на каждой установленной высоте определение проводят не менее трех раз.
Достаточно устанавливать груз на расчетную высоту, определяемую в зависимости от ударной прочности покрытия согласно п. 2 таблицы 2 .
А.6 Оценка результатов испытаний.
Покрытие считается выдержавшим испытания, если после испытания в трех точках покрытие не разрушено, то есть при падении груза с высоты, определяемой в зависимости от ударной прочности покрытия, в местах удара отсутствуют поры и трещины, а также отсутствует искровой разряд при проверке покрытия искровым дефектоскопом.
Приложение Б
МЕТОД
ОПРЕДЕЛЕНИЯ АДГЕЗИИ ПОКРЫТИЯ К СТАЛИ МЕТОДОМ НОРМАЛЬНОГО ОТРЫВА (МЕТОД «ГРИБКА»)
Б.1 Назначение испытаний.
Метод предназначен для определения адгезии покрытия к стали при отслаивании методом нормального отрыва (метод "грибка") при температуре плюс (20±5)°С.
Б.2 Требования к образцам.
Адгезию к стали методом нормального отрыва определяют выборочно на одном изделии или на образцах-свидетелях - металлических пластинах с защитным покрытием, нанесенным по принятой технологии одновременно с нанесением покрытия на изделие.
Б.3 Оборудование, приборы, материалы.
Адгезиметр или разрывная машина (только для определения адгезии покрытия к стали на образцах-свидетелях).
Толщиномер для измерения толщины немагнитных покрытий.
«Грибки» (специальные приспособления для приклеивания к покрытию и последующего отрыва адгизиметром или разрывной машиной), изготовленные из алюминия или нержавеющей стали диаметром 10 мм или 20мм.
Режущее устройство (кольцевая фреза с внутренним диаметром режущего элемента, соответствующим наружному диаметру «грибка») для прорезания покрытия до металла вокруг «грибка».
Приспособление для крепления образца в захватах разрывной машины.
Клей двухкомпонентный эпоксидный или цианоакрилатный.
Линейка 300 ГОСТ 427-75.
Наждачная бумага ГОСТ 6456-82.
Этиловый спирт по ГОСТ 17299-78.
Б.4 Подготовка к испытанию.
На поверхности изделия выбирают три участка, отстоящих друг от друга на расстоянии не менее 100 мм и не менее 20 мм от скоса покрытия; на образцах-свидетелях - на расстоянии не менее 20мм от краев образца и 40 мм от центров других участков.
Рабочую поверхность «грибков» очищают от остатков клея, следов отслоенного покрытия, зачищают наждачной бумагой и обезжиривают этиловым спиртом.
Толщиномером в месте установки «грибка» измеряют толщину защитного покрытия. Толщина покрытия не должна превышать требуемую минимальную толщину покрытия более, чем на 0.5мм.
![]() Для улучшения клеевого соединения поверхность покрытия
в месте приклеивания «грибка» обрабатывают наждачной бумагой, обеспыливают и
обезжиривают этиловым спиртом.
Для улучшения клеевого соединения поверхность покрытия
в месте приклеивания «грибка» обрабатывают наждачной бумагой, обеспыливают и
обезжиривают этиловым спиртом.
Нанесение клея производят согласно инструкции изготовителя клея. Клей наносят ровным слоем на свежеочищенную и обезжиренную поверхность «грибка», затем прижимают «грибок» к покрытию и выдерживают до отверждения клея, обеспечивая центровку склеиваемых поверхностей. По возможности необходимо немедленно удалять избыток клея.
Б.5 Проведение испытаний.
Измерение адгезии проводится не ранее, чем через 24 ч после приклеивания «грибка».
С помощью режущего инструмента (кольцевой фрезы) прорезают покрытие до металла вокруг «грибка». Пропилы осуществляются на всю толщину покрытия, до появления металла, при этом ширина пропила должна составлять не менее 1 мм.
Для проведения измерения адгезии «грибок» помещают в специальное устройство адгезиметра. Упорный механизм адгезиметра зацепляется за «грибок» и вращением ручки прикладывается усилие нормального отрыва, величина которого фиксируется по шкале прибора.
При определении адгезии покрытия на образцах с использованием разрывной машины образец с приклеенным к нему «грибком» помещают в специальное приспособление, закрепленное в нижнем неподвижном захвате машины.
Верхняя часть испытываемого «грибка» закрепляется в подвижном захвате машины, после чего проводится отрыв покрытия при скорости растяжения 10мм/мин.
В момент отрыва «грибка» от покрытия фиксируется усилие отрыва (кН) и производится осмотр поверхности покрытия в месте отрыва.
Б.6 Обработка результатов испытаний.
За показатель адгезии покрытия к стали принимают среднее значение показателя прочности при отрыве, полученное по трем параллельным измерениям.
Величину адгезии А (МПа) при нормальном отрыве для каждого результата полученного с использованием разрывной машины вычисляют по формуле:
![]()
где i - номер образца;
F - усилие отслаивания, кН;
S - площадь поверхности «грибка», мм2.
Результаты испытаний параллельных образцов вычисляют по формуле:

где n - количество образцов, шт.
Покрытие считают удовлетворительным, если величина адгезии имеет значение не менее величины, указанной в п. 4 таблицы 2 настоящих технических условий. Одновременно фиксируют характер отслаивания покрытия:
- адгезионный - при отрыве покрытия от подложки;
- когезионный - при расслоении покрытия;
- адгезионно-когезионный - при частичном расслаивании покрытия с отрывом его от подложки.
Характер отслаивания может быть выражен в процентах, отношением площади отрыва покрытия к площади поверхности «грибка».
Приложение В
МЕТОД
ОПРЕДЕЛЕНИЕ АДГЕЗИИ ПОКРЫТИЯ К СТАЛИ МЕТОДОМ НОРМАЛЬНОГО ОТРЫВА ПОСЛЕ ВЫДЕРЖКИ
В ВОДЕ
В.1 Назначение испытаний.
Метод предназначен для определения адгезии полиуретанового покрытия к стали при отслаивании методом нормального отрыва (метод «грибка») после выдержки в воде в течение 1000ч при температурах плюс (40±3)°С, плюс (60±3)°С, плюс (80±3)°С, плюс (95±3)°С.
8.2 Требования к образцам .
Образцы - металлические пластины с защитным покрытием.
Образцы должны иметь открытые кромки и не иметь видимых механических повреждений и отслоений покрытия.
8.3 Оборудование, приборы, материалы .
Адгезиметр или разрывная машина (только для определения адгезии покрытия к стали на образцах-свидетелях).
Толщиномер для измерения толщины немагнитных покрытий.
Электронагревательный шкаф, обеспечивающий поддержание температуры, с точностью ±3°С.
«Грибки» (специальные приспособления для приклеивания к покрытию и последующего отрыва адгизиметром или разрывной машиной), изготовленные из алюминия или нержавеющей стали диаметром 10 мм или 20мм.
Режущее устройство (кольцевая фреза с внутренним диаметром режущего элемента, соответствующим наружному диаметру «грибка») для прорезания покрытия до металла вокруг «грибка».
Приспособление для крепления образца в захватах разрывной машины.
Емкость для выдержки образцов в воде, стальная с внутренним антикоррозионным покрытием (например, эмалевым) или из нержавеющей стали.
Линейка 300 ГОСТ 427-75.
Клей двухкомпонентный эпоксидный или цианоакрилатный.
Наждачная бумага ГОСТ 6456-82.
Этиловый спирт по ГОСТ 17299-78.
8.4 Подготовка к испытанию.
На образце, в покрытии, на расстоянии от краев образца не менее 20мм, с помощью режущего инструмента выполняют кольцевые пропилы. Пропилы осуществляют на всю толщину покрытия до металла шириной не менее 1 мм. Кромки реза образцов с покрытием обезжиривают этиловым спиртом.
Обезжиренные кромки реза осматривают и проверяют на отсутствие признаков отслаивания покрытия. К испытаниям допускаются образцы без признаков отслаивания покрытия.
Образцы укладывают в емкость таким образом, чтобы кромки реза образцов оставались открытыми для доступа воды, при этом не разрешается укладывать образцы друг на друга.
В емкость с образцами заливают дистиллированную воду, предварительно нагретую до заданной температуры плюс (40+3) С, плюс (60±3) С, плюс (80±3) С, плюс (95±3) С, таким образом, чтобы уровень воды был на 70-100 мм выше поверхности образцов. Фиксируют время начала испытаний. Емкость устанавливают в сушильный шкаф, обеспечивающий поддержание необходимой температуры в течение всего времени испытаний.
В.5 Проведение испытаний.
Образцы с покрытием выдерживают в течение 1000 ч в воде при температурах плюс (40±3)°С, плюс (60±3)°С, плюс (80±3)°С, плюс (95±3)°С.
В процессе испытаний следят за уровнем воды в емкости, поддерживая его выше поверхности образцов не менее чем на 30-50 мм, периодически подливая воду.
По окончании испытаний образцы извлекают из воды, удаляют с их поверхности фильтровальной бумагой влагу и выдерживают при комнатной температуре в течение 24 часов.
Для повышения адгезии клеевого соединения между «грибком» и покрытием поверхность покрытия в месте приклеивания «грибка» обрабатывают наждачной бумагой.
Нанесение клея производят согласно инструкции изготовителя клея. Клей наносят ровным слоем на свежеочищенную и обезжиренную поверхность «грибка», затем прижимают «грибок» к покрытию и выдерживают до отверждения клея, обеспечивая центровку склеиваемых поверхностей. По возможности необходимо немедленно удалить избыток клея, очистить пропилы покрытия вокруг грибка до металла.
Измерение адгезии проводится не ранее, чем через 24 ч после приклеивания «грибка».
С помощью режущего инструмента удаляют клей в прорези покрытия до металла вокруг «грибка». Для проведения измерения адгезии «грибок» помещают в специальное устройство адгезиметра. Упорный механизм адгезиметра зацепляется за «грибок» и вращением ручки прикладывается усилие нормального отрыва, величина которого фиксируется по шкале прибора.
При определении адгезии покрытия на образцах с использованием разрывной машины образец с приклеенным к нему «грибком» помещают в специальное приспособление, закрепленное в нижнем неподвижном захвате машины.
Верхняя часть испытываемого «грибка» закрепляется в подвижном захвате машины, после чего проводится отрыв покрытия при скорости растяжения 10мм/мин.
В момент отрыва «грибка» от покрытия фиксируется усилие отрыва (кН) и производится осмотр поверхности покрытия в месте отрыва.
В.6 Обработка результатов испытаний.
За показатель адгезии покрытия к стали принимают среднее значение показателя прочности при отрыве, полученное по трем параллельным измерениям.
Величину адгезии А (МПа) при нормальном отрыве для каждого результата полученного с использованием разрывной вычисляют по формуле:
![]()
![]()
где i - номер образца;
F - усилие отслаивания, кН;
S - площадь поверхности «грибка», мм2.
Результаты испытаний параллельных образцов вычисляют по формуле:

где n - количество образцов, шт.
Покрытие считают удовлетворительным, если величина адгезии имеет значение не менее величины, указанной в п. 5 таблицы 2 настоящих технических условий. Одновременно фиксируют характер отслаивания покрытия:
- адгезионный - при отрыве покрытия от подложки;
- когезионный - при расслоении покрытия;
- адгезионно-когезионный - при частичном расслаивании покрытия с отрывом его от подложки.
Характер отслаивания может быть выражен в процентах, отношением площади отрыва покрытия к площади поверхности «грибка».
Приложение Г
МЕТОД ОПРЕДЕЛЕНИЯ УСТОЙЧИВОСТИ ПОКРЫТИЯ К ТЕРМОЦИКЛИРОВАНИЮ
Г.1 Назначение испытаний.
Испытание по данному методу позволяет определить стойкость защитного покрытия к отслаиванию при термоциклировании в интервале температур от минус (60±3)°С до плюс (20±5)°С.
Г.2 Требования к образцам.
Образцы - металлические пластины с защитным покрытием.
Г.3 Оборудование и приборы.
Климатическая камера или криокамера, обеспечивающая поддержание температуры с точностью ±3°С.
Спиртовой контактный термометр по ГОСТ 28498-90 или аналогичный прибор импортного производства (для испытаний в криокамере).
Емкость для выдержки образцов в воде, стальная с внутренним антикоррозионным покрытием (например, эмалевым) или из нержавеющей стали.
Спирт изопропиловый по ТУ 6-09-402-87 или спирт этиловый ГОСТ 17299-78 (для испытаний в криокамере).
Азот жидкий по ГОСТ 9293-88 (для испытаний в криокамере).
Бумага фильтровальная ГОСТ 12026-80.
Г.4 Подготовка к испытанию.
С кромок образцов удаляют покрытие, так чтобы была видна четкая граница между металлом и покрытием. Кромки образцов не должны иметь на границе металл / покрытие видимых механических повреждений и отслоений покрытия. Перед началом испытаний производится обезжиривание кромок образцов этиловым спиртом.
Г.5 Проведение испытаний.
Для оценки стойкости защитного покрытия к отслаиванию при термоциклировании, образцы с покрытием с открытыми кромками подвергают следующим испытаниям по режиму;
8 ч выдержки при температуре минус (60±3)°С;
15 ч выдержки в воде при температуре плюс (20±5)° C ;
1 ч сушки на воздухе при комнатной температуре.
Испытываемые образцы помещают в климатическую камеру с температурой минус (60±3)°С или погружают в криокамеру с температурой хладагента минус (60±3) С.
Вместо криокамеры можно использовать металлическую емкость с теплоизолированными стенками. В качестве хладагента можно использовать смесь изопропилового спирта (этилового спирта или смесь спиртов) с жидким азотом. Для контроля температуры используют спиртовой контактный термометр.
Через 8 ч выдержки при температуре минус (60±3)°С образцы перемещают в емкость с водопроводной водой, имеющей температуру плюс (20±5)°С, и выдерживают в этих условиях в помещении с комнатной температурой в течение 15 ч.
Образцы укладывают в емкость таким образом, чтобы кромки реза образцов оставались открытыми для доступа воды, при этом не разрешается укладывать образцы друг на друга.
Емкость с образцами заливают водой так, чтобы уровень воды был на 70-100 см выше поверхности образцов, и фиксируют время начала испытаний.
По истечении времени образцы извлекают из воды, удаляют с их поверхности влагу фильтрованной бумагой.
Образцы подвергают визуальному осмотру без применения увеличительных средств. Образец считается выдержавшим цикл испытаний, если по кромкам образца не наблюдается краевого отслаивания и растрескивания покрытия.
При положительных результатах испытаний (без признаков отслаивания и растрескивания покрытия) образцы через 1 ч после извлечения из воды вновь помещают в климатическую камеру (погружают в криокамеру), цикл испытаний повторяется.
Г.6 Оценка результатов испытаний .
Считается, что покрытие выдержало испытания и отвечает п. 14 таблицы 2 , если после 10 циклов испытаний при заданных условиях не наблюдается краевого отслаивания покрытия от стальной подложки или растрескивания покрытия.
Приложение Е.
ССЫЛОЧНЫЕ НОРМАТИВНЫЕ ДОКУМЕНТЫ.
В настоящих технических условиях использованы ссылки на следующие стандарты и другие нормативные документы:
|
Обозначение н ормативной документации |
Наименование нормативной документации |
|
ГОСТ 9.402-80 * |
ЕСЗКС. Покрытия лакокрасочные. Подготовка металлической поверхности перед окрашиванием |
|
ГОСТ 12.1.005-88* |
Общие санитарно-гигиенические требования к воздуху рабочей зоны |
|
ГОСТ 12.3.002-75 * |
Процессы производственные. Общие требования безопасности |
|
ГОСТ 17.2.3.02-78 * |
Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями |
|
ГОСТ 427-75 |
Линейки измерительные металлические. |
|
ГОСТ 4233-77 |
Натрий хлористый. |
|
ГОСТ 4650-80* |
Пластмассы. Методы определения водопоглощения |
|
ГОСТ 6456-82 |
Шкурка шлифовальная бумажная. |
|
ГОСТ 6709-72 |
Вода дистиллированная. |
|
ГОСТ 7502-98 |
Рулетки измерительные металлические. |
|
ГОСТ 9293-88 |
Азот жидкий технический |
|
ГОСТ 10692-80 |
Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение. |
|
ГОСТ 11262-80* |
Пластмассы. Метод испытания на растяжение. |
|
ГОСТ 12026-76 |
Бумага фильтровальная лабораторная. |
|
ГОСТ 14192-96 |
Маркировка грузов. |
|
ГОСТ 14760-69 |
Клеи. Метод определения прочности при отрыве. |
|
ГОСТ 17299-78 |
Спирт этиловый. |
|
ГОСТ 17375-2001 |
Детали трубопроводов бесшовные приварные из углеродистой и
низколегированной стали. Отводы крутоизогнутые типа 3D ( R |
|
ГОСТ 24950-81 |
Отводы гнутые и вставки кривые на поворотах линейной части стальных магистральных трубопроводов. |
|
ГОСТ 25142-87 |
Шероховатость поверхности. Термины и определения. |
|
ГОСТ 28498-90 |
Термометры жидкостные стеклянные. Общие технические требования. |
|
ГОСТ 30753-2001 |
Детали трубопроводов бесшовные приварные из углеродистой и
низколегированной стали. Отводы крутоизогнутые типа 2D ( R |
|
ГОСТ Р 51164 -98 |
Трубопроводы стальные магистральные. Общие требования к защите от коррозии |
|
Обозначение нормативной документации |
Наименование нормативной документации |
|
ТУ 6-09-402-87 |
Спирт изопропиловый технический |
|
ТУ 102-488-95 |
Детали соединительные и узлы магистральных и промысловых трубопроводов на Рр до 10 M П a (100 кгс/см2). |
|
СНиП 2 .04 .05 -91* |
Строительные нормы и правила. Отопление, вентиляция и кондиционирование |
|
ВСН 008-88 |
Ведомственные строительные нормы. Строительство магистральных и промысловых трубопроводов. Противокоррозионная и тепловая изоляция. |
|
ВСН 004-88 |
Ведомственные строительные нормы. Строительство магистральных трубопроводов. Технология и организация. |
|
ИСО 8501-1 |
Подготовка стальной основы перед нанесением красок и связанных с ними продуктов. Визуальная оценка чистоты поверхности. Часть 1: Степень ржавления и степень подготовки стальных поверхностей без покрытия и стальных поверхностей после полного удаления предыдущих покрытий |
|
ИСО 8502-3 |
Подготовка стальной основы перед нанесением красок и связанных с ними продуктов. Испытания для оценки чистоты поверхности. Часть 3. Оценка запыленности стальных поверхностей, подготовленных для нанесения краски. Метод липкой ленты. |
|
ИСО 8503-1 |
Подготовка стальной основы перед нанесением красок и связанных с ними продуктов. Характеристики шероховатости стальной подложки после абразивной обработки. Часть 1. Требования, термины и определения для компараторов ИСО по оценке поверхностей |
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
|
Изм. |
Номера листов (страниц) |
Всего листов в документе |
№ Извещения об изменении |
Подпись |
Дата |
|||
|
Измененных |
Замененных |
Новых |
Аннулированных |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|