Температура замерзания спирта. Формула этилового спирта.
Основным сырьем для производства водок служит спирт этиловый ректификованный. Спирт этиловый ректификованный представляет собой прозрачную бесцветную жидкость без посторонних запахов и привкусов, удельный вес безводного спирта при 20 °С — 0,78927 г/см3. Название класса органических соединений — спирты происходит от английского «spirt» и латинского «spirtus», или иначе алкоголи — от арабского «al-kuhl». Этиловый спирт или этанол (в соответствии с Международной классификацией и номенклатурой химических соединений) впервые был синтезирован из этилена в 1855 г.
Общая химическая формула С2Н60, отражающая состав этилового спирта, была установлена раньше, в 1807 г. Вначале этанол рассматривали как гидрат этилена С2Н4 • Н20, но затем выявили в нем наличие радикала С2Н5 и группы ОН. Поэтому многие ученые относили его к типу воды. Только после того, как удалось синтезировать спирт, была предложена его структурная формула:
которая пишется СН3СН2ОН.
Молекулярная масса этилового спирта составляет 46,07. Как видно из формулы, этанол является насыщенным спиртом, производным углерода алифатического ряда — этана, в котором один атом водорода замещен гидроксиль-ной группой ОН.
Так как этанол содержит одну группу ОН, он относится к одноатомным спиртам. Наличием гидроксильной группы в значительной степени обусловлены химические свойства и реакционная способность этилового спирта.
Этанол принадлежит к гигроскопичным веществам, поэтому при хранении в недостаточно герметичных емкостях происходит не только его испарение, но и поглощение влаги из воздуха, в результате чего понижается крепость. Этанол смешивается с водой в любых соотношениях. Это свойство объясняется тем, что этиловый спирт содержит небольшое количество углеродных атомов и имеет строение, близкое к строению воды. Этиловый спирт можно рассматривать и как производное углеводорода этана, и как производное воды, в молекуле которой атом Н замещен углеводородным радикалом (Н-ОН и С2Н5-ОН).
Реакция химически чистого этилового спирта нейтральная, в отличие от спирта этилового ректификованного, полученного в промышленных условиях, который содержит в незначительном количестве органические кислоты и имеет слабокислую реакцию.
Этиловый спирт относится к легко воспламеняющимся жидкостям, при его горении образуется диоксид углерода и вода. Пожарная опасность этанола характеризуется температурой вспышки (13 °С) и температурными пределами взрываемости — нижним, равным 11 °С, и верхним, равным 41 "С. Температура кипения этанола +78,3 °С, температура замерзания —117 °С. Температура замерзания водно-спиртовой смеси с содержанием спирта 40 % об. —28 °С. Пары спирта вредны для здоровья человека. Предельно допустимая концентрация спирта в воздухе составляет 1 мг/дм3.
Требования, предъявляемые к качеству зерна при производстве спирта
Одной из наиболее важных задач, стоящих перед российскими производителями алкогольной продукции, является получение высококачественного этилового спирта. В соответствии с нормативными документами и государственными стандартами к качеству этилового спирта предъявляются высокие требования, которые касаются физико-химических и органолептических показателей.
Получение спирта этилового ректификованного из сельскохозяйственного сырья относится к биотехнологическим производствам, использующим микроорганизмы вначале для превращения субстрата, а в дальнейшем, при сложных биохимических превращениях продуктов обмена веществ, в готовый продукт — этанол.
На всех стадиях технологического процесса, начиная с приемки зерна и заканчивая процессом ректификации, происходят механические и химические процессы, каждый из которых по-своему воздействует на органолептические показатели этилового спирта.
К факторам, влияющим на органолептические показатели этилового спирта, относятся:
♦ сырье (виды зерна, его состояние, запах, условия хранения и т. д.);
♦ способ подработки (на складе, в производстве, степень помола);
♦ технологическая схема подготовки зерна к осахарива-нию (традиционная, механико-ферментативная);
♦ процесс гидролиза крахмала (осахаривающие материалы, их дозировка, состояние);
♦ внесение дрожжей (расы дрожжей);
♦ процесс сбраживания (нарастание кислотности, продолжительность брожения);
♦ вспомогательные материалы (дезинфицирующие и антисептические средства);
♦ санитарное состояние оборудования (трубопроводы, теплообменники, испарительная камера, передаточный чан).
Одним из основных факторов, влияющих на получение высококачественного спирта, является качество сырья. Положение с сырьем достаточно сложно, так как нет государственных поставок зерна, и основная часть поступает на предприятия по контрактам, заключаемым с разными поставщиками по договорной цене.
В соответствии со схемой технохимического контроля в зерне определяют влажность, сорность и крахмальность, не учитывая такие показатели, как стекловидность, наличие клейковины, кислотности и т. д.
До настоящего времени отсутствует нормативно-техническая документация (нет государственного стандарта) на зерно, используемое для производства пищевого спирта. Однако определенные требования к сырью отражены в «Регламенте на производство спирта из крахмалосодержа-щего сырья», в частности — установления сорности, содержания токсичных примесей (сорняков, семян, протравителей и т. д.), зараженности вредителями хлебных злаков.
Качество зерна в первую очередь влияет на органолеп-тические свойства вырабатываемого из него спирта. Одним из наиболее существенных показателей качества зерна является его запах. Зерна и семена всех культур способны поглощать (сорбировать) из окружающей среды пары различных веществ и газы, что объясняется капиллярно-пористой структурой каждого зерна и скважистостью зерновой массы. Зерно, зараженное амбарными вредителями, может быть заражено и продуктами их жизнедеятельности.
Так, при наличии в зерне клещей образуется специфически неприятный запах, ухудшающий вкус и цвет зерна. В результате повреждения оболочки зерна создаются условия для развития микроорганизмов, что может способствовать накоплению микотоксинов. Переработка такого зерна не вызывает затруднений, однако наличие большого числа насекомых может отрицательно сказаться на органолептичес-ких показателях спирта.
Для получения спирта зачастую используют некачественное, дефектное зерно:
♦ с повышенной сорностью (содержание органических и минеральных примесей от 5 % и выше);
♦ свежеубранное и недозрелое;
♦ подвергнутое самосогреванию;
♦ поврежденное сушкой;
♦ пораженное головней и спорыньей;
♦ пораженное фузариозом.
Переработка свежеубранного и недозрелого зерна без выдержки для дозревания часто происходит с нарушением технологии, которое выражается в интенсивном вспенивании бражки из-за повышенного содержания растворимых веществ (сахаров, аминокислот) и пониженного содержания крахмала и белков. Это часто приводит к затруднению бражки и, естественно, к снижению производительности бродильного отделения.
Кроме недозрелого, свежеубранного зерна, на переработку часто поступает зерно, поврежденное сушкой, зараженное вредными примесями и вредителями сельского хозяйства, пожелтевшее, перезимовавшее в поле, пораженное фузариозом и т. д.
Цвет эндосперма зерна, поврежденного сушкой, может измениться от кремового до светло-коричневого и черного. Зерна с черными эндоспермами при анализе сорности относят к сорной примеси, так как в горевшем зерне в поле или при хранении накапливается масляная и другие органические кислоты, отрицательно влияющие на качество дрожжей и спирта, который приобретает горечь и неприятный запах. В горелом зерне повышено содержание канцерогенных веществ, в частности бензпирена, концентрация которого, по исследованиям ВНИИЗ, может достигать 2,2мкг/кг, что отрицательно влияет на жизнедеятельность дрожжей. Поэтому его перерабатывают только в смеси со
здоровым зерном, причем горелых зерен должно быть не более 8...10%.
Очень часто на предприятия поступает зерно, пораженное головней, спорыньей и другими вредными примесями, количество которых должно быть непременно ограничено, так как они отрицательно влияют на органолептические показатели — вкус, запах, особенно вкус, придавая спирту горечь, резкость и жгучесть.
Зерно, зараженное головней и спорыньей, содержит токсичные алкалоиды (эрготамин, эргобозим, аргонин, корнутин), и само становится токсичным. Перерабатывать такое зерно можно только в смеси со здоровым зерном (зараженного зерна должно быть не более 10 %). Вредные примеси, содержащиеся в зерне и не утилизированные при переработке, крайне нежелательны, так как они придают спирту резкость, жгучесть и очень часто горечь.
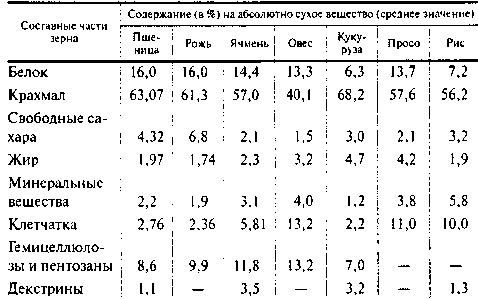
Зерно, используемое для производства спирта, имеет в своем составе не только крахмал, содержание которого на абсолютно сухое вещество составляет 65...68%. Остальная часть сухих веществ включает белок, жиры, минеральные вещества, не крахмалистые полисахариды, свободные сахара, декстрины.
В приведены средние значения содержания составных частей зерна. Все указанные соединения участвуют в разнообразных биохимических реакциях на всех стадиях проведения технологического процесса получения спирта.
На первых стадиях производства происходят физико-химические превращения крахмала и его составных частей — набухание и клейстеризация. На всех последующих стадиях — тепловой обработке, осахаривании и брожении — осуществляются ферментативные процессы, приводящие к химическому изменению крахмала и всех составляющих частей зерна — Сахаров, не крахмалистых полисахаридов, пектинов, азотистых и жировых веществ.
Основной реакцией распада Сахаров (фруктозы, сахарозы) в процессе тепловой обработки является образование
Химический состав зерна используемом при производстве спирта
оксиметилфурфурола, который в свою очередь распадается до левулиновой и муравьиной кислот. Аналогичное разложение пентоз происходит с образованием фурфурола. Часть оксиметилфурфурола конденсируется, образуя красящие вещества (желто-коричневого цвета).
Вторая по интенсивности реакция разложения Сахаров в процессе тепловой обработки — это реакция образования меланоидинов (окрашенных соединений), так называемая сахароаминная реакция, протекающая очень сложным путем — переаминирования. Она инициируется гликозидным гидроксилом сахара и аминной группой аминокислот. Среди продуктов меланоидиновой реакции найдены алифатические альдегиды, фурфурол и его производные — формальдегид, метилглиоксаль, ацетоин.
Следующим фактором, влияющим на органолептичес-кие свойства готовой продукции, являются осахаривающие материалы — солод и ферментные препараты культур микроорганизмов. Осахаривающие материалы могут также
косвенно влиять на органолептические показатели спирта. Если на осахаривание поступают инфицированные ферментные препараты или с недостаточной ферментативной активностью (а эти обстоятельства не редкость), то это, как правило, приводит к инфицированному процессу сбраживания. В результате накапливаются нежелательные продукты жизнедеятельности дрожжей с субстратом, приводящие к накоплению вторичных метаболитов, сопутствующих образованию этанола — органических кислот и непредельных соединений.
При закисании бродящей жидкости окисляемость спирта снижается, и при этом ухудшается запах и вкус спирта. Это происходит в результате образования непредельных соединений (кротоновый альдегид, акролеин), а именно они влияют на показатель окисляемости. Их количество мало, но влияние на дегустационные качества спирта очень велико. Непредельные соединения в количестве 1,0...1,4мг/л уже придают спирту горечь и неприятный запах.
Появление инфекции в зерне (в основном в виде молоч-но- и уксуснокислых бактерий) является одной из причин получения некачественного по органолептическим показателям спирта. При сбраживании инфицированного сусла в спирте накапливаются продукты жизнедеятельности инфицирующих микроорганизмов и автолиза дрожжей. При закисании бражек образуется около 20 органических кислот (масляная, изомасляная, уксусная и т. д.), придающих спирту неприятный запах прогорклого масла, а также сложные эфи-ры, продукты окисления спирта и органических кислот. Помимо ухудшения запаха и вкуса спирта, появление инфекции ведет к потерям углеводов и снижению выхода спирта.
На качество спирта также оказывает влияние применение различных рас дрожжей. Правильность выбора рас дрожжей и параметров их сбраживания обеспечивает получение спирта с низким содержанием основных примесей (ацетальдегида, метилацетата, этилацетата, пропанола, изопропанола, изобутанола, бутанола, изоамилола).
Дрожжи вызывают специфический распад аминокислот, присутствующих в среде спиртового брожения, превращая их в первичные спирты:
♦ из лейцина — изоамиловый (СН3)2СНСН2СН2ОН;
♦ из изолейцина — амиловый С2Н5СН(СН3)СН2ОН;
♦ из валина — изобутиловый (СН3)2СНСН2ОН.
Эти три спирта входят в состав сивушного масла и происходят из белков, которые обычно содержатся в сырье и подвергаются сбраживанию.
При производстве спирта очень важным компонентом является вода, поскольку она часть субстрата для приготовления сусла, и от чистоты используемой воды (т. е. от количества присутствующих в ней микроорганизмов, растворенных химических веществ и т. д.) зависит качество выпускаемой продукции. На некоторых заводах забор воды производится из водоемов, куда попадают сточные воды, в которых могут содержаться акролеин, пропиловый спирт, кротоновый альдегид. В связи с этим лучше использовать воду из артезианских источников. Исследования показали, что чем выше сухой остаток в спирте (а это чаще наблюдается при повышенном рН спирта — 7,8...9,0), тем хуже его органолептическая оценка. Сухой остаток при рН спирта 7,8...9,0 составляет от 0 до 24мг/дм3. В спирте, полученном из мелассы, сухой остаток выше из-за добавляемых в расси-ропку питательных солей.
После брагоректификации в этиловом спирте остаются токсичные примеси, которые определяются в соответствии со стандартом на этиловый спирт из пищевого сырья — уксусный альдегид, эфиры (этилацетат, метилацетат), сивушные масла (1-пропанол, 2-пропанол, 1-бутанол, изоамилол, изобутиловый спирт) и метанол. Вместе с тем в спирте разными способами и методами обнаружены еще более 200 химических соединений, концентрацию которых очень сложно и трудно установить существующими методами, применяемыми для анализа спирта. Так, высшие эфиры, которые иногда присутствуют в спирте, придают ему еле уловимый
фруктовый запах. Диэтиловый эфир, имеющий гнилостный запах, придает спирту горечь. Высшие спирты (гепти-ловый, нониловый) снижают на 5...7 мин показатель окисляемости, а также придают спирту жгучесть и горечь во вкусе и запах прогорклого масла.
На качество и в первую очередь на органолептические показатели спирта могут влиять нетипичные примеси, пестициды, микробные и иные токсины, краун-эфиры и т. д.
Технология спирта
Получают этиловый спирт тремя способами: ферментативным (или биохимическим), химическим и синтетическим.
В первом случае происходит сбраживание сахара под действием ферментов, дрожжей:
![]()
Во втором случае вырабатывают технический спирт из растительного сырья с высоким содержанием клетчатки негидролизуемыми ферментами дрожжевой клетки (древесных опилок, соломы, торфа, мха и т. п.) и из сульфитных щелоков (отходов целлюлозно-бумажного производства), содержащих до 1,5% сахара, химическим способом воздействуя на сырье минеральными кислотами.
В третьем случае получают технический синтетический спирт путем присоединения к этилену воды в присутствии катализатора:
![]()
Спирт этиловый ректификованный пищевой получают только из пищевого сырья. Основным сырьем для производства спирта является картофель, зерно, патока.
Производство спирта этилового ректификованного состоит из следующих этапов:
♦ подготовительного — очистка сырья от примесей, приготовление солода;
♦ основного — разваривание крахмалистого сырья, оса-харивание крахмала, сбраживание осахаренной массы, перегонка бражки и получение сырого спирта;
♦ завершающего — ректификация (повторная перегонка с целью очистки этилового спирта от примесей).
Лучшим видом растительного сырья для производства спирта является картофель. Для переработки на спирт применяют высокоурожайные технические сорта картофеля, обладающие высокой крахмалистостью, устойчивые при хранении.
Зерно применяется в качестве сырья и для получения солода — проросшего зерна, являющегося источником ферментов, которые расщепляют крахмал до сбраживаемых Сахаров. Как крахмалосодержащее сырье применяются различные зерновые культуры; качество зерна в этом случае не регламентируется. Меласса является отходом сахарного производства. Основной составной частью ее является сахароза, которая в условиях спиртового производства полностью сбраживается и превращается в спирт.
На ряде спиртовых заводов вместо солода применяют ферментативные препараты микробного происхождения и содержащие амилолитические и декстринолитические ферменты. Готовят их из плесневелых грибов аспергиллю-соризе и аспергиллюс авамори, выращиваемый на отрубях. Ферментные препараты применяются для полной замены солода, а также в смеси с солодом в различных соотношениях.
Вспомогательными материалами в производстве спирта являются кислоты — серная, соляная и ортофосфорная, соли — суперфосфат, сернокислый амоний, диаммонийфос-фат; антисептики — формалин и хлорная известь.
Крахмалосодержащее сырье сбраживают и получают бражку. Зрелую бражку направляют на перегонку. Перегонкой называется процесс разделения смесей, состоящих из
двух или большего числа компонентов, кипящих при различной температуре. В спиртовом производстве перегонкой называется выделение из бражки этилового спирта вместе с летучими примесями. При простой перегонке, то есть кипячении смесей и конденсации выделяемых паров, может быть достигнута крепость дистиллята 55,4 % об. Для получения конденсата более высокой крепости необходимо провести повторную (многократную) перегонку.
Для выделения спирта-сырца из бражки применяются колонны, оборудованные тарелками, на каждой из которых происходит вываривание бражки в противотоке с паром.
Спирт-сырец содержит ряд примесей, различающихся по температуре кипения. Эфиры, альдегиды, метиловый спирт имеют температуру кипения ниже, чем этиловый спирт, а сложные эфиры, высшие спирты — выше.
Примеси являются вторичными и побочными продуктами спиртового брожения. Большинство их оказывает вредное воздействие на организм человека, и поэтому остаточное количество и состав примесей влияют на качество спирта-ректификата и вырабатываемых из него ликерово-дочных изделий. При общем содержании примесей в спирте-сырце до 6 г/л в их составе идентифицировано более 50 соединений, которые могут быть отнесены к одной из четырех групп химических веществ: альдегидам и кетонам, эфирам, высшим спиртам (сивушные масла) и кислотам.
Получение ректификованного спирта из спирта-сырца осуществляется на многоколонных установках. Каждая колонна имеет свой режим температуры и давления и осуществляет определенную функцию разделения водно-спиртовой смеси.
Брагоперегонная установка ( состоит из колонны, дефлегматора и холодильника. Колонна разделена горизонтальными перегородками (тарелками), сообщающимися между собой переливными стаканами. Колонна состоит из двух частей: нижней — бражной А, верхней — спиртовой Б. Работает установка следующим образом —
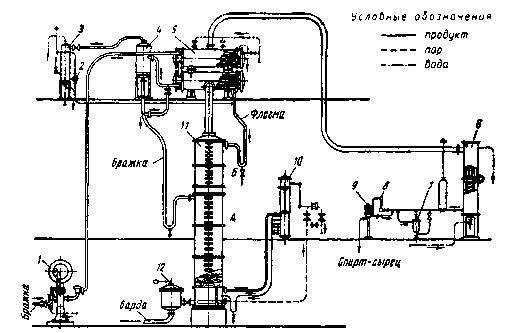
Схема брагоперегонной установки:
/ — бражный насос; 2— смотровой фонарь; 3 — конденсатор; 4— бражный сепаратор; 5 — дефлегматор; 6 — холодильник; 7— фильтр для спирта 8— ротаметр; 9— контрольный фонарь; 10 — парорегулятор; // — колонна; 12 — регулятор барды
зрелая бражка насосом подается в дефлегматор 5, где подогревается до 70...75°С спиртовыми парами, поднимающимися из спиртовой колонны, и самотеком поступает на верхнюю тарелку бражной колонны. На каждой тарелке поддерживается слой бражки в 50...60 мм. В колонну снизу поступает пар, который подогревает бражку до кипения, образующиеся пары бражки поднимаются вверх. Стекая с тарелки на тарелку, бражка отдает спирт и, уходя из колонны 72, спирта не содержит и называется бардой. Для полной выпарки спирта температура в нижней части колонны поддерживается 103...104 °С.
Водно-спиртовые пары поднимаются вверх в спиртовую колонну, на тарелках которой происходит их постепенное обогащение спиртом. Пары, уходящие с верхней тарелки спиртовой колонны, поступают в дефлегматор, где частично конденсируются, нагревая бражку. Жидкость (флегма)
возвращается в колонну, а пары поднимаются в сепаратор 4 и конденсатор 3, самые крепкие — в холодильник 6, где охлаждаются до температуры 15...2СГС, представляя собой спирт-сырец. Конденсат через смотровой фонарь 2 направляется снова в колонну 77. Холодильник и конденсатор охлаждаются водой. Спирт-сырец из холодильника, проходя через фильтр 7, контрольный фонарь 9, ротаметр 8, поступает в контрольный снаряд и далее — в баки спиртоприем-ного отделения.
Типовые брагоректификационные установки (БРУ), используемые для выделения этилового спирта из бражки, включают ряд технических решений, не позволяющих глубоко очистить конечный продукт от метилового, пропило-вого, изопропилового, изобутилового, изоамилового спиртов, кротонового альдегида и некоторых других примесей, крайне отрицательно влияющих на органолептические показатели ликероводочных изделий и здоровье человека. К числу таких решений следует отнести возврат в исходную бражку сивушного спирта и промывных вод сивушного масла, подачу непастеризованного спирта на 37-ю тарелку эпюрационной колонны, использование лютерной воды для гидроселекции и некоторые другие.
Разработано и запатентовано несколько новых технологических схем брагоректификации, позволяющих значительно повысить органолептические и аналитические показатели ректификованного спирта. При этом производительность БРУ увеличивается на 10...15%, а выход конечного продукта составляет 98...98,5 %.
Указанные показатели достигаются за счет применения метода глубокой гидроселекции, предварительной очистки бражного дистиллята (до его подачи в эпюрационную колонну), разгонки промежуточных фракций в системе брагоректификации с отбором концентрата головной фракции (0,4...0,6%), концентрата пропиловых спиртов (0,3...0,4%), использования новых колонн БРУ и других технологических приемов.
Предложенные БРУ успешно работают на нескольких спиртовых заводах России. Принципиальная схема одной из таких БРУ представлена на
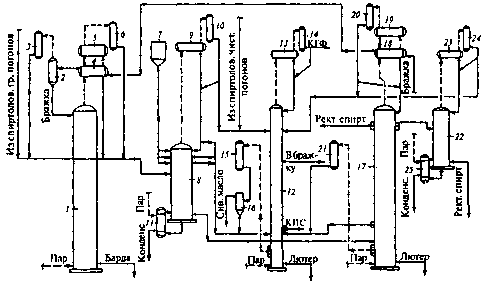
Принципиальная схема БРУ глубокой очистки спирта
Установка включает бражную колонну 7 с бражным подогревателем 4, водяной секцией дефлегматора 5, конденсатором 6, сепаратором диоксида углерода 2, конденсатором сепаратора диоксида углерода 3 и спиртоловушкой грязных погонов (на не показана); эпюрационную колонну 8 с дефлегматором 9, конденсатором 10, кипятильником 77 и баком умягченной горячей воды для гидроселекции 7; спиртовую колонну 77с дефлегматором, включающим бражную 18 и водяную 19 секции, конденсатором 20 и конденсатором паров сивушного масла 27; метанольную колонну 22 с дефлегматором 23, конденсатором 24 и кипятильником 25; разгонную колонну 12 с дефлегматором 13, конденсатором 14, конденсатором паров сивушного масла 15 и сивухопромывателем 16.
Исходную бражку нагревают в бражных подогревателях 18и 4 до 80...85 °С и подают в сепаратор 2, где из нее выделяют диоксид углерода, содержащий пары летучих веществ бражки. Диоксид углерода очищают конденсацией паров в конденсаторе 3 и выводят из брагоректификационной установки, а образовавшийся конденсат направляют совместно с жидкостью из спиртоловушки грязных погонов на питательную тарелку эпюрационной колонны 8.
Отсепарированную бражку подают на верхнюю тарелку бражной колонны 7, где из нее вываривают этиловый спирт и летучие примеси. Пар с верхней тарелки бражной колонны 1 направляют в бражную 4 и водяную 5 секции ее дефлегматора. Бражным диспиллятором из теплообменников 4, 5, 6 питают эпюрационную колонну 8, в верхнюю часть которой подают из бака 7 горячую воду в таком количестве, чтобы концентрация спирта в эпюраторе составляла 16...22%об.
Это обеспечивает сильное увеличение коэффициентов испарения всех примесей этилового спирта. Компоненты сивушного масла и другие промежуточные примеси приобретают головной характер на всех тарелках гидроселекционной зоны колонны 8 и выводятся с фракцией, отбираемой из жидкой фазы тарелки над точкой ввода гидроселекционной воды и направляемой на нижнюю, питательную тарелку разгонной колонны 12. Фракция головных примесей отбирается из конденсатора 10, подается на верхнюю тарелку питания разгонной колонны 12.
Из куба колонны 8 выводят эпюрат, который направляют на тарелку питания спиртовой колонны 17. В колонне осуществляют концентрирование эпюрата и очистку спирта от сопутствующих примесей. Из паровой фазы нижних 5...11-й тарелок колонны 17отбирают фракцию сивушного масла и направляют в конденсатор 21.
Из конденсатора 20 выводят фракцию непастеризованного спирта и передают на верхнюю тарелку питания разгонной колонны 12.
Из жидкой фазы верхних тарелок укрепляющей части колонны /7отбирают ректификованный спирт и направляют на тарелку питания метанольной колонны 22, которая предназначена для глубокой очистки спирта от метанола и головных примесей. Эти примеси отбирают с метанольной фракцией из конденсатора 24 и подают на верхнюю тарелку питания разгонной колонны 12.
Разгонная колонна 12 имеет две питательные тарелки, на верхнюю из которых вводят фракции из конденсаторов 10, 20, 24 и спиртоловушки чистых погонов, вываривают из них метанол и головные примеси, концентрируют их в концентрационной части колонны 12, ее дефлегматоре 13 и отбирают из конденсатора 14 в виде концентрата головной фракции (КГФ). На нижнюю, питательную тарелку колонны 12 подают фракцию сивушного масла из конденсатора 21, промывные воды из сивухопромывателя 16 и выделяют из них промежуточные примеси отбором сивушного масла из паровой фазы нижних 5...11-й тарелок колонны 12 и концентрата пропиловых спиртов из жидкой фазы 18...20-й тарелок этой колонны. Из жидкой фазы тарелок средней зоны колонны /2 выводят фракцию этилового спирта, очищенного от головных примесей, и возвращают в бражку.
Очистка спирта-сырца от примесей с получением ректификованного спирта производится на ректификационных установках.
Ректификация представляет собой многоступенчатую перегонку. Осуществляется она паром в колоннах, состоящих из многоколпачковых тарелок, которые по разделительной способности выборки более эффективны. На ректификационных установках получают ректификованный спирт, этиловый спирт (головную фракцию), содержащий основную часть эфиров и альдегидов, то есть легколетучие компоненты, и сивушное масло — смесь высших спиртов, которые кипят при более высокой температуре. В соответствии с ходом ректификации эти примеси называют головными, промежуточными и хвостовыми.
Головные примеси кипят при температуре ниже температуры кипения этилового спирта. Это альдегиды (муравьиный, уксусный и др.), эфиры (муравьиноэтиловый, уксус-нометиловый, уксусноэтиловый и др.), метиловый спирт.
К хвостовым относятся примеси, кипящие при температуре выше температуры кипения этилового спирта. Это в основном сивушные масла, то есть высшие спирты: пропи-ловый, изопропиловый, бутиловый, изобутиловый, амиловый, изоамиловый и др. К хвостовым примесям относятся также фурфурол, ацетали и некоторые другие вещества.
Промежуточные примеси представляют собой наиболее трудноотделимые группы соединений. В зависимости от условий перегонки они также могут быть и головными, и хвостовыми. В эту группу примесей входят изомасляноэти-ловый, изовалерианоэтиловый, уксусноизоамиловый, изо-валерианоизоамиловый эфиры и другие соединения.
В настоящее время основная масса ректификованного спирта вырабатывается на брагоректификационных установках непрерывного действия, которые состоят из браго-перегонной и ректификационной установок непрерывного действия (применятся трех-, четырех- и пятиколонные установки).
По своему назначению колонны называются:
♦ бражная — для выварки спирта и бражки;
♦ эпюрационная — для выделения головной фракции;
♦ ректификационная — для очистки и выделения ректификованного спирта;
♦ сивушная — для концентрации и выделения высших спиртов (сивушного масла);
♦ колонна окончательной очистки — для получения ректификованного спирта высшего качества.
В зависимости от степени очистки этиловый ректификованный спирт подразделяют на:
♦ 1-го сорта (при производстве алкогольных напитков не используется)
♦ «Базис»
♦ «Экстра»
♦ «Люкс»
♦ «Альфа»
Этиловый ректификованный спирт должен быть выработан в соответствии с требованиями ГОСТ Р 51652-2000.
По органолептическим показателям этиловый ректификованный спирт должен соответствовать требованиям, указанным в табл.2.
Органолептические показатели спирта этилового ретификованного

Для изготовления водки, качество которой отвечает современным требованиям, с минимальными затратами на проведение технологических процессов, необходимо использовать спирт этиловый ректификованный с отсутствием токсичных примесей. По физико-химическим показателям этиловый ректификованный спирт должен соответствовать требованиям, указанным в .
Спирты «Люкс» и «Экстра» вырабатывают из различных видов зерна и смеси зерна и картофеля (количество крахмала картофеля в смеси не должно превышать 35 % при выработке спирта «Люкс» и 60 % — при выработке спирта «Экстра» и «Базис»). Спирт «Экстра» предназначен для производства водки на экспорт, получают его из зерна в здоровом состоянии.
Спирт «Альфа» вырабатывают из пшеницы, ржи или смеси пшеницы и ржи. Допускается устанавливать требования к соотношению состава сырья при выработке
Физико-химические показатели качества этилового ректификованного спирта в соответствии с ГОСТ Р 51652—2000
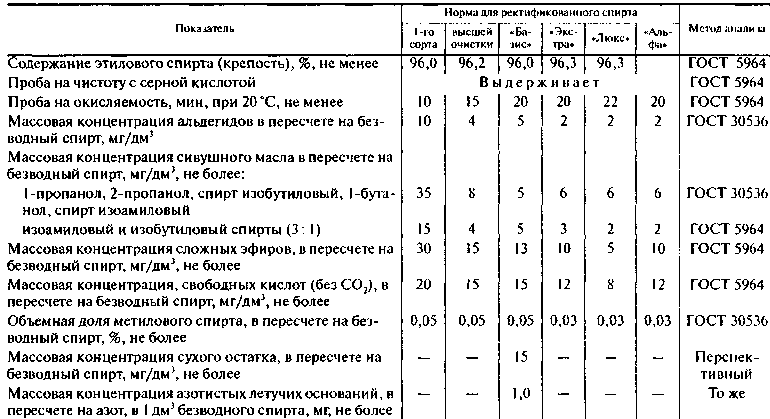
спирта для экспорта в соответствии с условиями контракта.
Спирт высшей очистки и 1 сорта в зависимости от исходного сырья вырабатывают:
♦ из зерна, картофеля или зерна и картофеля;
♦ из смеси зерна, картофеля, сахарной свеклы и мелассы, сахара-сырца и другого сахаро- и крахмалосодержащего сырья в различных соотношениях;
♦ из мелассы;
♦ из головной фракции этилового спирта, полученной при выработке спирта из пищевого сырья (ОСТ 10-217-98 «Фракция головная этилового спирта»).
Учет спирта ведется в безводном спирте. Расчет проводится следующим образом — определяется объем и температура спирта в мернике. Специальным ареометром (спиртомером) измеряют плотность, соответствующую определенной крепости. По специальным спиртометрическим таблицам по показаниям спиртомера и температуре находят крепость спирта (в % об.) и множитель, на который умножают объем, и получают количество безводного спирта, в нем содержащегося.
ГОСТом нормируется шесть основных физико-химических показателей безопасности, а предельные значения массовых концентраций токсичных элементов регламентируются СанПиН.
ГОСТом нормируются предельные значения массовых концентраций (в пересчете на безводный спирт) — уксусного альдегида, сивушного масла, сложных эфиров, свободных кислот, фурфурола и метилового спирта.
Наличие фурфурола не допускается вообще, а значение метилового спирта в пересчете на безводный спирт должно быть не более 0,05 %.
Срок хранения спирта не ограничен, но при этом должны соблюдаться условия его хранения согласно инструкции по приемке, хранению, отпуску, транспортированию и учету этилового спирта, утвержденной в установленном порядке.
Подлинность и показатели безопасности определяются по ГОСТ Р 51786-2001 «Водка и спирт этиловый из пищевого сырья. Газохроматографический метод определения подлинности».
Упаковка, маркировка и хранение этилового спирта
Спирт этиловый ректификованный разливают в специально оборудованные цистерны или резервуары, бочки, бутылки, канистры, которые закрывают крышками или пробками, обеспечивающими герметичность, опломбировывают или опечатывают. Бутылки упаковывают в специальные ящики или корзинки. Применение стальной оцинкованной тары запрещается.
На транспортную тару наносят следующую маркировку: наименование предприятия-изготовителя, его адрес; наименование спирта; объем, дал; масса брутто в кг; номер бочки, бутылки, канистры и партии; надпись «Легковоспламеняющаяся жидкость»; знак опасности; классификационный шифр 3212, номер ООН-1170; обозначение стандарта.
Спирт этиловый питьевой 95 % разливают в стеклянные бутылки вместимостью 1,0, 0,5 и 0,25 дм3, которые укупоривают корковой пробкой с прокладкой из пергаментной бумаги или полиэтиленовой пробкой, а затем алюминиевым колпачком, на котором нанесены штамп предприятия-изготовителя и объемная доля спирта.
На бутылку наклеивают этикетку с указанием наименования продукта; торговой марки; наименование и местонахождение (адреса) изготовителя, упаковщика, экспортера, импортера; наименование страны и места происхождения товара; товарного знака изготовителя (при наличии); крепости (объемной доли этилового спирта); объема, л; даты розлива (на оборотной или лицевой стороне этикетки, на
колпачках или контрэтикетках или непосредственно на потребительской таре в местах, удобных для прочтения); обозначения нормативной или технической документации, в соответствии с которыми изготовлен и может быть идентифицирован продукт; информации о сертификации.
Бутылки со спиртом укладывают в деревянные ящики, на которых несмываемой краской наносят следующую информацию: наименование предприятия-изготовителя; наименование спирта; количество и вместимость бутылок; масса брутто; дата розлива, обозначение стандарта; надписи «Огнеопасно», «Верх» и «Осторожно — стекло».
Спирт этиловый ректификованный в цистернах и резервуарах хранят вне производственных помещений, а в бочках, бутылях и канистрах — в спиртохранилище. Бутыли и канистры размещают в один ряд, а бочки — не более двух по ширине и высоте в каждом штабеле. Этиловый спирт — летучая, легковоспламеняющаяся жидкость, по степени воздействия на организм человека относится к 4-му классу опасности. Предельно допустимая концентрация паров спирта в воздухе помещений не должна превышать 1000мг/м3. Во избежание взрыва, резервуары, оборудование, связанное с технологией, хранением и перемещением этилового спирта, необходимо защищать от статического электричества.
Срок хранения спирта не ограничен.