Организация складских процессов с элементами логистики
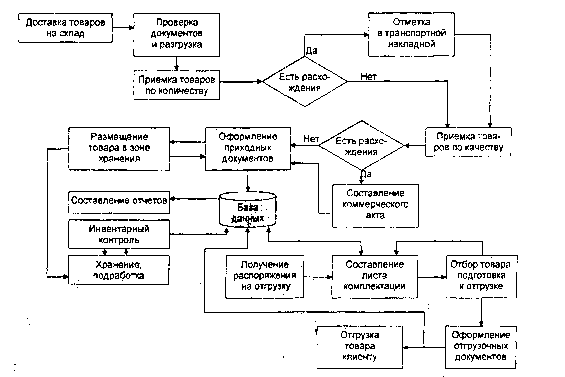
На различных участках склада выполняются определенные логистические операции. Так, на участке разгрузки осуществляется механизированная и ручная разгрузка товаров из транспортных средств, в приемочной экспедиции, которая размещается в отдельном помещении склада, осуществляется приемка прибывшего в нерабочее время груза по количеству мест и его кратковременное хранение до передачи в основной склад; на участке приемки (размещается в основном помещении склада) - приемка товаров по количеству и по качеству (грузы на участок приемки могут поступать из участка разгрузки и из приемочной экспедиции); на участке хранения (главная часть основного помещения склада) ведется размещение груза на хранение, отборка груза из мест хранения; на участке комплектования (размещается в основном помещении склада) - формирование грузовых единиц, содержащих подобранный в соответствии с заказами покупателей ассортимент товаров; в отправочной экспедиции - кратковременное хранение подготовленных к отправке грузовых единиц, организация их доставки покупателю; на участке погрузки - погрузка товаров на транспортные средства (ручная и механизированная). Общая схема технологического процесса на складе представлена на рис.
В основе технологии складского процесса лежит рациональное построение, четкое и последовательное выполнение складских операций, постоянное совершенствование организации труда и технологических решений, эффективное использование подъемно-транспортного и технологического оборудования.
Правильно организованный технологический процесс работы оптового предприятия должен обеспечивать:
• четкое и своевременное проведение количественной и качественной приемки товаров;
• эффективное использование средств механизации погрузочно-разгрузочных и транспортно-складских работ;
• рациональное складирование товаров, максимальное использование складских объемов и площадей, сохранность товаров и других материальных ценностей;
• выполнение требований по рациональной организации работы зала товарных образцов, складских операций по отборке товаров с мест хранения, комплектованию и подготовке их к отпуску;
• четкую работу экспедиции и организацию централизованной доставки товаров покупателям;
• последовательное и ритмичное выполнение складских операций, способствующее планомерной загрузке работников склада, и создание благоприятных условий труда.
Существенным резервом повышения эффективности функционирования материалопроводящих систем является переход от традиционно разрозненного решения задач складирования и транспортировки к проектированию единых транспортно-складских процессов.
Сопряженность складского процесса с внешней средой достигается решением различных задач, значительная часть которых связана с обработкой материальных потоков на постах разгрузки и приемки товаров.
Надежность и экономичность работы склада зависит оттого, насколько верно определено количество постов для выполнения погрузочно-разгрузочных работ. Увеличение этого количества влечет за собой рост строительных затрат и эксплуатационных расходов, сокращение - увеличивает очередь ожидающего обслуживания транспорта, т.е. потребность в площади для парковки и маневрирования. Кроме того, ожидание разгрузки - это расходы, связанные с простоем транспорта.
Таким образом, при определении количества постов обслуживания транспорта необходимо находить компромисс между размером расходов на строительство и эксплуатацию постов обслуживания транспорта, размером суммарных расходов на строительство площадок для ожидания и маневрирования транспорта и на возможный простой транспортных средств в ожидании обслуживания.
В общем виде сказанное можно выразить формулой

где С -суммарные экономические затраты и потери; С1 - расходы, связанные со строительством и эксплуатацией одного поста обслуживания транспорта; N - количество постов обслуживания; С2 - затраты и потери, связанные с организацией ожидания и возможным простоем транспорта, приходящиеся на единицу транспортного средства; К - среднее число единиц транспорта, ожидающих разгрузки.
Очевидно, что при увеличении N очередь, т.е. значение К, сокращается. Пропускная способность погрузочно-разгрузочной зоны зависит не только от числа постов, но и от грузоподъемности поступающего транспорта. Проведенные методом теории массового обслуживания расчеты показывают, что при заданном числе постов, например четырех, и при заданном значении очереди на разгрузку, например не более одной машины, количество обрабатываемых на участке грузов прямо пропорционально грузоподъемности обслуживаемого транспорта.
Рассмотрим достоинства и недостатки совмещения постов погрузки и разгрузки. Прием и отправка грузов со склада могут выполняться на одном совмещенном участке, а могут быть пространственно разъединены. И тот, и другой варианты имеют свои преимущества и недостатки.
Совмещение участков поступления и отпуска груза позволяет:
• сократить размер площади, необходимой для выполнения соответствующих операций;
• облегчить контроль операции разгрузки и погрузки - операции с высокой интенсивностью материальных, транспортных и людских потоков;
• повысить использование оборудования за счет сосредоточения в одном месте всего объема погрузочно-разгрузочных работ, более гибко использовать персонал.
Основным недостатком совмещения участков приемки и отпуска грузов является появление так называемых встречных грузовых потоков со всеми вытекающими отсюда сложностями, в том числе и с возможной путаницей между отправляемыми и получаемыми товарами.
Организация приемки и отправки в одном месте будет существенно затруднена, если тип и размеры прибывающего и отправляемого со склада транспорта различны. Облегчить организацию совмещенного участка может разъединение по времени операций поступления и отправки.
Размещение товаров на складе. Склад является важным и наиболее общим элементом логистических цепей. Рационализация материальных потоков на нем - резерв повышения эффективности функционирования любого предприятия.
Задача определения приемлемого варианта размещения товаров на складе не является новой для торговли и системы
материально-технического снабжения. Разработаны различные алгоритмы решения этой задачи с помощью ЭВМ. Решение заключается в определении оптимальных мест хранения для каждой товарной группы. Несмотря на очевидное достоинство этих методов их применение одерживается необходимостью наличия на складах соответствующего программного обеспечения и вычислительной техники, а также специально подготовленного персонала.
Названные ограничения могут быть преодолены в результате применения метода Парето. Использование этого метода позволяет минимизировать количество передвижений на территории склада посредством разделения всего ассортимента на группы, требующие большого количества перемещений, и группы, к которым обращаются достаточно редко. Как правило, часто отпускаемые товары составляют лишь небольшую часть ассортимента, и располагать их необходимо в удобных, максимально приближенных к зонам отпуска местах, вдоль так называемых «горячих» линий.
Товары, требующиеся реже, отодвигают на «второй план» и размещают вдоль «холодных» линий.
Вдоль «горячих» линий могут располагаться также крупногабаритные товары и товары, хранящиеся без тары, так как их перемещение связано со значительными трудностями.
Отбор ассортимента по заказу оптовых покупателей Операции ручной отборки и подготовки товаров к отпуску являются на складах предприятий оптовой торговли наиболее трудоемкими. Стоимость рабочей силы на участке подборки может составлять до 50% стоимости всей рабочей силы, используемой на складе.
Хронометраж работы отборщика показывает, что его рабочее время может распределяться следующим образом:
- отборка товара по заказу покупателей -10%;
- вынужденный простой во время пополнения запаса в зоне отборки либо во время работы в этой зоне другого отборщика -20%;
- работа с отборочными листами - 30%;
- перемещение между местами отборки - 40%.
Актуальность задачи сокращения времени на перемещение очевидна. Ее решение заключается в выделении на складе зоны для хранения резервного запаса и зоны для хранения отбираемого запаса. Отбираемые запасы располагают на нижних ярусах стеллажей, т.е. в доступных для осуществления операции отборки местах.
Разделение резервного и отбираемого запаса может осуществляться двумя способами:
- вертикальное разделение, когда резервный запас находится над отбираемым;
- горизонтальное разделение, когда резервный и отбираемый запасы находятся в разных местах склада.
Зону для хранения отбираемого запаса следует разделить на «горячую», максимально приближенную к отправочной экспедиции, и «холодную» - остальную часть склада, доступную для совершения операции отборки. В «горячей» зоне размещают отбираемый запас товаров с высокой частотой заказов, в «холодной» - с низкой.
Для того чтобы определить, какие товары разместить в «горячей» части зоны хранения отбираемого запаса, необходимо выявить позиции, встречающиеся в заказах покупателей чаще всего. Здесь также необходим анализ по методу Парето, для выполнения которого для каждой товарной позиции указывают информацию о количестве заказов, требующих ручной отборки. Следует иметь в виду, что высокая оборачиваемость товара совсем не означает, что с ним приходится много работать отборщику, так как товар может отпускаться большими партиями.
Сокращение вынужденного простоя обеспечивается за счет организации хранения товаров, пользующихся высоким спросом, в нескольких местах зоны отборки. Таким образом, у разных отборщиков появляется возможность одновременно отбирать один и тот же товар.
Персонал, осуществляющий отборку товаров, и персонал, занимающийся пополнением запасов, работают в одной зоне-зоне хранения. Маршруты их движения не будут пересекаться, если:
- пополнение резервного запаса и запаса участка комплектования осуществлять с разных сторон стеллажа. Следует, однако, учитывать, что, снижая таким образом простои персонала, мы в то же время ухудшаем показатели использования емкости склада;
- работу персонала, пополняющего запасы и занимающегося отборкой, развести по времени. Например, одна смена пополняет запасы, другая занимается отборкой. Смещение по времени может охватывать не всю смену, а лишь часть ее.
Применяются два метода отборки товаров: индивидуальная и комплексная.
Под индивидуальной отборкой понимается последовательное укомплектование отдельного заказа. При этом товар должен сразу укладываться в соответствующую тару и по окончании операции быть готовым к проверке и отправке.
Комплексная отборка применяется, как правило, при выполнении небольших заказов. Работник, обходя зону отборки, изымает из мест хранения товары для нескольких заказов согласно свободному отборочному листу. При этом цепь операций по подборке отдельного заказа увеличивается, так как появляется дополнительная операция по превращению комплексной отборки в индивидуальную, однако общее число цепей сокращается. Здесь необходимо находить компромиссное решение в каждом конкретном случае.
Интересным решением является загрузка товара в автомобиль для доставки в виде комплексной отборки и превращение ее в индивидуальную в процессе выдачи товара из транспорта поставщика.
При высокой оборачиваемости и широком ассортименте один заказ может одновременно подбираться несколькими отборщиками на разных участках зоны хранения отбираемого запаса. Впоследствии отобранные части соединяются в единый заказ.
В процессе выполнения заказа отборщик должен располагать информацией о том, где размещены товары; сколько товара необходимо; кому предназначен товар; что делать, если отбираемый запас закончился; что делать после отборки заказанного товара. Передача ему информации может осуществляться различными средствами.
Своевременность передачи является необходимым условием высокой интенсивности проходящего через участок отборки материального потока.
Эффективность операций по подготовке товаров к отпуску характеризуется следующими показателями:
- частота отборки, т.е. количество отобранных заказов в единицу времени;
- пропускная способность участка отборки - количество сформированных грузовых единиц (контейнеров, ящиков, поддонов и т.п.) в единицу времени;
- уровень обслуживания заказчиков;
- случаи отсутствия запаса товара, включенного в отборочный лист.