Отливочные машины
Отливочная машина «Гелиос-261» предназначена для отливки помадной массы в крахмальные формы. Она имеет закрепленные на станине цепной конвейер 7, питатель лотков 2, вибрационное 5 и очистительное 3 сита, поворотный механизм 6, выравнивающее устройство 7, шнеки заполнения 8, боковые 9 и нижнюю 10 щетки, штампующий 11 и отливочный 12 механизмы. Вибрационное и очистительное сита смонтированы внутри машины на выдвигаемой станине, что позволяет оперативно очищать или заменять их. Вибрационное сито разделено на щеточный 4 и ситовой ярусы. Сход с вибросита поступает на ленточный конвейер 14. Проход с очистительного сита 3 ссыпается на скребковый конвейер 13.
Отливочная машина комплектуется одним или двумя отливочными механизмами. Основная часть их — дозировочное устройство (рис.) с вертикальными поршнями.
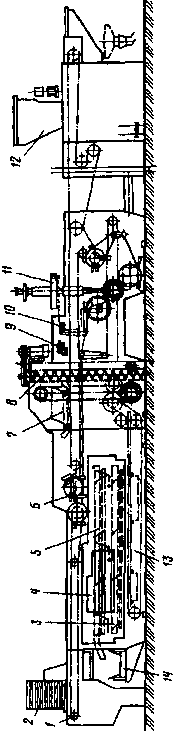
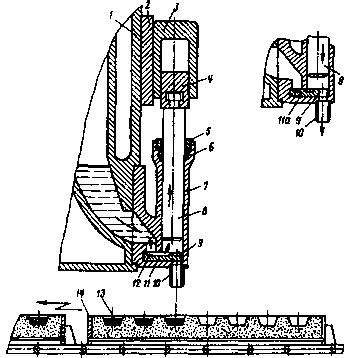
Рис. Схема дозирующего устройства отливочного механизма
Хвостовики поршней 8 вставлены в паз траверсы 4, которая движется в направляющих 3, закрепленных на пластине 2 корпуса 7 загрузочной воронки. Поршни движутся в цилиндрах, выполненных в общей колодке 7. Уплотнение поршня осуществляется сальниковой набивкой 6 и гайкой 5.
Колодка цилиндров вставлена в паз корпуса воронки. В нижней части цилиндра находится золотниковая планка 11, совершающая возвратно-поступательное движение в направлении, перпендикулярном плоскости чертежа. В планке имеются каналы 12, соединяющие полость цилиндра с воронкой; расстояние между каналами равно шагу установки поршней и шагу осей цилиндров. Между каналами в планке просверлены отверстия 9. Когда золотниковая планка займет положение 11, а отверстия 9 соединят полости цилиндра с выходными насадками 10, канал 12 планки уйдет из-под цилиндра и разобщит цилиндр и воронку. При движении поршней вверх масса всасывается из воронки в цилиндр, при движении вниз выдавливается через насадки 10.
Число поршней равно числу ячеек 13 в поперечном сечении лотка 14, которые были выдавлены в крахмале штампующим механизмом.
Техническая характеристика отливочной машины «Гелиос-261»
Производительность, кг/ч......до 1200
Число отливочных механизмов............2
Вместимость воронки, л.......132
Число отливов в минуту.......20...45
Число мерных цилиндров и поршней ... 48
Установленная мощность, кВт................11
Габаритные размеры, мм..............8785х2300х 1150
Агрегат «Холько-Гелиос 171» (рис.) предназначен для формования мелких однородных шоколадных изделий: плиток, монолитных шоколадных фигурок, медалей, листиков, пластинок. Производство таких изделий на крупных отливочных агрегатах нерационально из-за низкой производительности, большого удельного расхода энергии и труда.
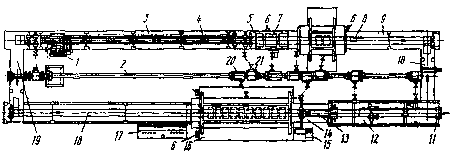
Рис. Агрегат «Холько-Гелиос 171»
Все узлы, связанные с синхронным перемещением форм, приводятся в действие одним главным электродвигателем 1 при помощи продольного главного приводного вала 2 с девятью редукторами 20. От каждого редуктора валами 21 с шарнирами Гука приводится соответствующий узел автомата. Таким образом осуществляется жесткая кинематическая связь между всеми узлами. Управляется автомат с пульта 17. На пульте имеется цветная схема, подсвечиваемая контрольными лампами. Кроме того, каждый редуктор имеет электрическую блокировку и местную контрольную лампу, которая загорается при неполадке в узле, приводимом от этого редуктора. Кроме пульта управления имеются кнопки аварийной остановки автомата у отливочной и выколоточной машин.
Формы не связаны с цепью и свободно перемещаются по направляющим гонками цепи. Транспортер 9 перемещает формы в вертикальный шкаф, вмещающий 60 форм. В шкафу они сначала поднимаются вверх, а затем опускаются вниз и при этом обдуваются воздухом, подогретым в паровом калорифере. Для поддержания постоянной температуры форм 31+1 °С имеется автоматическая система регулирования 8, которая при повышении температуры отключает подачу пара в калорифер и включает пар при понижении температуры форм.
Все подогретые формы в одной рамке заполняются отливочной машиной 7 одновременно за один рабочий ход поршней. Вместимость приемной воронки отливочной машины 25 л. В ней имеется мешалка и две группы по 12 поршней с золотниками и одна сменная распределительная плита.
В рубашке воронки отливочной машины установлен электрический нагревательный элемент, термометр 6 с задающим устройством, центробежный насос для циркуляции воды, контрольная лампа и система автоматического регулирования температуры воды. В одну форму шоколадная масса может подаваться как одним, так и несколькими поршнями — это зависит от распределительной плиты и массы изделия. Машина снабжена контрольным рычагом, который включает отливочную машину лишь при наличии под плитой рамки с формами. Для обрыва нитей массы рамка при заполнении форм шоколадной массой приподнимается, а по прекращении поступления массы резко опускается.
Рамки с заполненными формами транспортером 5 подаются на вибротранспортер 3 с несколькими электродвигателями 4 привода дисбалансных механизмов. Амплитуду колебания направляющих вибротранспортера можно регулировать. Затем рамки с формами перемещаются поперечным транспортером 19, при этом их боковые поверхности очищаются подпружиненными ножами от случайных потеков шоколадной массы. Застывают изделия в формах на горизонтальном транспортере 18 и в вертикальном шкафу-кристаллизаторе 16. В нижнюю часть транспортера 18 холодный воздух подается вентилятором из воздухоохладителя, находящегося в шкафу 16. В его нижней части находятся четыре осевых вентилятора, которые создают непрерывную циркуляцию воздуха через воздухоохладители, расположенные с двух сторон, и 10 ветвей вертикального транспортера. В шкафу находится 300 форм. Воздух в воздухоохладителях охлаждается индивидуальной фреоновой охлаждающей установкой 15 холодопроизводительностью 18,56 кВт. Рамки с готовыми изделиями выводятся из шкафа транспортером 14, при этом устройством 13 на рамку накладывается пластмассовая пластина. Устройство 13 состоит из магазина с пластинами и кулачка, приводимого в движение эектродвигателем мощностью 0,1 кВт. Кулачок вытаскивает из стопы нижнюю пластину. Она ложится на перемещаемую транспортером рамку, которая затем поступает в выколоточную машину 12. В ней рамки поворачиваются на угол я рад.
При ударе по рамкам рычагами изделия выпадают из форм на пластины. После повторного поворота на тот же угол рамки поперечным транспортером 10 подаются в шкаф для подогрева. Пластины с изделиями на них выводятся из выколоточ-ной машины на стол транспортером 11.
Техническая характеристика агрегата «Холько-Гелиос 171»
Производительность, кг/ч..........109...306
Габаритные размеры рамки, мм .... 275x175
Количество холода, кВт............16,0
Мощность электродвигателей, кВт ... 7,5
Габаритные размеры, мм............12700x3700x3170
Конфетоотливочный автомат с вертикальными мерными цилиндрами (рис.) предназначен для получения из бесформенной полужидкой или жидкой конфетной массы (помадной, фруктово-желейной, желейно-мармеладной и т.п.) простых и сложных конфет определенной формы и массы. Отливочный автомат имеет вертикальные мерные цилиндры и плоский золотник, движущийся возвратно-поступательно. Электродвигатель для привода машины присоединяется к шкиву 7.
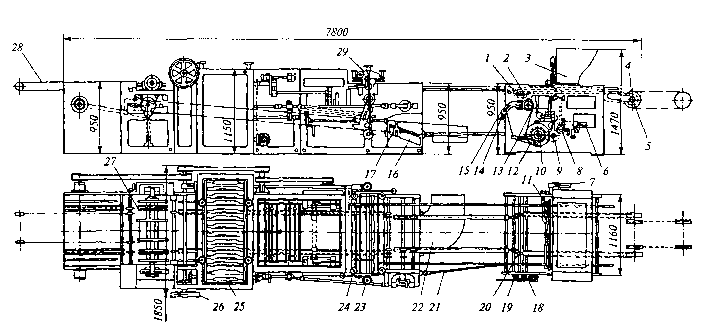
Рис. Конфетоотливочный автомат с вертикальными мерными цилиндрами
Лотки из шкафа ускоренной выстойки транспортером подаются на опрокидыватель 27, с него в наполнитель 25, а затем под штамп 29 и под воронку 3.
Движение от отливочного механизма к транспортерам, опрокидывателю и штампу передается валом 21 через многоступенчатую коробку скоростей 16. Рукояткой 17 изменяют передаточное отношение в ней в зависимости от числа поперечных рядов форм в лотке. Штурвалом 23 регулируют положение штампа над лотком, а винтами 24 выверяют горизонтальность штампа. Число отливов меняют, переставляя накидную шестерню в коробке скоростей поворотом рукоятки 6.
Формы в одном лотке имеют постоянный шаг. Расстояние между последним их рядом в предыдущем и первым рядом в последующем лотке всегда оказывается больше постоянного шага в одном лотке, так как между двумя лотками имеется упор, толкающий предыдущий лоток. Чтобы формы всегда оказывались под насадками отливочного механизма, транспортер 4 должен совершать разные перемещения. Его сложное движение осуществляет механизм, состоящий из кривошипа 10, качающейся кулисы 12, коромысел 13 и 15 с собачками, храповых колес 1 и 2 и пары шестерен 18 и 19, жестко связанных с приводными звездочками 20 транспортера 4.
Работает этот механизм так: при вращении коромысла 13 по часовой стрелке, а коромысла 15 в противоположном направлении собачка коромысла 13, находясь в зацеплении с зубом храпового колеса 2, поворачивает его и звездочку 20 вместе с собой, перемещая транспортер 4 на расстояние между соседними рядами формочек в одном лотке. Собачка коромысла 15 в это время скользит по гладкой поверхности храпового колеса 1 и не передает ему вращения. Храповое колесо 1 при этом поворачивается, получая движение от храпового колеса 2 через шестерни 18 и 19.
Затем коромысла 13 и 15 вращаются в противоположном направлении, тогда собачки скользят по храповым колесам и транспортер 4 остается неподвижным. После нескольких поворотов храповых колес собачки коромысел 13 и 15 окажутся в зацеплении с зубьями храповых колес 1 и 2. Тогда вследствие того, что коромысло 15 вращается с большей угловой скоростью, чем коромысло 13, транспортер получит движение от храпового колеса 1 и переместится на большее расстояние. При этом зубья храпового колеса 2 обгоняют вращающуюся собачку коромысла 13.
Эксцентрик 9 приводит в движение поршни. Их ход регулируется рукояткой 14, с помощью которой перемещается ползун 5 в пазу кулисы 8 до получения нужной порции. Золотник 11 сменный. Он также имеет регулировку хода. Механизмы, не связанные кинематическими соотношениями: вентиляторы, сита, — приводятся от другого электродвигателя, соединенного со шкивом 26.
Готовые конфеты выходят из автомата по лотку 22.
Мерные цилиндры автомата показаны на рис.
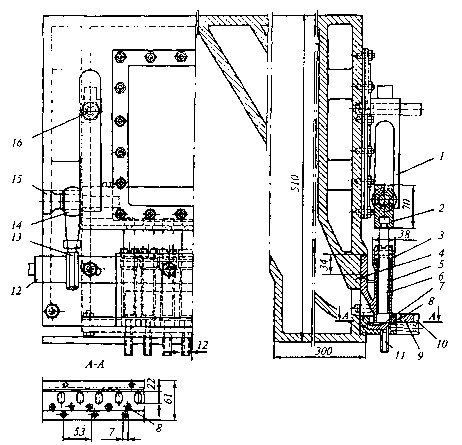
Рис. Мерные цилиндры
Бачок 4 имеет вместимость 70 дм3 и снабжен водяной рубашкой для поддержания требуемой температуры конфетной массы. При движении поршней 6 вверх конфетная масса попадает из бачка в мерные цилиндры через отверстия золотника 7. Мерные цилиндры сделаны в общей объемной колодке 5, прижатой к бачку 4 планкой 12.
Это позволяет легко заменить колодку другой, с иным количеством мерных цилиндров. Сальниковое уплотнение 3 обеспечивает герметичность мерных цилиндров. Поршни всех мерных цилиндров вставлены в паз общего ползуна 2, который движется возвратно-поступательно по направляющим 1. Шатун 13 от приводного механизма ввернут в серьгу 14 и закреплен гайкой. Серьга надета на ось 15, которая находится в ползуне 2.
При замене колодки и чистке мерных цилиндров отвертывают ось 15 и освобождают ползун, после чего его легко вынуть со всеми поршнями, если повернуть направляющие 1 на осях 16. Когда поршни поднимутся в крайнее верхнее положение, золотник 7 переместится на половину расстояния между отверстиями 8 в золотниковой планке, показанными пунктиром. Они сообщают мерные цилиндры с отверстиями в насадках 11. При движении поршней вниз конфетная масса выдавливается через насадки в неподвижные формы. По заполнении одного ряда форм лоток переместится и подведет под насадки следующий ряд форм. Ход сменного золотника регулируется. При установке колодки с другим количеством мерных цилиндров одновременно заменяется и золотник. Ползун, который перемещает золотник 7, движется по пазу 9 в планке 10, закрепленной винтами.
Этот дозирующий механизм, как и любой другой, разбирается для мойки и чистки без применения инструмента. Для устранения кристаллизации сахара на плунжерах иногда устанавливаются ванночки или другие системы с циркулирующей или проточной водой. Перед сборкой после мойки механизм высушивается.
Проходные сечения выбираются возможно большими и по возможности без изменения направлений течения.
Таким образом, в автомате имеются как цепи с жесткими связями (отливочная машина, транспортеры для лотков), так и цепи, в которых кинематическая связь нежесткая (сита, щетки, выравниватели, вентиляторы).
Эти узлы могут приводиться даже от самостоятельных электродвигателей.
Техническая характеристика конфетоотливочного автомата с вертикальными мерными цилиндрами приведена в табл.
Конфетоотливочиый автомат с горизонтальными мерными цилиндрами (рис.) состоит из тех же узлов, что и предыдущий, но конструктивно несколько иначе выполненных. Отливочный механизм автомата имеет горизонтальные мерные цилиндры и параллелепипедный золотник, движущийся возвратно-поступательно.
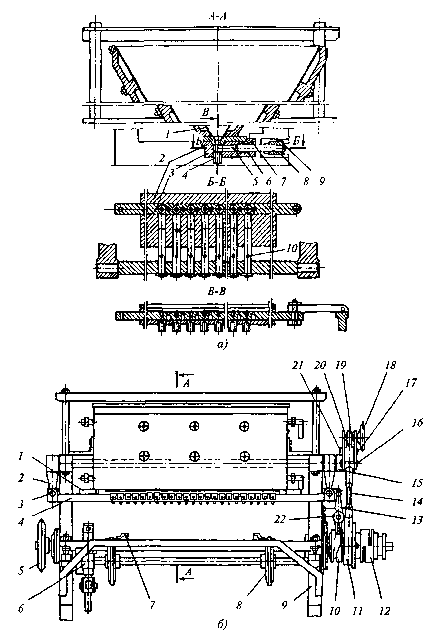
Рис. Конфетоотливочный автомат с горизонтальными мерными цилиндрами и параллелепипедным золотником: а — мерный цилиндр; б — приводные механизмы
Мерный цилиндр изображен на рис. а. При движении поршней 5 вправо конфетная масса поступает из бачка 1, обогреваемого водой, через золотник 3 в мерные цилиндры колодки 2. Когда поршни придут в крайнее правое положение, золотник перемещается в направлении, перпендикулярном движению поршня, на половину расстояния между поршнями. Конфетная масса при движении поршня влево выталкивается через насадки 4 в формы. Поршни всех мерных цилиндров вставляются в планку 8 и закрепляются уголками 9. В мерных цилиндрах поршни уплотняются пружинящими разъемными кольцами 6. Несмотря на уплотнение, очень небольшое количество конфетной массы все же проходит и засахаривает
поршни, затрудняя их движение. Для устранения засахаривания имеются отверстия 7, по которым подается вода для растворения и смыва конфетной массы. На нижнюю поверхность поршня вода попадает порциями через отверстия 10 в поршнях во время совпадения их с отверстиями 7.
На рис. б показан привод поршней и золотника. Звездочка 5 является ведущей для механизма отливки. Она вращает вал, на котором закреплен эксцентрик 11, шатуном 14 приводящий в колебательное движение кулису 15. Кулиса поворачивается вокруг неподвижной оси 16. Второе ее плечо шатуном 2 соединено с поршневой планкой 4, которой закреплены поршни мерных цилиндров. Планка движется по пазам в станинах 9. Винт 3 позволяет легко отделить поршневую планку от шатуна 2, после чего поршни вынимаются из мерных цилиндров.
Положение ползуна 17 изменяют вращением штурвала 18, предварительно отвернув на два оборота гайки 21. На одном валу со штурвалом 18 находится шестерня 19. При вращении штурвала она перекатывается по рейке 20, передвигая ползун 17. Его положение на кулисе 15 определяет ход поршня. После передвижения ползуна снова завертывают гайки 21. Если надо получить ход поршня больше, чем это может дать прорезь в кулисе 15, то изменяют эксцентриситет эксцентрика 11. При изменении хода поршневой планки штурвалом 18 поршни могут упереться в золотниковую планку. Отодвигаются они от золотниковой планки изменением длины одного из шатунов — 14 или 2. Регулировка на двух шатунах сделана из-за слишком широкого диапазона регулирования хода поршня.
Золотник 1 приводится в движение цилиндрическим кулачком 10. В его пазу находится ролик, который закреплен на двуплечем рычаге 13. Рычаг поворачивается вокруг оси 22. Второе плечо рычага 13 соединено с золотником 1, имеющим постоянный ход. Муфта 12 с несимметричными кулачками позволяет включить отливочный механизм лишь при правильном положении его звеньев относительно механизмов остальных машин, составляющих агрегат. Лотки с формочками движутся по направляющим 7 цепного транспортера. Его ведущие звездочки 8 периодически поворачиваются муфтой обгона 6.
Техническая характеристика конфетоотливочного автомата с горизонтальными мерными цилиндрами приведена в табл.
Таблица. Техническая характеристика конфетоотливочных автоматов
|
Показатель |
Тип автомата | ||
|
с вертикальными цилиндрами |
с горизонтальными цилиндрами |
с порядным заполнением форм | |
|
Производительность, кг/ч |
670... 1030 |
600... 1000 |
400...800 |
|
Установленная мощность, кВт |
3,5 |
3,5 |
3,7 |
|
Вместимость бака, дм3 |
70 |
75 |
100 |
|
Число насадок |
24 |
24 |
24 |
|
Количество отливок в минуту |
47...72 |
40...70 |
40...80 |
|
Габаритные размеры, мм |
6500x2650x1800 |
6500x2650x1800 |
12235x2600x17000 |
Конфетоотливочиый автомат, наполняющий формы в три приема (рис.), наполняет порядно формы в несколько приемов; имеет и отливочные механизмы, у которых мерные цилиндры вертикальные, а золотники цилиндрические.
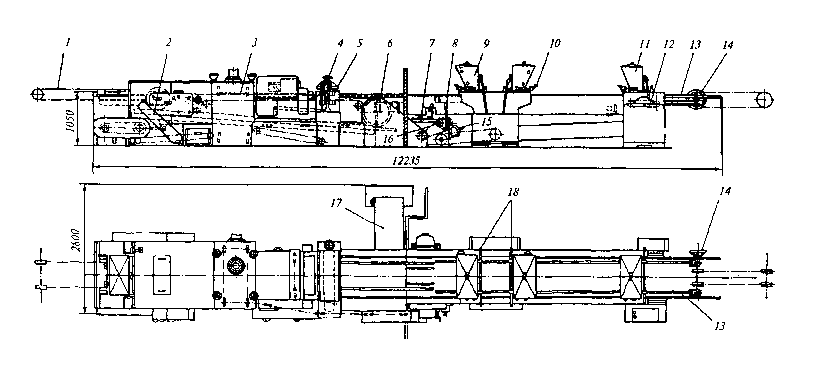
Рис. Конфетоотливочный автомат, наполняющий формы в три приема
Лотки с конфетами подаются из охлаждающей камеры установки ускоренной выстойки транспортером 7 в опрокидыватель 2, где из лотков высыпаются формовочный материал и конфеты. Наполнитель 3 наполняет и выравнивает в лотках формовочный материал. Через наполнитель и штамп проходит один транспортер, приводимый крановым механизмом 6. Штампующий механизм отштамповывает формы, штурвалом устанавливают положение штампа над лотком. Сдвоенный отливочный механизм 9 заполняет формы конфетной массой лишь частично, а отливочный механизм 11 — окончательно.
После выстойки конфеты отделяются от формовочного материала так же, как описано выше. В коробке 12 расположен приводной механизм для транспортера 13, общего для трех отливочных механизмов. Штурвалом 14 его можно поворачивать вручную. Рукоятками 10 смещают отливочные механизмы вдоль станины, добиваясь того, чтобы насадки всех отливочных механизмов приходились над формами в лотках. Рукояткой 8 выключают муфту, которая соединяет приводной шкив с главным валом коробки скоростей 7. Рукояткой 15 переставляют накидную шестерню в коробке скоростей, изменяя количество отливов в минуту. Штурвалом 16 передвигают набор шестерен в коробке скоростей. Транспортер 17 отводит конфеты. Рукояткой 18 отключают отливочные механизмы.
Отливочные механизмы этого автомата имеют вертикальные цилиндры и напоминают по устройству ранее рассмотренные. Они отличаются лишь конструкцией золотника. Левый отливочный механизм 9 наиболее сложен (рис.). Его конструкция позволяет отливать очень вязкую и тягучую массу.
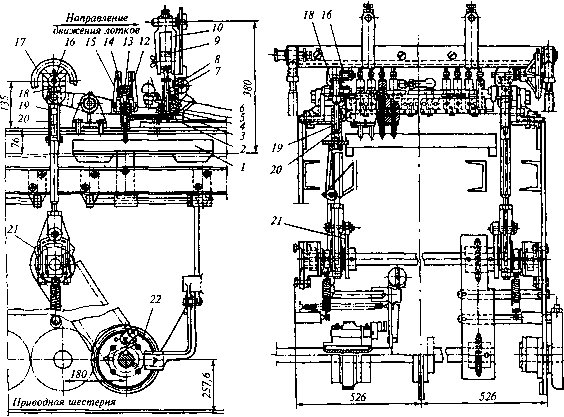
Рис. Отливочная машина для тянущихся конфетных масс
Общая колодка 3 имеет цилиндры, внутрь которых вставлены цилиндрические золотники 7 с дном. В боковой поверхности золотника имеется отверстие 4, через которое конфетная масса попадает внутрь золотников при движении поршней 8 вверх. Поршни уплотнены в золотнике кожаными кольцами 5. Все поршни вставлены в паз общего ползуна 9, который движется возвратно-поступательно в направляющих 10. Когда поршни приходят в крайнее верхнее положение, все золотники поворачиваются планкой 11. Внутренняя полость золотника разобщается с бачком и сообщается с колодкой 2 отверстиями, имеющимися в днище каждого золотника 7. Таким образом, мерным цилиндром является сам золотник, притертый к цилиндру в колодке 3, которая легко может быть заменена колодкой с другим количеством цилиндров. Все золотники удерживаются в цилиндрах общей планкой 6. Через отверстия в колодке 2 масса поступает к неподвижным цилиндрам 12. Каждому поршню 8 соответствует неподвижный цилиндр с подвижной насадкой 13, притертой к цилиндрам.
Все насадки вставлены в общий паз ползуна 14, которому от кулачка 21 сообщается возвратно-поступательное движение по направляющим 15.
При движении поршней 8 вниз масса выдавливается через насадку 13, которая входит внутрь заполняемой формы. Как только наполнение формочки закончено, насадки с ускорением около 40 м/с2 поднимаются вверх, обрывая нити, соединяющие массу в формах с массой в насадках.
Необходимое нижнее положение насадок устанавливается штурвалом 17, который при помощи конической пары 16 и 18 ввертывает винт 79 в тягу 20, поднимая этим ползун 14 с насадками 13. Такое устройство для обрыва нитей конфетной массы более совершенно, чем в полуавтомате для фигурного шоколада. При отливке обычных помадных и других не очень тягучих масс колодка 2 заменяется другой, имеющей цилиндрические насадки. Через них конфетная масса выдавливается в формы.
Отливочный механизм имеет у каждого дозирующего механизма муфту 22, которая отключает его при отсутствии лотка под насадками. Каждая муфта управляется своим роликом 1 через систему рычагов. Муфты имеют такое же устройство, как муфты автомата для фигурного шоколада.
Мармеладоотливочиый агрегат ШФ1-М6 (рис.) предназначен для производства формового яблочного и желейного мармелада разливкой массы в формы. На агрегате выполняются следующие операции: дозирование вкусовых и красящих веществ и перемешивание их с мармеладной массой; одновременная отливка в формы мармеладной массы четырех цветов; желирование мармелада в формах; извлечение мармелада из форм на лотки; посыпка желейного мармелада сахаром; подача лотков от питателя к механизму выборки; мойка форм.
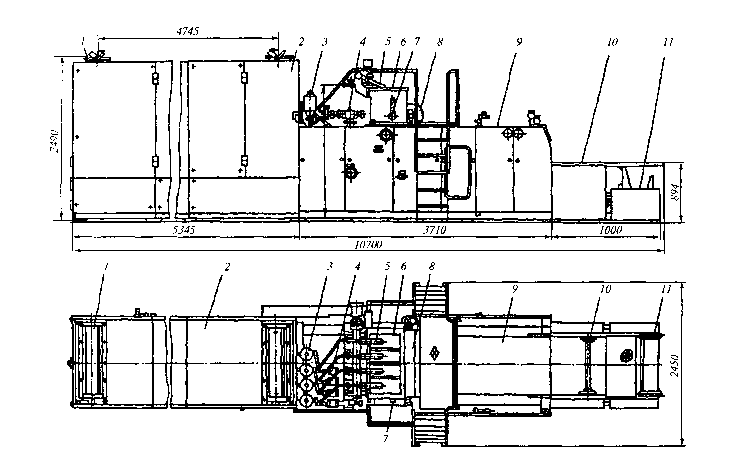
Рис. Мармеладоотливочиый агрегат ШФ1-М6
Мармеладоотливочиый агрегат ШФ1-М6 состоит из камеры желирования, отливочной головки, конвейера с формами и питателя лотков. Смесь кислоты, красителя и эссенции перемешивается с мармеладной массой в вертикальном бункере 3.
Таких бункеров на агрегате четыре, следовательно, можно готовить мармеладную массу четырех цветов. Порция подготовленной мармеладной массы насосами-дозаторами 4 по трубопроводу 5 перекачивается в соответствующие секции бункера 6. Бункер имеет четыре секции и снабжен рубашкой для циркуляции горячей воды. Температуру массы контролируют термометром 7. Внутри бункера находится вал с лопастями, которые непрерывно перемешивают массу, не допуская ее накапливания на стенках бункера.
К нижней части бункера прикреплена золотниковая коробка 8, в которой находятся 20 вертикальных плунжеров и золотников. Привод плунжеров и золотников осуществляется через систему рычагов от кулачкового вала. Объем разливаемой мармеладной массы регулируется как с общего привода, так и с каждого плунжера отдельно, что позволяет добиться точной дозировки порции.
Устройства подготовки и отливки мармеладной массы расположены над конвейером 9 с формами. Он состоит из двух бесконечных цепей с закрепленными на них четырьмя пластинами, каждая из которых имеет два ряда выштампованных формочек различной конфигурации с рельефным рисунком. Объем формочки рассчитан на одно изделие массой 14 г.
Формы с отлитой в них мармеладной массой направляются в камеру желирования 2, которая представляет собой закрытый теплоизолированный шкаф, разделенный на два отделения. В верхнем отделении находится воздухоохладитель, состоящий из двух рассольных батарей и вентиляторной установки. Воздух, проходя через воздухоохладитель, охлаждается и затем подается для охлаждения мармелада. На перекрытии камеры желирования установлено два патрубка 7 прямоугольного сечения для подсоса свежего воздуха и удаления увлажненного. Патрубки перекрываются шиберными заслонками.
По окончании желирования формы с мармеладом в перевернутом виде выводятся из камеры желирования и поступают к механизму выборки, который установлен внутри станины машины и состоит из подогревателя и пневматического встряхивателя. При нагревании поверхность изделий оплавляется и у них ослабляется связь с материалом форм. Кроме того, к тыльным сторонам ячеек, в которых просверлено 8... 10 отверстий диаметром 0,3 мм, подводится сжатый воздух. Под давлением воздух выталкивает мармелад на лотки.
Лотки устанавливаются в бункер подающего конвейера 11, который отделяет стопки. Лоток поднимается к механизму выборки и после заполнения мармеладом выводится из машины конвейером 10.
При переходе на выпуск желейного мармелада на конвейер 10 подачи лотков дополнительно устанавливают ленточный конвейер, на который производится выборка мармелада. Конвейер сбрасывает мармелад в лотки с сахаром. Время желирования может изменяться с помощью вариатора, входящего в привод агрегата.
Техническая характеристика мармеладоотливочного агрегата ШФ1-М6
Производительность, кг/ч.......1200
Число отливов в минуту..............20...45
Число мерных цилиндров и поршней..... 20
Установленная мощность, кВт ...... . 10
Габаритные размеры, мм............10700x2450x2490
Отделочная машина БЭО (рис. а) предназначена для наполнения заготовок пирожных кремом и отделки верхней поверхности. Основные части машины — горизонтальный цепной конвейер 1 с ячейками 2, механизм 3 ориентирования заготовок, нагнетатель начинки 8, намазывающее устройство 9, а также привод. В механизм 3 входят девять наклонных лотков 7, разделенных перегородками 4, и гребенка 5, соединенная цепной передачей 6 с приводом.
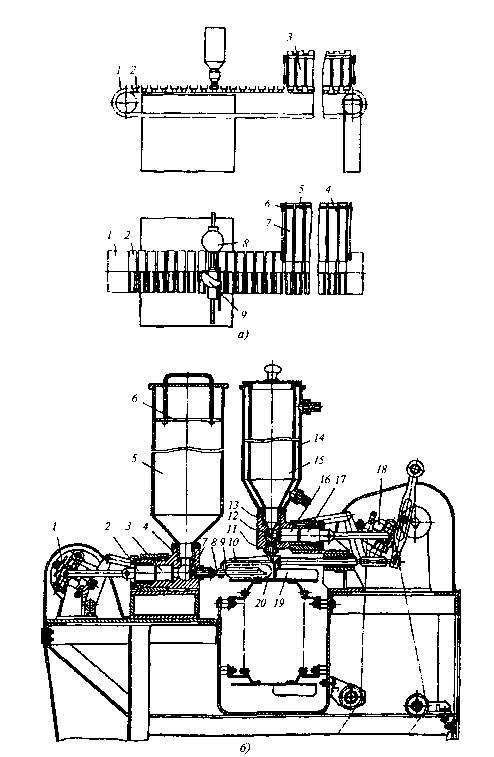
Рис. Отделочная машина БЭО: а — общий вид; б — разрез нагнетателя начинки и намазывающего устройства
Нагнетатель начинки (рис. б) имеет емкость 5, на выходе из которой установлена золотниковая коробка 4 с золотником 7. Он последовательно соединяет емкость 5 с поршневой коробкой 3.
Размещенный внутри нее поршень 2 содержит полую иглу 8, служащую одновременно для прокалывания заготовки 20 и наполнения ее внутренней полости начинкой. Поршень 2 соединен с приводом 1.
Ось иглы совпадает с осью заготовки 20, расположенной в ячейке 19 цепного конвейера. К игле 8 по всей ее длине прикреплена прямоугольная пластина 9, предотвращающая поворот заготовки на игле. В емкости 5 находится диск 6, который силой своей тяжести подпрессовывает начинку.
Намазывающее устройство содержит емкость 15 с водяной рубашкой 14 для отделочного полуфабриката. На выходе из нее размещена золотниковая коробка 13 с золотником 12, соединяющим последовательно емкость 15 с поршневой коробкой 16 с размещенным внутри нее поршнем 17 и поршневую коробку 16 с полой насадкой 11, через которую на верхнюю поверхность заготовки наносится отделочный полуфабрикат. Отверстие насадки 11 для выхода отделочного полуфабриката расположено над отверстием иглы 8 для вывода начинки.
В одной вертикальной плоскости с иглой 8 и насадкой 11 установлено приспособление для надвигания на иглу и съема с нее заготовки, выполненное в виде скобы 10, жестко соединенной со штоком, сообщающим скобе от привода 18 возвратно-поступательное движение. В скобе со стороны иглы выполнено отверстие для ввода и вывода ее.
Техническая характеристика отделочной машины БЭО
Производительность заготовок в час .... до 1 ООО
Вместимость емкостей дозаторов, дм3 до 12
Установленная мощность, кВт.....1,1
Габаритные размеры, мм..............3200x1060x1570