Монпасейные и карамельные машины
Монпансейная машина МВС (рис.) предназначена для формования мелкой леденцовой карамели (монпансье), а также фигурной на палочках.
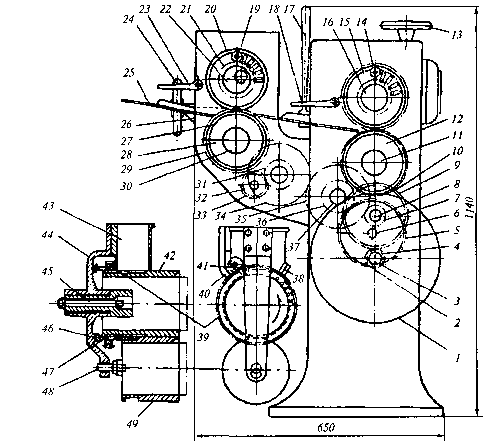
Рис. Монпансейная формующая машина
Основные части машины — равняльные вальцы, формующие вальцы и приспособление для формования карамели на палочках. Два равняльных стальных вальца 20 и 27 диаметром 185 мм и шириной 150 мм надеты на барабаны 21 и 28 и закреплены на них барашками 19. В теле барабанов 21 и 28 вдоль оси просверлены круглые отверстия, а на их внешней цилиндрической поверхности профрезерованы канавки. Отверстия и канавки сообщаются между собой. По ним при вращении вальцов проходит воздух, нагнетаемый в полую станину через отверстие А для охлаждения вальцов.
Нижний барабан 28 с зубчатым венцом 29 вращается на неподвижной оси 30. Верхний барабан 21 вращается на эксцентрической части оси 22. Ее эксцентриситет составляет 10 мм. Маховиком 24 поворачивают ось 22, изменяя расстояние между верхним и нижним вальцами. На циферблате, надетом на ось 22, отображается величина зазора между вальцами.
По лотку 25 с кронштейном 26 карамельная масса подается в зазор между рифлеными вальцами. Ограждения 18 и 23 предотвращают попадание пальцев рабочего между рифлеными и равняльными вальцами.
На полой чугунной станине смонтированы верхний 15 и нижний 72 барабаны со сменными бронзовыми формующими вальцами с наружным диаметром 200 мм и шириной 150 мм. Они закрепляются на барабанах гайками 14. Ось 11 нижнего формующего вальца цилиндрическая, а ось 16 имеет эксцентриситет. Она поворачивается маховиком 13. На оси 6 установлен приводной шкив 5 охлаждающего транспортера.
Рычагом 17 включают муфту на валу 8 с одной из шестерен 10 и 9, которые сцеплены с шестернями 4 и 2, сидящими на валу 3 вместе с приводным шкивом 1 диаметром 400 мм. Рычаг 17 сблокирован с ограждениями 18 и 23.
При формовании карамели на палочках на чугунные барабаны устанавливают сменные формующие вальцы 49 и 42. В верхнем, более длинном, вальце от каждой формочки вдоль образующей профрезерованы канавки для палочек. Над ними на кронштейне 44 укреплена чугунная коробка 43 для деревянных, пластмассовых или бумажных палочек. Кронштейн привернут болтами 48 и 45 к неподвижным осям верхнего и нижнего вальцов. В шестеренный венец 39 верхнего формующего вальца вставлены 28 пуансонов 47. Их концы находятся в канавках вальца. Перед формованием пуансоны, скользя по направляющей 46, укрепленной па кронштейне 44, сдвигают палочки к формочкам.
От шестерни 39 через промежуточные шестерни вращается вертушка 41 в направлении, обратном вращению верхнего вальца. Она укладывает палочку в каждую продольную канавку вальца. Скоба 40 удерживает палочки от преждевременного выпадания из канавок вальца. Направляющая 38 отводит пуансоны в крайнее положение, освобождая канавки для укладки палочек.
От электродвигателя движение передается клиновидными ремнями на шкив /. Шкив вращается с угловой скоростью 26,0 рад/с и вращает вал 3 с шестернями 2 и 4. Эти шестерни находятся в зацеплении с шестернями 9 и 10, которые свободно сидят на валу 8. Кулачковая муфта включает одну из шестерен 9 или 10. Вал 8 с шестерней 7 поворачивает шестерню 35 с валом 37 и шестерней 36. От вала 37 движение передается в двух направлениях. Шестерня 36 вращает формующие вальцы и шкив 5. От шестерни 35 через шестерни 34, 31, 32, 33 и 29 движение получает рифленый валец 27 диаметром 185 мм.
Монпансейные формующие машины с охлаждением внутренней поверхности вальцов водой более совершенны, чем монпансейные формующие машины с воздушным охлаждением.
Техническая характеристика машины приведена в табл.
Ротационная штампующая машина А2-ШФК (рис.) предназначена для формования леденцовой карамели.
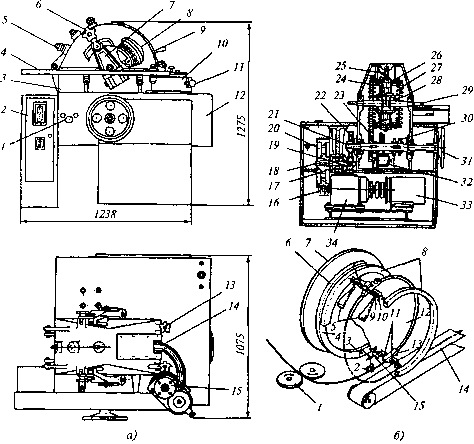
Рис. Ротационная штампующая машина А2-ШФК: а — общий вид; б— схема
В отличие от ротационной режущей машины она снабжена пуансонами для нанесения рисунка на боковые поверхности изделий.
Машина состоит из станины 12, внутри которой расположен привод, корпуса 3 с ротором внутри, крышки 8, откидываемой рукояткой 9 и закрепляемой рукоятками 13. Корпус имеет рычаги 7, на которых укреплены направляющие. Положение рычагов фиксируется рукояткой 6. На крышке корпуса винтами 5 регулируется положение направляющей для шарнирных ножей. На станине находится стол 4, пульт управления 2, рукоятка 1 насоса, смазывающего ротор подсолнечным маслом, привод 10 подающих роликов, подающие ролики 15 с регулирующей рукояткой 11 и направляющий лоток 14.
Привод машины состоит из электродвигателя 33, вариатора 34, на выходном валу которого имеется шкив 16. От этого шкива ремнем вращение передается шкиву 20 промежуточного вала 18, закрепленного в кронштейне 17. Шестерня 19 вращает зубчатое колесо 22 главного вала 21. От этого вала через зубчатое колесо 23 вращение передается ротору 24, на котором расположены откидные ножи и пуансоны с хвостовиками 28, а через звездочку 30 приводится в движение и барабан 32 отборочного транспортера. Этим обеспечивается постоянное равенство линейных скоростей ножей ротора и отборочного транспортера. Это очень важно, так как благодаря этому устраняется деформация еще пластичной цепочки карамели.
На главном валу находится маховик 31 для проворачивания машины вручную. Для прижатия шарнирных ножей к неподвижным служит направляющая 25. Сближение пуансонов производится направляющими, которые давят на хвостовики 28. Отходят пуансоны в стороны в результате разжатия пружин 26. На хвостовиках пуансона, кроме того, имеются штифты 27. Они в определенный момент проходят по направляющим и раздвигают пуансоны в случае поломки пружины.
Ротор свободно сидит на оси 29. Ось лежит в гнездах корпуса и закрепляется крышкой. Ротор представляет собой диск с неподвижными ножами наподобие острых зубцов и шарнирно закрепленными сбоку ножами такой же конфигурации, описанными в предыдущей ротационной режущей машине. По обе стороны от ножей и в промежутках между ними расположены пуансоны (один против другого). Таким образом, при смыкании шарнирных ножей с теми, которые расположены на роторе, образуются замкнутые камеры, в них перемещаются пуансоны и наносят рисунок на поверхность карамелек.
Машина снабжена тремя сменными роторами, один из которых не имеет пуансонов. При установке этого ротора машина работает как ротационная режущая. На этой машине можно выпускать карамель размером 36, 30 и 18 мм.
Принцип работы машины поясняет рис. б. Карамельный жгут роликами 1 направляется к ротору 12, приводимому во вращение зубчатым колесом 7. На наружной поверхности ротора имеется венец 13, состоящий из неподвижных ножей, а сбоку расположены откидные ножи в количестве, равном числу неподвижных ножей. Каждый откидной нож 2 поворачивается на оси 15, жестко связанной с ротором. На другом конце откидного ножа имеется ролик 3, который при качении по копиру 6 плавно приближает откидной нож к неподвижному. Когда откидной нож 2 сомкнётся с неподвижным, копиры 8 сводят пуансоны 11 и оставляют их сближенными и прижатыми к изделию на угле п/3 рад поворота ротора. Затем копиры 8 кончаются и пружины 9 разводят пуансоны.
В случае поломки пружины пуансоны разводятся копирами 5, по которым скользят штифты (ролики) 10. После этого ножи 2 отводятся от неподвижных ножей копиром 4. Цепочка карамели падает на ленту 14 отборочного транспортера. Для смягчения ударов во время формования карамели копиры имеют пружинные амортизаторы. Исходя из свойств карамельного жгута с начинкой, регулируют откидные ножи так, чтобы жгут разрезался постепенно с допустимой скоростью. В случае превышения допустимой скорости резания происходит разрыв карамельной оболочки и вытекания начинки.
Техническая характеристика машины приведена в табл.
Цепная режущая машина JIPM (рис. а) предназначена для получения карамели «подушечка», «лопаточка», «продолговатая подушечка» и т. д.
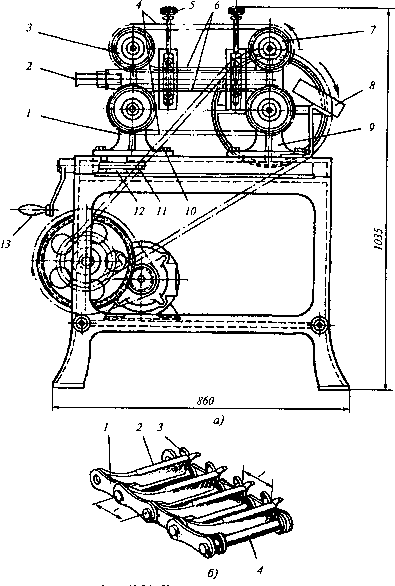
Рис. Карамелережущая машина: а — общий вид; б — цепь
На двух стойках 9 находятся две ведущие звездочки 7, а на стойке 1 — направляющие ролики 3, по которым движется цепь 4 с ножами. Направление движения цепей показано стрелками. Карамельный жгут, идущий от равняльных роликов, барабанов или вытягивающей машины, заправляется в направляющую 2 и зазор между ножами верхней и нижней цепей. Цепи постепенно сближаются и ножами разрезают карамельный жгут на отдельные изделия.
Угол, образуемый ножами, составляет (1/15.. .1/12)л рад. Сближение ножей регулируется винтами 5, которые перемещают полозки 6, служащие направляющими для цепей. Изделия поступают на лоток 8, а с него на охлаждающий транспортер.
Скорости цепей машины согласованы со скоростями вытягивания карамельного жгута и скоростью охлаждающего транспортера. Согласование скоростей производится перемещением ремня по поверхности конических шкивов при помощи маховика 10. Натяжение цепей производится перемещением стойки 1 винтом 11, который ввинчивается в гайку 12, жестко соединенную со стойкой 1. Для вращения винта служит рукоятка 13.
Устройство цепи линейной режущей машины показано на рис. б. На цепи расположены ножи 2 с усиками 3. Ножи и соединительные щечки 1 надеты на ось 4. Концы ее расклепаны. Для режущей цепи следует различать шаг цепи и шаг ножей. Часто шаг цепи и шаг ножей совпадают, но это не обязательно. Режущая цепь подвержена быстрому износу вследствие больших удельных давлений в местах шарнирного соединения осей со щечками. Для уменьшения удельных давлений целесообразнее использовать втулочные цепи.
Шаг ножей на цепях следующий (мм): 10, 15, 16, 20, 21, 30, 40. Цепи с одними лишь ножами придают карамели форму выпуклой подушечки. Плоская подушечка с рисунком или без него получается на режущей цепи, имеющей кроме ножей пластины с рисунком или без него.
Цепная карамелештампующая машина Ш-3 (рис.) имеет штампующую цепь 15, огибающую катушку 11, натяжной ролик (на рис. не показан) и ведущую звездочку 21.
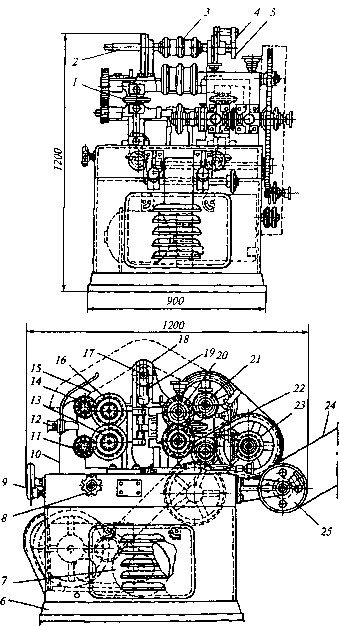
Рис. Цепная карамелештампующая машина Ш-3
Направление вращения ведущей звездочки показано стрелкой. В средней части штампующей цепи расположены ножи. Справа и слева от ножей находятся пуансоны. Под ножами штампующей цепи движутся ножи нижней цепи. Эта цепь натянута на ведущую звездочку 23 и катушку 11. Натяжение нижней цепи и предварительное натяжение верхней цепи производятся перемещением задней стойки 10, в которой закреплены катушки 11 и 14. Стойку перемещают маховиком 9. Сближение пуансонов производится боковыми цепями. Машина имеет две такие цепи. Приводные звездочки 1 этих цепей вращаются вокруг вертикальных осей.
Карамельный жгут поступает в направляющую трубку 12. Из нее конец жгута захватывается ножами верхней и нижней цепей и разрезается на отдельные изделия. Разрезание жгута регулируется поворотом зубчатых колес 13, 16 и 20, 22. Колеса поворачивают кулачки, которые давят на прижимные полозки. Отрезанные от жгута изделия штампуются пуансонами верхней штампующей цепи 15. Сближение пуансонов боковыми цепями регулируется маховиком 8. Он поворачивает кулачки, которые давят на прижимные планки боковых цепей. Натягиваются боковые цепи перемещением правой (передней) стойки. По окончании штампования пуансоны разводятся в стороны направляющими полозками, которые воздействуют на штифты хвостовиков.
Натяжение штампующей цепи осуществляется рукояткой, надеваемой на вал 2. При повороте вала по часовой стрелке колесо 17 перекатывается по рейке 19 вверх, с колесом поднимается вверх натяжная катушка 3 и натягивает штампующую цепь 15. Собачка 4 не позволяет храповому колесу 5 вращаться против часовой стрелки, не давая тем самым колесу 17 и натяжной катушке 3 переместиться вниз.
Цепочка отштампованной карамели отводится ленточным транспортером 24 с ведущим барабаном 25. Он кинематически жестко связан с ведущими звездочками штампующей и режущей цепей. Машина приводится в движение электродвигателем 7, расположенным внутри пустотелой станины 6. Сверху цепи закрыты кожухом 18.
Верхняя штампующая цепь (рис. а) состоит из трех частей. Средняя часть представляет собой ножи 2, надетые на оси 3. На этих же осях находятся мостики 6, в которые вставлены хвостовики 4 с пуансонами 1 на конце. Хвостовик имеет штифт 5, который находится в пазу мостика. Карамельным изделиям, отрезанным от жгута ножами и нижней цепью, пуансоны при их сближении придают форму. Они же наносят рисунок на боковые поверхности изделий.
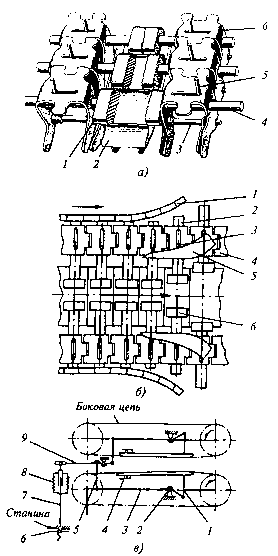
Рис. Узлы штампующей машины: а — штампующая цепь; б — схема сближения и разведения пуансонов; в — механизм регулировки сближения пуансонов
Направление движения штампующей цепи 4 и боковых цепей 1 показано стрелками на рис. б. Пуансоны 6 вначале сжимают карамельки, т. е. боковые цепи 1 давят на хвостовики 2. Затем цепи расходятся в стороны и не соприкасаются с хвостовиками. В этот момент штифты 3 встречаются с неподвижными направляющими 5 и под их давлением отводят пуансоны в стороны, освобождая карамель.
В зависимости от формы и размера карамели необходимо менять положение боковых цепей для изменения степени сближения пуансонов. Регулировка сближения пуансонов осуществляется механизмом, показанным на рис. в. Вращая рукоятку 6, перемещают винт 7, который через рычаги 9 и 5 поворачивает вокруг оси 2 коромысло 3. Оно передвигает полозки 1, вращающиеся вокруг неподвижного стержня 4. Пружины 8 являются предохранительными.
Техническая характеристика машины приведена в табл.
Таблица. Техническая характеристика штампующих и режущих машин
|
Показатель |
MBC |
А2-ШФК |
ЛРМ |
Ш-3 |
|
Производительность, кг/ч |
650 |
600 |
1500 |
500... 845 |
|
Скорость рабочего органа, м/с |
0,57 |
0,96 |
0,3...1,8 |
0,74... 1,07 |
|
Потребная мощность, кВт |
1,0 |
1,5 |
1,0 |
2,2 |
|
Габаритные размеры, мм |
650х500х |
1238х1075х |
860х520х |
1200х900х |
|
x1140 |
х1275 |
х1035 |
х1200 | |
|
Масса, кг |
250 |
880 |
209 |
825 |