ТУ 2573-002-12058737-2005 Набивки сальниковые плетеные. Технические условия
ЗАКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «НОВОМЕТ - ПЕРМЬ»
СОГЛАСОВАНО
НАБИВКИ САЛЬНИКОВЫЕ ПЛЕТЕНЫЕ
Технические условия
ТУ 2573-002-12058737-2005
( Взамен ТУ 2573-002-12058737-2000)
Дата введения : 01.03.2005
|
|
|
Пермь
2005
Настоящие технические условия распространяются на набивки сальниковые плетеные ( далее по тексту - набивки ) графитовые , углеродные , фторопластовые , арамидные и комбинированные из вышеуказанных материалов , изготовленные методом плетения крученых нитей из соответствующего материала .
Набивки предназначены для уплотнения узлов запорно - регулирующей арматуры , трубопроводов , сальниковых камер насосов ( центробежных , плунжерных ), автоклавов и другого оборудования в химической , энергетической , авиационной , нефтедобывающей , нефтеперерабатывающей , пищевой отраслях промышленности ; в коммунальном хозяйстве и мелиорации и др. . Условия эксплуатации набивок зависят от материала , используемого для плетения нити .
Набивки сальниковые плетеные предназначены для эксплуатации во всех макроклиматических районах ( исполнение B по ГОСТ 15150 ).
Для набивок утвержден и действует :
Гигиенический сертификат № 59.55.04.000. П .003327.10.03 от 28.10.2003 г .
Код ОКП 2573
Нормативные ссылки приведены в Приложении А .
Термины и определения приведены в Приложении Б .
C одержание
|
1 Технические требования 1.1 Основные параметры и характеристики 1.2 Типы, марки и обозначения набивок 2 Маркировка, упаковка, транспортирование и хранение 2.1 Маркировка 2.2 Упаковка 2.3 Транспортирование и хранение 3 Требования безопасности и охраны окружающей среды 4 Правила приемки 5 Методы контроля 6 Требования к конструкции уплотняемых узлов и указания по монтажу и эксплуатации 7 Гарантии изготовителя Приложение А (справочное) Нормативные ссылки Приложение Б (справочное) Термины и определения Приложение В (обязательное) Определение размера сечения и плотности набивки Приложение Г (справочное) Рекомендуемые рабочие среды, для эксплуатации графитовых набивок Приложение Д (рекомендуемое) Рекомендации по эксплуатации
|
1 Технические требования
1.1 Основные параметры и характеристики
1.1.1 Набивки изготавливают в соответствии с требованиями настоящих технических условий по технологическому регламенту предприятия - изготовителя , утвержденному в установленном порядке .
1.1.2 Набивки изготавливают методом плетения крученых нитей , полученных из следующих видов материалов :
- ленты армированной из терморасширенного графита ( ТРГ );
- углеродного волокна с различным (6 0÷ 95 %) содержанием углерода ;
- ленты из экспандированного фторопласта ;
- арамидного волокна .
1.1.2.1 Допускается для плетения набивок использовать нити из других материалов по согласованию с заказчиком .
1.1.3 Набивки изготавливают в виде плетеных шнуров квадратного или круглого сечения следующих видов плетения :
- сквозного ( диагонального ),
- однослойного ( однослойная оплетка сердечника ),
- многослойного ( многослойная оплетка сердечника ).
1.1.3.1 Допускается по согласованию с заказчиком при изготовлении набивки использовать сердечник из материала , отличающегося от материала оплетки .
1.1.4 Набивки выпускают двух видов :
- однокомпонентные , для изготовления которых использованы нити из одного вида материала по 1.1.2,
- комбинированные ( двухкомпонентные ), для изготовления которых использованы нити двух видов из материалов по 1.1.2.
1.1.5 Комбинированные набивки изготавливают всех видов плетения по 1.1.3.
1.1.6 Способы плетения комбинированных набивок должны соответствовать требованиям , указанным в таблице 1.
Таблица 1
|
Обозначение способа плетения комбинированной набивки |
Эскиз набивки |
Описание способа плетения комбинированной набивки |
|
К 1 |
|
Вплетение дополнительной нити по углам набивки ( основная нить изображена черным цветом , дополнительная - белым ) |
|
К 2 |
|
Чередование при плетении основных и дополнительных нитей |


1.1.7 С целью уменьшения проницаемости и снижения коэффициента трения , требуемых при герметизации некоторых узлов , сухие набивки по 1.1.2-1.1.4 пропитывают :
- фторопластовой суспензией ,
- графитовой суспензией ,
- суспензией дисульфида молибдена ,
- суспензией нитрида бора ,
- силиконовой смазкой .
1.1.7.1 Допускается использование других суспензий и смазок , выбор которых осуществляют в зависимости от условий эксплуатации набивки .
1.1.8 Размеры набивок и предельные отклонения от размеров должны соответствовать величинам , указанным в таблице 2 .
Таблица 2
|
Размер стороны диаметра круга квадрата или набивки , мм |
Предельное отклонение от размера , мм |
|
4; 6; 8 |
± 0,5 |
|
10; 12; 13; 14 |
± 0,8 |
|
16; 18; 20; 22; 25; 28 |
± 1,2 |
|
30; 32; 35; 38 |
± 1,8 |
1.1.9 Плотность набивки без пропитки должна быть не менее 0,8 г / см 3 .
1.1.10 Плотность набивки с пропиткой должна быть не менее 0,9 г / см 3 .
1.1.11 На поверхности набивок не допускаются следующие дефекты внешнего вида :
- повреждение оплетки ,
- незатянутые петли ,
- перекос профиля .
1.1.12 На поверхности набивок допускаются следующие дефекты внешнего вида :
- пропуск оплеточной нити ,
- выступающие оборванные нити ,
- наружный ткацкий узел ,
- неровность поверхности ,
- незначительное шелушение нити .
1.1.12.1 Размер и количество допускаемых дефектов внешнего вида набивки должны соответствовать требованиям , указанным в таблице 3.
Таблица 3
|
Наименование допускаемого дефекта |
Размер дефекта |
Количество дефектов на участок набивки длиной |
|
Пропуск оплеточных нитей |
Один пропуск длиной не более |
3 |
|
Выступающие оборванные нити |
Нить длиной не более |
3 |
|
Наружный ткацкий узел |
Узел величиной не более двух диаметров одиночной
нити
с концами
нитей
длиной
не
более |
9 |
|
Неровности поверхности набивок |
Одна неровность любой конфигурации
на
линейном
участке набивки в |
5 |
|
Примечания 1 Размеры и количество дефектов уточняют в процессе выпуска опытной партии . 2 Термины и определения дефектов внешнего вида набивки приведены в Приложении Б . |
||
1.2 Типы, марки и обозначения набивок
1.2.1 Обозначение однокомпонентной набивки в технической документации содержит буквенное обозначение типа набивки , цифровое обозначение типа нити , 0 ( отсутствие дополнительной нити ), цифровое обозначение типа пропитки , величину сечения набивки и обозначение настоящих технических условий :

1.2.1.1 Обозначение типа набивки и типа нити должно соответствовать требованиям , указанным в таблице 4.
Таблица 4
|
Обозначение типа набивки |
Тип набивки |
Обозначение типа нити |
Описание нити |
Марка или торговая марка нити |
|
НГ |
Графитовая |
1 |
Изготовлена из ленты ТРГ , армированной лавсановыми нитями |
ТРГ - Л по ТУ 2572-005-12058737-2002 |
|
2 |
Изготовлена из ленты ТРГ , армированной нержавеющей проволокой |
ТРГ - Н по ТУ 2572-005-12058737-2002 |
||
|
3 |
Изготовлена из ленты ТРГ , армированной стеклонитями |
ТРГ - С по ТУ 2572-005-12058737-2002 |
||
|
НУ |
Углеродная |
1 |
Изготовлена из термостабилизированного ПАН - волокна ( содержание углерода ~ 60 %)* |
«Термост» и др . |
|
2 |
Изготовлена из карбонизированного ПАН - волокна ( содержание углерода ~ 95 %)** |
«Урал» , «Ровилон» , «Увис - Н» по ТУ 1916-001-18070047-97 и др . |
||
|
НФ |
Фторопластовая |
1 |
Изготовлена из ленты экспандированного фторопласта |
Ф -4 Д - ПУ , Ф -4 Д - ПК по ТУ 2245-069-00203521-2004 |
|
2 |
Изготовлена из ленты графитонаполненного экспандированного фторопласта |
по ТУ 2245-069-00203521-2004 |
||
|
НА |
Арамидная |
1 |
Изготовлена из арамидного волокна , пропитана фторопластовой суспензией и силиконовой смазкой |
СВМ «Армос» и «Русар» , «Тварон» и др . |
|
* - т . н . низкотемпературное углеродное волокно ** - т . н . высокотемпературное углеродное волокно |
||||
1.2.1.2 Допускается для плетения набивок всех типов использовать нити других марок и / или по другим нормативным документам , а также других производителей при условии , что состав используемых нитей близок к составу нитей , указанных в таблице 3 и свойства изготовленных из них набивок соответствуют требованиям настоящих технических условий .
1.2.1.3 Обозначение типа пропитки набивки указано в таблице 5.
Таблица 5
|
Обозначение типа пропитки |
Описание типа пропитки |
|
0 |
Отсутствие пропитки ( сухая набивка ) |
|
1 |
Пропитка фторопластовой суспензией |
|
2 |
Пропитка графитовой суспензией |
|
3 |
Пропитка суспензией дисульфида молибдена |
|
4 |
Пропитка суспензией нитрида бора |
|
5 |
Пропитка силиконовой смазкой |
1.2.1.4 Примеры обозначения :
1) набивка плетеная сальниковая , изготовленная из нитей марки ТРГ - Н , ( графитовых , армированных проволокой из нержавеющей стали марок 12 Х 18 Н 10 Т ; 12 Х 18 Н 9, 08 Х 18 Н 10, 10 Х 17 Н 13 М3Т по ГОСТ 18143 ), сечением 6 × 6 мм , сухая ( без пропитки ) должна иметь обозначение
Набивка НГ -200-6 × 6 ТУ 2573-002-12058737-2005
2) набивка плетеная сальниковая , изготовленная из нитей марки ТРГ - Л , ( графитовых , армированных лавсановыми нитями по ГОСТ 6309 ), сечением 12*12 мм , пропитанная фторопластовой суспензией должна иметь обозначение
Набивка НГ -101- 12 × 12 ТУ 2573-002-12058737-2005
1.2.2 Обозначение двухкомпонентной набивки в технической документации содержит буквенное обозначение типа набивки , обозначение способа плетения , цифровые обозначения типа основной нити , типа дополнительной нити , типа пропитки , величину сечения набивки и обозначение настоящих технических условий :

1.2.2.1 Обозначение типа комбинированной набивки состоит из двух букв . В первой позиции указывают согласно таблице 4 обозначение типа набивки , соответствующее типу основной нити , во второй - обозначение типа набивки , соответствующее типу дополнительной нити .
1.2.2.2 Обозначение способа плетения комбинированной набивки указывают согласно таблице 1 .
1.2.2.3 Обозначение типа нити ( основной и дополнительной ) указывают согласно таблице 4 .
1.2.2.4 Обозначение типа пропитки указывают согласно таблице 5.
1.2.2.6 Примеры обозначения :
1) комбинированная графито - углеродная набивка , изготовленная из нитей марки ТРГ - Л , ( графитовых , армированных лавсановой нитью ) и углеродных нитей , вплетенных по углам , сечением 6 × 6 мм , сухая ( без пропитки ) должна иметь обозначение
Набивка НГУ - К 1-120-6 × 6 ТУ 2573-002-12058737-2005
1.3 Перечень наиболее употребимых ( оптимальных ) марок набивок указан в таблице 6.
Таблица 6
|
Марка набивки |
Описание набивки |
Код ОКП |
|
НГ-100 |
Графитовая, изготовленная из нитей ТРГ-Л (графитовых, армированных лавсановыми нитями) |
257310 |
|
НГ-101 |
Графитовая, изготовленная из нитей ТРГ-Л (графитовых, армированных лавсановыми нитями), пропитанная фторопластовой суспензией |
257320 |
|
НГ-104 |
Графитовая, изготовленная из нитей ТРГ-Л (графитовых, армированных лавсановыми нитями), пропитанная суспензией нитрида бора |
257320 |
|
НГ-200 |
Графитовая, изготовленная из нитей ТРГ-Н (графитовых, армированных проволокой из нержавеющей стали) |
257310 |
|
НГ-204 |
Графитовая, изготовленная из нитей ТРГ-Н (графитовых, армированных проволокой из нержавеющей стали), пропитанная суспензией нитрида бора |
257320 |
|
НГ-300 |
Графитовая, изготовленная из нитей ТРГ-С (графитовых, армированных стеклонитью) |
257310 |
|
НГ-301 |
Графитовая, изготовленная из нитей ТРГ-С (графитовых, армированных стеклонитью), пропитанная фторопластовой суспензией |
257320 |
|
НГ-304 |
Графитовая, изготовленная из нитей ТРГ-С (графитовых, армированных стеклонитью), пропитанная суспензией нитрида бора |
257320 |
|
НУ-101 |
Углеродная, изготовленная из нитей термостабилизированного ПАН-волокна (углеродных нитей, содержащих -60 % углерода), пропитанная фторопластовой суспензией |
257330 |
|
НУ-202 |
Углеродная, изготовленная из нитей карбонизированного ПАН-волокна (углеродных нитей, содержащих ~95 % углерода), пропитанная графитовой суспензией |
257330 |
|
НУ-203 |
Углеродная, изготовленная из нитей карбонизированного ПАН-волокна (углеродных нитей, содержащих -95 % углерода), пропитанная суспензией дисульфида молибдена |
257330 |
|
НУ-204 |
Углеродная, изготовленная из нитей карбонизированного ПАН-волокна (углеродных нитей, содержащих -95 % углерода), пропитанная суспензией нитрида бора |
257330 |
|
НФ-100 |
Фторопластовая, изготовленная из нитей экспандированного фторопласта |
257350 |
|
НФ-101 |
Фторопластовая, изготовленная из нитей экспандированного фторопласта, пропитанная фторопластовой суспензией |
257350 |
|
НФ-105 |
Фторопластовая, изготовленная из нитей экспандированного фторопласта, пропитанная силиконовой смазкой |
257350 |
|
НФ-200 |
Фторопластовая, изготовленная из нитей графитонаполненного экспандированного фторопласта |
257350 |
|
НФ-201 |
Фторопластовая, изготовленная из нитей графитонаполненного экспандированного фторопласта, пропитанная фторопластовой суспензией |
257350 |
|
НФ-205 |
Фторопластовая, изготовленная из нитей графитонаполненного экспандированного фторопласта, пропитанная силиконовой смазкой |
257350 |
|
НА-100 |
Арамидная, изготовленная из арамидных нитей |
257300 |
|
НГУ-К1-111 |
Комбинированная граффито - углеродная, изготовленная из нитей ТРГ-Л (графитовых, армированных лавсановыми нитями) и нитей из термостабилизированного ПАН-волокна (углеродного волокна, содержащего ~60 % углерода), вплетенных по углам, пропитанная фторопластовой суспензией |
257320 |
|
НГУ-К1-120 |
Комбинированная граффито - углеродная, изготовленная из нитей ТРГ-Л (графитовых, армированных лавсановыми нитями) и нитей из карбонизированного ПАН-волокна (углеродного волокна, содержащего ~95 % углерода), вплетенных по углам |
257310 |
|
НФА-К1-110 |
Фторопласто-арамидная, изготовленная из нитей экспандированного фторопласта и арамидных нитей, вплетенных по углам |
257350 |
|
НФА-К1-115 |
Фторопласто-арамидная, изготовленная из нитей экспандированного фторопласта и арамидных нитей, вплетенных по углам, пропитанная силиконовой смазкой |
257350 |
|
НФА-К2-110 |
Фторопласто-арамидная, изготовленная из нитей экспандированного фторопласта, чередующихся с арамидными нитями |
257350 |
|
НФА-К2-115 |
Фторопласто-арамидная, изготовленная из нитей экспандированного фторопласта, чередующихся с арамидными нитями, пропитанная силиконовой смазкой |
257350 |
|
НФА-К1-210 |
Фторопласто-арамидная, изготовленная из нитей графитонаполненного экспандированного фторопласта и арамидных нитей, вплетенных по углам |
257350 |
|
НФА-К1-215 |
Фторопласто-арамидная, изготовленная из нитей графитонаполненного экспандированного фторопласта и арамидных нитей, вплетенных по углам, пропитанная силиконовой смазкой |
257350 |
|
НФА-К2-210 |
Фторопласто-арамидная, изготовленная из нитей графитонаполненного экспандированного фторопласта, чередующихся с арамидными нитями |
257350 |
|
НФА-К2-215 |
Фторопласто-арамидная, изготовленная из нитей графитонаполненного экспандированного фторопласта, чередующихся с арамидными нитями, пропитанная силиконовой смазкой |
257350 |
2 Маркировка, упаковка, транспортирование и хранение
2.1 Маркировка
2.1.1 Маркировку набивки производят на упаковочном листе ( ярлыке ).
2.1.2 К каждой бухте , бобине прикрепляют упаковочный лист с указанием :
- товарного знака или наименования предприятия - изготовителя ;
- наименования и марки продукции ;
- размера сечения набивки ;
- массы бухты набивки ;
- номера партии ;
- даты изготовления ;
- упаковщика ;
- штампа ОТК ;
- срока гарантии ;
- обозначения настоящих технических условий .
2.1.3 Транспортная маркировка ( основные и дополнительные манипуляционные знаки ) должны быть нанесены по ГОСТ 14192 .
2.1.4 При транспортировании набивок автомобильным транспортом или в универсальных контейнерах транспортную маркировку на грузовые места не наносят .
2.2 Упаковка
2.2.1 Набивку одной марки и размера сечения сматывают в бухты или бобины на бумажные стержни диаметром не менее
2.2.2 Бухты или бобины упаковывают в мешки полиэтиленовые по ГОСТ 17811 или полиэтиленовую пленку по ГОСТ 10354 . Допускается использовать другой вид упаковки , обеспечивающий сохранность набивок при транспортировании и хранении .
2.2.3 Масса каждой упакованной единицы должна быть не более
2.2.4. Упаковку набивок , отправляемых в районы Крайнего Севера и труднодоступные районы , производят по ГОСТ 15846 .
2.2.5 Каждую партию набивки снабжают паспортом ( сертификатом качества ), в котором указывают :
- наименование предприятия - изготовителя ;
- наименование и марку продукции ;
- массу набивки в партии и количество мест ;
- номер партии ;
- данные , характеризующие соответствие набивки настоящим ТУ ;
- дату изготовления ;
- штамп ОТК ;
- срок гарантии .
2.3 Транспортирование и хранение
2.3.1 Набивки можно транспортировать любым видом транспорта крытого типа с соблюдением правил перевозки грузов , действующих на транспорте данного вида .
2.3.2 Не допускается бухты с набивкой бросать .
2.3.3 Набивки необходимо хранить в упаковке изготовителя на складах по группе условий хранения Ж3 ГОСТ 15150 .
2.3.4 Набивки необходимо хранить в закрытых складских помещениях . Они должны быть защищены от прямого воздействия солнечных лучей , атмосферных осадков и находиться на расстоянии не менее одного метра от теплоизлучающих приборов .
3 Требования безопасности и охраны окружающей среды
3.1 Работы , связанные с изготовлением набивок по настоящим техническим условиям , необходимо выполнять с соблюдением общих правил , установленных действующими нормативными документами .
3.2 Производственные помещения должны соответствовать требованиям пожарной безопасности согласно ГОСТ 12.1.004 .
3.3 При работе с графитовыми , углеродными и арамидными набивками возможно выделение пыли в воздушную среду производственных помещений .
3.3.1 Пыль графитовая , а также пыли углеродных ( на основе гидратцеллюлозы и полиакрилонитрила ) и арамидных волокон по степени воздействия на организм человека относятся к IV классу опасности по ГОСТ 12.1.005 .
3.3.2 Набивки из экспандированного фторопласта при работе пыли не образуют . Фторопласт -4 относится к IV классу опасности по ГОСТ 12.1.005 .
3.3.3 Для защиты органов дыхания от пыли рабочие должны быть обеспечены респираторами типа ШБ -1 «Лепесток» по ГОСТ 12.4.028 .
3.3.4 Для защиты кожи рук от пыли и волокон необходимо использовать перчатки трикотажны е по ГОСТ 5007 .
3.3.5 Производственные помещения должны быть оснащены приточно - вытяжной вентиляцией , отвечающей требованиям ГОСТ 12.4.021 .
3.4 Пыль графитовая ( ТРГ ), пыли углеродных ( на основе гидратцеллюлозы и полиакрилонитрила ) и арамидных волокон , а также фторопласт -4 токсичных соединений в воздушной среде , стоячих водах и в присутствии других веществ не образуют .
3.5 Утилизацию набивок ( плетеных колец ) после эксплуатации в контакте с безопасными для окружающей среды веществами можно производить вместе с бытовыми отходами .
3.6 По завершении эксплуатации набивок ( плетеных колец ), контактировавших с токсичными , пожароопасными или взрывоопасными средами , необходимо их обезвредить дезактивирующими составами по специальной методике , разрабатываемой потребителем ( заказчиком ).
4 Правила приемки
4.1 Набивки предъявляют к приемке партиями .
4.2 Партией считают набивку одной марки , одного сечения , изготовленные в одном технологическом процессе , одновременно предъявленные к приемке и оформленные одним сопроводительным документом .
4.3 Масса набивки одной партии должна быть не более
4.4 Набивки должны проходить приемо - сдаточные испытания .
4.4.1 Приемо - сдаточные испытания необходимо проводить для каждой выпускаемой партии набивок в соответствии с требованиями , указанными в таблице 7.
Таблица 7
|
Проверяемый показатель |
Проведение испытаний по пункту раздела |
Количество образцов , отбираемых от партии |
|
|
Технические требования |
Методы контроля |
||
|
Внешний вид |
1.1.8; 1.1.9 |
4.1 |
100% |
|
Размер сечения |
1.1.6 |
4.2 |
3 обр .* |
|
Плотность |
1.1.7 |
4.3 |
3 обр .* |
|
* - см . Приложение В . |
|||
4.5 При изменении параметров технологического процесса , состава оборудования , исходных материалов , внедрении в производство новых материалов проводят приемо - сдаточные испытания .
4.6 В случае получения неудовлетворительных результатов по какому - либо показателю , проводят повторное испытание на удвоенном количестве проб от партии . При получении неудовлетворительных результатов повторных испытаний хотя бы по одному показателю производство набивок должно быть приостановлено до выявления причин , устранение которых позволит обеспечить качество набивок , соответствующее требованиям настоящих технических условий . Партию набивок , не прошедшую испытания , бракуют .
5 Методы контроля
5.1 Контроль внешнего вида набивок на соответствие требованиям 1.8-1.9 проводят визуально .
5.1.1 Определение линейных размеров дефектов производят металлической линейкой по ГОСТ 427 с ценой деления
5.2 Контроль отклонения от размеров сечения набивки производят штангенциркулем по ГОСТ 166 с погрешностью не более
5.2.1 Размер сечения набивки определяют в двух взаимно перпендикулярных плоскостях в соответствии с методикой , указанной в Приложении В .
За результат принимают среднее арифметическое трех измерений , округленное до первого десятичного знака . Результат каждого измерения должен соответствовать нормам , указанным в таблице 2 .
5.3 Контроль плотности производят по ГОСТ 5152 . Определение проводят в соответствии с методикой , указанной в Приложении В .
6 Требования к конструкции уплотняемых узлов и указания по монтажу и эксплуатации
6.1 Общие указания по монтажу и эксплуатации
6.1.1 Набивку сальниковую плетеную применяют для уплотнения соединений арматуры только в виде плетеных колец .
6.1.2 Кольца плетеные могут быть изготовлены как производителем , так и заказчиком ( потребителем ) набивок .
6.1.2.1 Кольца плетеные из графитовой набивки изготавливают по ТУ 5728-001 -12058737-2005.
6.1.2.2 Кольца плетеные из углеродной , арамидной и фторопластовой набивок изготавливают аналогично кольцам плетеным из графитовой набивки по ТУ 5728-001-12058737-2005.
6.1.3 Заказчик обеспечивает монтаж и эксплуатацию колец плетеных только в соответствии с Инструкцией по монтажу и эксплуатации , разработанной производителем .
6.1.4 Монтаж и демонтаж колец плетеных должен осуществлять только специально обученный персонал .
6.1.5 Перед монтажом колец плетеных необходимо проверить уплотняемый узел на соответствие требованиям документации производителя арматуры и требованиям раздела 6 настоящих технических условий .
6.1.6 Конструкция сальникового пакета , количество устанавливаемых колец , условия их обжатия и значения усилий должны быть указаны в направляемой заказчику Инструкции по монтажу и эксплуатации .
6.1.7 Утилизацию колец плетеных ( набивок ) после демонтажа уплотнения производят в соответствии с требованиями 3.5 - 3.6.
6.1.8 Основные рабочие среды , в которых можно эксплуатировать кольца плетеные графитовые ( набивку графитовую ), приведены в Приложении Г .
6.1.9 Область применения и рекомендуемые условия эксплуатации ( температура , давление , основные рабочие среды и т . д .) для всех типов набивок приведены в Приложении Д .
6.2 Требования к конструкции уплотняемых узлов и указания по монтажу
6.2.1 Линейная скорость скольжения сопряженных с плетеными кольцами деталей не должна превышать при возвратно - поступательном движении 2 м / с , при вращательном - 20 м / с .
6.2.2 Наружный диаметр штока в зоне контакта с плетеными кольцами и внутренние диаметры сальниковой камеры , нажимного кольца и подсальниковой втулки должны быть в пределах допусков , установленных рабочей документацией изготовителя арматуры .
6.2.3 Радиальный зазор между штоком ( шпинделем ) и корпусом
сальниковой камеры ( подсальниковой втулкой ) и нажимным кольцом не должен
превышать 2 % от ширины сечения уплотнительного кольца , но быть не более
6.2.4 Не допускается наличие эксцентриситета между осями шпинделя и сальниковой камеры . Изгиб шпинделя должен быть не более
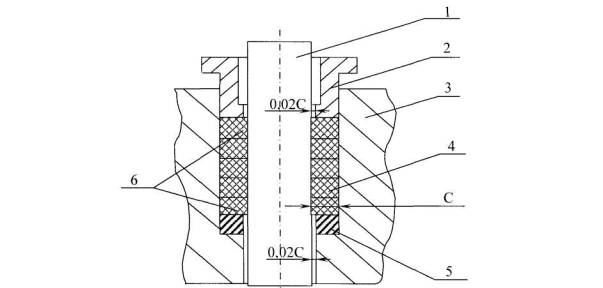
1 - шток (вал/защитная втулка), 2 - втулка нажимная, 3 - камера сальниковая, 4 - основные кольца сальникового пакета, 5 - кольцо подсальниковое, 6 - замыкающие кольца сальникового пакета
Рисунок 1
6.2.5 Торец нажимной втулки и дно сальниковой камеры ( торец подсальниковой втулки ) должны быть выполнены под углом 90 ° по отношению к оси шпинделя и не должны иметь фасок .
6.2.6 Не допускается применение корродированного или поврежденного штока ( шпинделя ).
6.2.7 В случае отсутствия заходной конической фаски в сальниковой
камере необходимо выполнить расточку сальниковой камеры на глубину
6.2.8 Шероховатость поверхности штока ( шпинделя ), соприкасающейся с кольцами ТРГ ( Ra ) должна быть не более 0,2 мкм по ГОСТ 2789 . В случае необходимости следует провести обкатку поверхности штока ( шпинделя ) роликом или алмазное выглаживание .
6.2.9 Шероховатость поверхности сальниковой камеры ( Rz ) должна быть не более 20 мкм по ГОСТ 2789 .
6.2.10 Кольца плетеные укладывают в сальниковую камеру со смещением реза каждого последующего кольца на 90 ° .
6.2.11 Не допускается производить замену или подтяжку сальникового уплотнения при наличии в системе давления .
6.2.12 Категорически запрещено " разбивать ", " раздавливать " до большего размера , " забивать " набивку при уплотнении сальниковых камер насосов .
7 Гарантии изготовителя
7.1 Изготовитель гарантирует соответствие набивки требованиям настоящих технических условий при соблюдении потребителем условий эксплуатации , транспортирования и хранения , установленных настоящими техническими условиями .
7.2 Гарантийный срок хранения набивок сальниковых плетеных составляет 10 лет со дня изготовления .
7.3 Гарантийный срок хранения набивок всех типов , пропитанных фторопластовой суспензией - 5 лет со дня изготовления ,
Приложение А
(справочное)
Нормативные ссылки
В настоящих технических условиях использованы ссылки на следующие нормативные документы ( таблица А .1):
Таблица А .1
|
Обозначение документа |
Наименование документа |
Номер пункта, в котором приведена ссылка |
|
ГОСТ 12.1.004-91 |
Система стандартов безопасности труда. Пожарная безопасность. Общие требования |
3.2 |
|
ГОСТ 12.1.005-88 |
Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны |
3.3.1;3.3.2 |
|
ГОСТ 12.4.021-75 |
Система стандартов безопасности труда. Системы вентиляционные. Общие требования |
3.3.5 |
|
ГОСТ 12.4.028-76 |
Респираторы ШБ «Лепесток». Технические условия |
3.3.3 |
|
ГОСТ 166-89 |
Штангенциркули. Технические условия |
5.2 |
|
ГОСТ 427-75 |
Линейки измерительные металлические. Технические условия. |
5.1.1 |
|
ГОСТ 2789-73 |
Шероховатость поверхности. Параметры и характеристики. |
6.2.8;6.2.9 |
|
ГОСТ 5007-87 |
Изделия трикотажные перчаточные. Общие технические условия. |
3.3.4 |
|
ГОСТ 5152-84 |
Набивки сальниковые. Технические условия. |
5.3 |
|
ГОСТ 6309-93 |
Нитки швейные хлопчатобумажные и синтетические. Технические условия |
1.2.1.4 |
|
ГОСТ 7502-98 |
Рулетки измерительные металлические. Технические условия |
5.1.1 |
|
ГОСТ 10354-82 |
Пленка полиэтиленовая. Технические условия |
2.2.2 |
|
ГОСТ 14192-96 |
Маркировка грузов |
2.1.3 |
|
ГОСТ 15150- 69 |
Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды |
Введение; 2.3.3 |
|
ГОСТ 15846-2002 |
Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение |
2.2.4 |
|
ГОСТ 17811-78 |
Мешки полиэтиленовые для химической продукции. Технические условия |
2.2.2 |
|
ГОСТ 18143-72 |
Проволока из высоколегированной коррозионностойкой и жаростойкой стали. Технические условия |
1.2.1.4 |
|
ТУ 2572-005-12058737-2002 |
Нить крученая марки ТРГ |
1.2.1.1 |
|
ТУ 2245-069-00203521-2004 |
Пленка фторопластовая пористая. |
1.2.1.1 |
|
ТУ 5728-001-12058737-2005 |
Кольца уплотнительные из терморасширенного графита. Комплекты колец. |
6.1.2.1;6.1.2.2 |
При пользовании настоящими техническими условиями целесообразно проверить действие ссылочных нормативных документов на территории Российской Федерации по указателю стандартов , составленному по состоянию на 1 января текущего года , и по информационным указателям , опубликованным в текущем году . Если ссылочный документ заменен ( изменен ), то при пользовании настоящими техническими условиями следует руководствоваться замененным ( измененным ) стандартом . Если ссылочный документ отменен без замены , то положение , в котором дана ссылка на него , применяют в части , не затрагивающей эту ссылку .
Приложение Б
(справочное)
Термины и определения
В настоящих технических условиях применены следующие термины с соответствующими определениями :
Б .1 терморасширенный графит ; ТРГ : Подвергнутый термообработке при температуре 900-1500 °С интеркалированный графит ( соединение внедрения графита с серной кислотой или другими интеркалантами ). Синонимы : гибкий ( flexible ), эластичный графит ; расширенный ( expanded ), экспандированный графит ; вермикулированный графит .
Б .2 фольга армированная из терморасширенного графита ( фольга
армированная ТРГ ): Рулонный материал толщиной 0,20 ÷0 ,25 мм , шириной , как правило ,
Б .3 лента армированная из терморасширенного графита ( лента армированная ТРГ ): Рулонный материал шириной , как правило , 10 ÷ 20 мм , получаемый методом продольной резки фольги армированной ТРГ .
Примечание - Ленту армированную ТРГ обычно используют для изготовления нитей ТРГ .
Б .4 нить из терморасширенного графита ( нить ТРГ ): Скрученная лента армированная ТРГ . Синонимы : нить крученая ТРГ , графитовая нить .
Примечание - Нить ТРГ обычно используют для изготовления графитовых набивок .
Б .5 армирующий элемент : В качестве армирующих элементов ленты армированной ТРГ ( а следовательно , нити ТРГ , набивки графитовой , кольца плетеного ТРГ ), как правило , используют текстильные нити ( лавсановые , хлопчатобумажные ), стеклонить , проволоку из нержавеющей стали .
Б . 6 углеродные волокна : Волокна , получаемые многостадийной термической обработкой исходных химических и природных волокон на основе гидратцеллюлозы , сополимеров акрилонитрила ( ПАН - волокна ), пеков нефтяных и каменноугольных и др ., обладающие высокой атмосферостойкостью , устойчивостью к проникающей радиации , высокой химической и термической стойкостью , труд но горючестью и биостойкостью .
Примечания
1 Углеродные волокна могут быть частично карбонизированными ( термостабилизированными , окисленными ), угольными ( карбонизированными ) и графитированными .
2 В зависимости от состава исходных волокон и режима термообработки углеродные волокна имеют различное (60 ÷ 99,5 % по массе ) содержание углерода и различную структуру и , как следствие , обладают разными механическими характеристиками ( модуль упругости , прочность на разрыв и т . д .), химической и термической стойкостью .
3 Одним из основных применений углеродных волокон является изготовление углеродных нитей .
Б .7 арамидные волокна : Волокна , получаемые из ароматических полиамидов , обладающие высокой химической и термической стойкостью , высокой диэлектрической проницаемостью , низкой воспламеняемостью , устойчивостью к ионизирующему облучению , высокой твердостью , способностью сохранять физико - механические характеристики при повышенных температурах .
Примечания
1 В зависимости от структуры мономера свойства арамидных волокон могут различаться .
2 Одним из основных применений арамидных волокон является изготовление арамидных нитей .
Б .8 экспандированный фторопласт : Эластичный пористый микроволокнистый материал на основе фторопласта -4 в виде пленки или жгута . Синоним : пористый фторопласт .
Б .9 графитонаполненный экспандированный фторопласт : Эластичный пористый микроволокнистый материал на основе фторопласта -4 и тонко измельченного графита в виде пленки или жгута .
Б .10 лента экспандированного фторопласта : Рулонный материал толщиной , как правило , 80 ÷ 150 мкм , получаемый методом продольной резки пленки из экспандированного фторопласта .
Примечание - Ленту экспандированного фторопласта обычно используют для изготовления нити экспандированного фторопласта ( фторопластовой нити ).
Б .11 лента графитонаполненного экспандированного фторопласта :
Рулонный материал толщиной , как правило , 80- И 50 мкм , получаемый методом продольной резки пленки из графитонаполненного экспандированного фторопласта .
Примечание - Ленту графитонаполненного экспандированного фторопласта обычно используют для изготовления нити графитонаполненного экспандированного фторопласта ( графитонаполненной фторопластовой нити ).
Б .12 кольцо плетеное : Кольцо , изготовленное методом холодного прессования в пресс - форме набивки сальниковой плетеной .
Примечание - Необходимое сечение и длину отрезка набивки выбирают по размерам диаметров сальниковой камеры и штока . Кольцо из набивки подпрессовывают на 20 ÷ 25 по высоте .
Б .13 пакет колец : Набор колец одного или разных типов ( плетеное , витое и др .) из одного или разных материалов , предназначенный для уплотнения определенного узла , состоящий из основных ( Б .14) и замыкающих ( Б .15) колец . Синоним : комплект колец .
Б .14 основные кольца : Кольца , расположенные в середине пакета и предназначенные для уплотнения . Синонимы : средние кольца , уплотнительные кольца .
Б .15 замыкающие кольца : Кольца , расположенные по краям пакета и предназначенные для предотвращения выдавливания и / или выноса материала уплотнения в зазор . Синоним : крайние кольца .
Б .16 дефект внешнего вида : Видимое нежелательное изменение внешнего вида набивки .
Б .17 местный дефект : Дефект , расположенный на ограниченном участке набивки .
Б .18 повреждение оплетки : Дефект , при котором оплеточные нити или пряди имеют нарушение целостности вследствие механических воздействий .
Б .19 незатянутые петли : Свободно выступающие одиночные или чередующиеся незатянутые комплексные нити ( пряди ) на линейном участке набивки .
Б .20 перекос профиля : Необратимое спиралевидное смещение граней поверхности набивки .
Б .21 пропуск оплеточной нити : Местный дефект , заключающийся в отсутствии на поверхности набивки одной или нескольких нитей или прядей оплетки , возникающий при сходе нитей или их обрыве .
Б .22 выступающие оборванные нити : Дефект в виде выступающих на поверхности набивки концов одиночных нитей .
Б .23 наружный ткацкий узел : Местный дефект в виде связанных концов нитей , заметных на наружной поверхности набивки .
Б .24 неровность поверхности : Местный дефект в виде утолщения или провала поверхности набивки , ребристости углов за счет неравномерного натяжения и местных утолщений нити , смещения или разрыва сердечника , а также за счет неравномерности распределения пропиточного состава .
Приложение В
(обязательное)
Определение размера сечения и плотности набивки
B .1 Отбор проб
Для определения размера сечения и плотности набивки отбирают три бухты от каждой партии набивки . Размер сечения определяют , не отрезая набивку от бухты . Для определения плотности от каждой отобранной бухты отрезают по 1 образцу длиной (10,0 ± 0,5) см .
B .2 Аппаратура
B .2.1 Штангенциркуль по ГОСТ 166 .
B .2.2 Весы с точностью взвешивания
B .3 Проведение испытаний
B .3.1 Размер сечения набивки проверяют для каждой отобранной бухты штангенциркулем с погрешностью не более
Для определения размера сечения набивку измеряют в двух взаимно перпендикулярных направлениях , при этом измерительные площадки штангенциркуля должны касаться поверхности образца .
B .3.2 Для определения плотности образец набивки длиной
(10,0 + 0,5) см взвешивают на лабораторных весах с погрешностью не более
B .4 Обработка результатов
B .4.1 Плотность набивки ( ρ ) в граммах на кубический сантиметр вычисляют по формуле
![]() , ( B .1)
, ( B .1)
где m - масса образца ,
l - длина образца , см ;
S - площадь поперечного сечения образца , см 2 ;
B .4.2 За результат испытаний принимают среднее арифметическое трех определений с точностью до 0,001 г / см 3 . Результаты округляют до 0,01 г / см 3 .
Приложение Г
(справочное)
Рекомендуемые рабочие среды, для эксплуатации графитовых набивок
|
НЕОРГАНИЧЕСКИЕ ГАЗЫ |
||
|
Азот до 3000 °С |
Серы гексафторид |
|
|
Азота диоксид |
Серы диоксид (сернистый ангидрид) до 300 °С |
|
|
Азота (1) оксид (закись) |
Углерода диоксид до 600 °С |
|
|
Аммиак |
Углерода монооксид (угарный газ) |
|
|
Бромистый водород |
Фтор |
|
|
Воздух до 550 °С |
Фтористый водород |
|
|
Кислород до 350 °С |
Хлор сухой |
|
|
Пар до 650 °С |
Хлора диоксид |
|
|
Сероводород |
Хлористый водород |
|
|
НЕОРГАНИЧЕСКИЕ КИСЛОТЫ |
||
|
Азотная 20-65 % до 20°С |
Сернистая |
|
|
Азотная до 20 % |
Соляная |
|
|
Борная |
Угольная |
|
|
Кремнефтористая |
Фосфорная (орто-) до 20 % |
|
|
Серная 70-90 %, до 100°С |
Фтористоводородная (плавиковая) |
|
|
Серная до 70 % |
|
|
|
ЩЕЛОЧИ |
||
|
Аммония гидроксид (водный аммиак) |
Натрия гидроксид до 400 °С |
|
|
Калия гидроксид до 400 °С |
|
|
|
ВОДНЫЕ РАСТВОРЫ СОЛЕЙ |
||
|
Ацетаты |
Сульфаты (в том числе квасцы) |
|
|
Бораты |
Сульфиты |
|
|
Бромиды |
Тиосульфаты |
|
|
Гипохлориты |
Фосфаты |
|
|
Иодиды |
Фториды |
|
|
Карбонаты |
Хлораты |
|
|
Нитраты |
Хлориды |
|
|
Нитриты |
Хроматы до 20 % |
|
|
РАСПЛАВЫ СОЛЕИ |
||
|
Бораты калия и натрия |
Кальция хлорид |
|
|
Калия гидросульфат |
|
|
|
РАСПЛАВЫ МЕТАЛЛОВ |
||
|
Алюминий |
Олово |
|
|
Золото |
Ртуть |
|
|
Калий до 350°С |
Свинец |
|
|
Магний |
Серебро |
|
|
Медь |
Цинк |
|
|
Натрий до 350 °С |
|
|
|
ДРУГИЕ НЕОРГАНИЧЕСКИЕ ВЕЩЕСТВА |
||
|
Бромная вода |
Сера |
|
|
Гидразин |
Хлорная вода |
|
|
Отбеливающие вещества |
Тионилхлорид |
|
|
Перекись водорода, 85 % |
|
|
|
УГЛЕВОДОРОДЫ (жидкие, газообразные и сжиженные) |
||
|
Ацетилен |
Метан, природный газ |
|
|
Бензол |
Пропан, попутный газ |
|
|
Бутан |
Пропилен (газообразный и сжиженный) |
|
|
Изооктан |
Стирол |
|
|
Ксилол |
Этилен (газообразный и сжиженный) |
|
|
ГАЛОГЕНИРОВАННЫЕ УГЛЕВОДОРОДЫ |
||
|
Парадихлорбензол |
Хлорэтилбензол |
|
|
Фреоны |
Хлороформ |
|
|
Хлорбензол |
Четыреххлористый углерод |
|
|
СПИРТЫ |
||
|
Бутанол (бутиловый спирт) |
|
Метанол (метиловый спирт) |
|
Гликоли |
|
Циклогексанол |
|
Глицерин |
|
Фенол |
|
Изопропанол (изопропиловый спирт) |
|
Этанол (этиловый спирт) |
|
АЛЬДЕГИДЫ |
||
|
Ацетальдегид (уксусный альдегид) |
Формальдегид (муравьинный альдегид) |
|
|
Бензальдегид |
|
|
|
КЕТОНЫ |
||
|
Ацетон |
|
Метилэтилкетон |
|
Изобути л м ети л кетон |
|
Циклогексанон |
|
ОРГАНИЧЕСКИЕ КИСЛОТЫ |
||
|
Акриловая |
|
Трихлоруксусная |
|
Винная |
|
Уксусная |
|
Гексахлорфенилуксусная |
|
Фенилуксусная |
|
Жирные кислоты (олеиновая, пальмитиновая, линолевая и др) |
|
Щавелевая |
|
Малеиновая |
|
Салициловая |
|
Монохлоруксусная |
|
Фолиевая |
|
Муравьиная |
|
Фталевая |
|
Сульфоновые кислоты |
|
|
|
ЭФИРЫ |
||
|
Амилацетат |
|
Метилацетат |
|
Дибензиловый эфир |
|
Целлозольвы (этилцеллозольв, бутилцеллозольв) |
|
Дифениловый эфир |
|
Этилакрилат |
|
Диэтиловый эфир |
|
Этилбутират |
|
АМИНЫ |
||
|
Анилин |
|
Моноэтаноламин |
|
Диэтиламин |
|
Триэтаноламин |
|
ДРУГИЕ ОРГАНИЧЕСКИЕ ВЕЩЕСТВА |
||
|
Акрилонитрил |
|
Пиридин |
|
Диметилсульфоксид |
|
Силиконы (полиорганосилоксаны) |
|
Дисульфид углерода (сероуглерод) |
|
Силоксаны |
|
Карбамид (мочевина) |
|
Уксусный ангидрид |
|
Меркаптаны |
|
Эпихлоргидрин |
|
Нитробензол |
|
|
|
ТЕХНИЧЕСКИЕ ЖИДКОСТИ |
||
|
Гидравлическая жидкость |
|
Растворители для красок |
|
Горючее (бензин, дизельное топливо, керосин, авиационное топливо, и т.д.) |
|
Нефть сырая и нефтепродукты (асфальт, мазут, креозот, лигроин и др.) |
|
Масла минеральные и синтетические |
|
СОЖ |
|
Масла трансформаторные |
|
|
Приложение Д
(рекомендуемое)
Рекомендации по эксплуатации
|
Марка набивки |
Описание набивки |
Параметры эксплуатации |
pH |
Узел уплотнения |
Рабочая среда |
Область применения |
|
||
|
Т, °С |
Р, МПа (кг/см2) |
V , м/с |
|||||||
|
НГ-100 |
Графитовая, изготовленная из нитей ТРГ-Л (графитовых, армированных лавсановыми нитями) |
-200÷+650 |
25 (250) |
2 |
0-14 |
Арматура |
Пар перегретый, нефть, тяжелые и легкие нефтепродукты, газообразные и сжиженные углеводороды, кислоты, щелочи, расплавы и растворы солей, органические вещества (фенолы, эфиры, амины и др.), жидкий и газообразный кислород и другие среды |
Регулирующая и запорная арматура, центробежные насосы, мешалки, автоклавы |
|
|
3,5 (35) |
20 |
Ц/б насос |
|||||||
|
2 |
Плун. насос |
||||||||
|
НГ-101 |
Графитовая, изготовленная из нитей ТРГ-Л (графитовых, армированных лавсановыми нитями), пропитанная фторопластовой суспензией |
-200÷+300 |
25 (250) |
3 |
Арматура |
||||
|
3,5 (35) |
20 |
Ц/б насос |
|||||||
|
3 |
Плун. насос |
||||||||
|
НГ-104 |
Графитовая, изготовленная из нитей ТРГ-Л (графитовых, армированных лавсановыми нитями), пропитанная суспензией нитрида бора |
-200÷+650 |
25 (250) |
3 |
Арматура |
||||
|
3,5 (35) |
25 |
Ц/б насос |
|||||||
|
3 |
Плун. насос |
||||||||
|
НГУ-К1-111 |
Комбинированная графито-углеродная, изготовленная из нитей ТРГ-Л (графитовых, армированных лавсановыми нитями) и углеродных нитей из термостабилизированного ПАН-волокна, вплетенных по углам; пропитанная фторопластовой суспензией |
-200÷+300 |
30 (300) |
2 |
Арматура |
Регулирующая и запорная арматура, центробежные и плунжерные насосы, мешалки, автоклавы |
|||
|
3,5 (35) |
20 |
Ц/б насос |
|||||||
|
10(100) |
2 |
Плун. насос |
|||||||
|
НГУ-К1-120 |
Комбинированная графито-углеродная, изготовленная из нитей ТРГ-Л (графитовых, армированных лавсано выми нитями), и углеродных нитей из карбонизированного ПАН-волокна, вплетенных по углам |
-200÷+650 |
30 (300) |
3 |
Арматура |
||||
|
3,5 (35) |
20 |
Ц/б насос |
|||||||
|
10(100) |
3 |
Плун. насос |
|||||||
|
НГ-200 |
Графитовая, изготовленная из нитей ТРГ-Н (графитовых, армированных нержавеющей проволокой) |
35 (350) |
1 |
Арматура |
Пар перегретый, нефть, тяжелые и легкие нефтепродукты, газообразные и сжиженные углеводороды, кислоты, щелочи, расплавы и растворы солей, органические вещества (фенолы, эфиры, амины и др.), жидкий и газообразный кислород и другие среды |
Регулирующая и запорная арматура |
|||
|
- |
- |
Ц/б насос |
|||||||
|
- |
Плун. насос |
||||||||
|
НГ-204 |
Графитовая, изготовленная из нитей ТРГ-Н (графитовых, армированных проволокой из нержавеющей стали), пропитанная суспензией нитрида бора |
35 (350) |
2 |
Арматура |
|||||
|
- |
- |
Ц/б насос |
|||||||
|
- |
Плун. насос |
||||||||
|
НГ-300 |
Графитовая, изготовленная из нитей ТРГ-С (графитовых, армированных стеклонитью) |
35 (350) |
1 |
Арматура |
Регулирующая и запорная арматура, плунжерные и центробежные насосы с невысокими скоростями скольжения |
||||
|
3,5(35) |
10 |
Ц/б насос |
|||||||
|
10(100) |
2 |
Плун. насос |
|||||||
|
НГ-301 |
Графитовая, изготовленная из нитей ТРГ-С (Графитовых, армированных стеклонитью), пропитанная фторопластовой суспензией |
-200÷+300 |
35 (350) |
2 |
Арматура |
||||
|
3,5 (35) |
10 |
Ц/б насос |
|||||||
|
10(100) |
3 |
Плун. насос |
|||||||
|
НГ-304 |
Графитовая, изготовленная из нитей ТРГ-С (Графитовых, армированных стеклонитью), пропитанная суспензией нитрида бора |
-200÷+650 |
35 (300) |
2 |
Арматура |
||||
|
3,5(35) |
10 |
Ц/б насос |
|||||||
|
10(100) |
3 |
Плун. насос |
|||||||
|
НУ-101 |
Углеродная, изготовленная из нитей термостабилизированного ПАН волокна, пропитанная фторопластовой суспензией |
-200÷+300 |
17(170) |
3 |
Арматура |
Пар перегретый, нефть, тяжелые и легкие нефтепродукты, газообразные и сжиженные углеводороды, кисло ты, щелочи, расплавы и растворы солей, органические вещества (фенолы, эфиры, и др.), жидкий и газообразный кислород и другие среды. Исключаются среды, облада ющие сильными окислительными свойствами |
Замыкающие кольца для регулирующей и запорной арматуры. Уплотнения для рабочих сред с невысоким содержанием абразивных частиц в центробежных насосах. Мешалки, автоклавы |
||
|
2,5 (25) |
20 |
Ц/б насос |
|||||||
|
10(100) |
4 |
Плун. насос |
|||||||
|
НУ-202 |
Углеродная, изготовленная из нитей карбонизированного ПАН-волокна, пропитанная графитовой суспензией |
-200÷-650 |
17(170) |
2 |
Арматура |
||||
|
2,5 (25) |
20 |
Ц/б насос |
|||||||
|
10(100) |
3 |
Плун. насос |
|||||||
|
НУ-203 |
Углеродная, изготовленная из нитей карбонизированного ПАН-волокна, пропитанная графитовой суспензией |
17(170) |
2 |
Арматура |
|||||
|
2,5 (25) |
25 |
Ц/б насос |
|||||||
|
10(100) |
3 |
Плун. насос |
|||||||
|
НУ-204 |
Углеродная, изготовленная, из нитей карбонизированного ПАН-волокна, пропитанная суспензией нитрида бора |
17(170) |
3 |
Арматура |
|||||
|
2,5 (25) |
25 |
Ц/б насос |
|||||||
|
10(100) |
3 |
Плун. насос |
|||||||
|
НФ-100 |
Фторопластовая, изготовленная из нитей экспандированного фторопласта |
-240÷+260 |
14(140) |
1 |
Арматура |
Пар перегретый, нефть, тяжелые и легкие нефтепродукты, газообразные и сжиженные углеводороды, кислоты, щелочи, расплавы и растворы солей, органические вещества (фенолы, эфиры, амины и др.), жидкий и газообразный кислород и другие среды |
Регулирующая и запорная арматура, насосы, смесители, миксеры с низкими скоростями скольжения |
||
|
2,0 (20) |
5 |
Ц/б насос |
|||||||
|
- |
- |
Плун. насос |
|||||||
|
НФ-101 |
Фторопластовая, изготовленная из нитей экспандированного фторопласта, пропитанная фторопластовой суспензией |
-240÷+260 |
14(140) |
1,5 |
Арматура |
||||
|
2,0(20) |
8 |
Ц/б насос |
|||||||
|
- |
- |
Плун. насос |
|||||||
|
НФ-105 |
Фторопластовая, изготовленная из нитей экспандированного фторопласта, пропитанная силиконовой смазкой |
14(140) |
2 |
Арматура |
|||||
|
2,0 (20) |
8 |
Ц/б насос |
|||||||
|
- |
- |
Плун. насос |
|||||||
|
НФ-200 |
Фторопластовая, изготовленная из нитей графитонаполненного экспандированного фторопласта |
-200÷+280 |
14(140) |
1 |
Арматура |
Регулирующая и запорная арматура, насосы, смесители, миксеры |
|||
|
2,0 (20) |
10 |
Ц/б насос |
|||||||
|
- |
- |
Плун. насос |
|||||||
|
НФ-201 |
Фторопластовая, изготовленная из нитей графитонаполненного экспандированного фторопласта, пропитанная фторопластовой суспензией |
14(140) |
1 |
Арматура |
|||||
|
2,0 (20) |
12 |
Ц/б насос |
|||||||
|
- |
- |
Плун. насос |
|||||||
|
НФ-205 |
Фторопластовая, изготовленная из нитей графитонаполненного экспандированного фторопласта, пропитанная силиконовой смазкой |
14 (140) |
1,5 |
Арматура |
|||||
|
2,0 (20) |
15 |
Ц/б насос |
|||||||
|
- |
- |
Плун. насос |
|||||||
|
НФА-К1-110 |
Фторопласто-арамидная, изготовленная из нитей экспандированного фторопласта и арамидных нитей, вплетенных по углам |
-100÷-260 |
45 (450) |
1 |
2-12 |
Арматура |
Пар перегретый, нефть, тяжелые и легкие нефтепродукты, газообразные и сжиженные углеводороды, кислоты, щелочи, расплавы и растворы солей, органические вещества (фенолы, эфиры, амины и др.), жидкий и газообразный кислород и другие среды |
Регулирующая и запорная арматура, плунжерные насосы высокого давления, ц/б насосы, смесители, миксеры с небольшим содержанием абразивных частиц |
|
|
5,0 (20) |
8 |
Ц/б насос |
|||||||
|
25 (250) |
2 |
Плун. насос |
|||||||
|
НФА-К1-115 |
Фторопласто-арамидная, изготовленная из нитей экспандированного фторопласта и арамидных нитей, вплетенных по углам, пропитанная силиконовой смазкой |
45 (450) |
2 |
Арматура |
|||||
|
5,0 (20) |
10 |
Ц/б насос |
|||||||
|
25 (250) |
3 |
Плун. насос |
|||||||
|
Регулирующая и запорная арматура, плунжерные и центробежные насосы, смесители, миксеры с содержанием абразивных частиц |
|||||||||
|
НФА-К2-110 |
Фторопласто-арамидная, изготовленная из нитей экспандированного фторопласта, чередующихся с арамидными нитями |
20 (200) |
1 |
Арматура |
|||||
|
3,5 (35) |
12 |
Ц/б насос |
|||||||
|
10(100) |
2 |
Плун. насос |
|||||||
|
НФА-К2-115 |
Фторопласто-арамидная, изготовленная из нитей экспандированного фторопласта, чередующихся с арамидными нитями, |
20 (200) |
1 |
Арматура |
|||||
|
3,5 (35) |
15 |
Ц/б насос |
|||||||
|
пропитанная силиконовой смазкой |
10(100) |
2 |
Плун. насос |
||||||
|
НФА-К1-210 |
Фторопласто-арамидная, изготовленная из нитей графитонаполненного экспандированного фторопласта и арамидных нитей, вплетенных по углам |
-100÷+280 |
50 (500) |
1,5 |
Арматура |
Регулирующая и запорная арматура, плунжерные давления, центро- ; бежные насосы, смесители, миксеры с небольшим содержанием абразивных частиц |
|||
|
5,0 (50) |
10 |
Ц/б насос |
|||||||
|
27 (270) |
2 |
Плун. насос |
|||||||
|
НФА-К1-215 |
Фторопласто-арамидная, изготовленная из нитей графитонаполнен-ного экспандированного фторопласта и арамидных нитей, вплетенных по углам, пропитанная силиконовой смазкой |
-100÷+280 |
50 (500) |
2 |
Арматура |
Пар перегретый, нефть, тяжелые и легкие нефтепродукты, газообразные и сжиженные углеводороды, кислоты, щелочи, расплавы и растворы солей, органические вещества (фенолы, эфиры, амины и др.), жидкий и газообразный кислород и другие среды |
|||
|
5,0 (50) |
15 |
Ц/б насос |
|||||||
|
27 (270) |
3 |
Плун. насос |
|||||||
|
НФА-К2-210 |
Фторопласто-арамидная, изготовленная из нитей графитонаполненного экспандированного фторопласта, чередующихся с арамидными нитями |
20 (200) |
1,5 |
Арматура |
Регулирующая и запорная арматура, плунжерные и центробежные насосы, смесители, миксеры с содержанием абразивных частиц |
||||
|
3,5 (35) |
15 |
Ц/б насос |
|||||||
|
10(100) |
2 |
Плун. насос |
|||||||
|
НФА-К2-215 |
Фторопласто-арамидная, изготовленная из нитей графитонаполненного экспандированного фторопла ста, чередующихся с арамидныминитями, пропитанная силиконовой смазкой |
20 (200) |
2 |
Арматура |
|||||
|
3,5 (35) |
20 |
Ц/б насос |
|||||||
|
10(100) |
3 |
Плун. насос |
|||||||
|
НА-100 |
Арамидная, изготовленная из арамидных нитей |
-100÷+280 |
20 (200) |
2 |
Арматура |
Регулирующая и запорная арматура, плунжерные и центробежные насосы, смесители, миксеры с высоким содержанием абразивных частиц |
|||
|
3,5 (35) |
25 |
Ц/б насос |
|||||||
|
15(150) |
3 |
Плун. насос |
|||||||