Технологическая линия производства вафель
Характеристика продукции, сырья и полуфабрикатов. Вафли — мучные кондитерские изделия, представляющие собой тонкие выпеченные листы, прослоенные начинкой или без нее. Вафельные листы обладают специфическим свойством издавать хруст при раскусывании. Это обусловлено низким содержанием влаги, рифленой клетчатой поверхностью и мелкопористой внутренней структурой листов. Вафельные листы являются составной частью вафель, вафельных тортов, конфет на вафельной основе и др. Вафельные листы и стаканчики применяют при производстве мороженого.
В состав рецептуры вафельных листов входят мука пшеничная, питьевая вода, соль, гидрокарбонат натрия (сода), а также растительное масло и лецитин — натуральный эмульгатор. Два последних компонента могут быть заменены яйцепродуктами.
Для прослойки вафель применяют жировые, пралиновые, фруктовые, помадные и другие начинки. Наибольшее количество вафель вырабатывают с жировыми начинками, представляющими собой однородную, пышную, хорошо взбитую массу. Рецептура жировой начинки включает жир, сахарную пудру, лецитин, крошку (измельченные обрезки вафель), вкусовые добавки (эссенции, лимонная кислота), а также красители.
Особенности производства и потребления готовой продукции. В настоящее время для производства вафель применяют поточные линии, в которых непрерывные процессы выпечки вафельных листов, намазки и резки вафельных пластов сопряжены с порционным приготовлением вафельного теста и жировых начинок. Разработаны также способы и оборудование для непрерывного приготовления вафельного теста и жировых начинок.
Особенностью производства вафельных листов является их формование методом отливки и выпечка в полости между двумя металлическими плитами, сопряженными с зазором 2...3 мм. Качество выполнения этих операций существенно зависит от точности дозирования порции теста при подаче его на формование, обусловленной низкой вязкостью теста Тесто с большой вязкостью неточно дозируется, кроме того, оно медленно и неравномерно растекается по поверхности плиты формы, в результате вафельные листы имеют различную толщину и неравномерно выпекаются.
Свойства вафельного теста зависят от рецептуры и технологии производства. Количество и качество клейковины, содержащейся в муке, оказывают большое влияние на вязкость теста. Оптимальную вязкость имеет вафельное тесто, приготовленное из «слабой» муки, содержащей не более 32 % слабой клейковины. «Слабой» считают муку, которая при замесе теста нормальной консистенции поглощает относительно мало воды. Тесто из такой муки в процессе замеса и технологической обработки изменяет свои физические свойства в направлении снижения вязкости.
Для снижения вязкости вафельного теста необходимо ограничить набухаемость белковых веществ, содержащихся в муке. Этому способствуют имеющиеся в составе рецептуры жиросодержащие компоненты. Положительный эффект их применения достигается при условии образования жировой прослойки между наибольшим числом частиц муки, находящейся в тесте. Для этого необходимо диспергировать и гомогенизировать жиросодержащие компоненты, т.е. добиться тонкого измельчения жировой фазы и равномерного распределения ее в объеме теста.
При диспергировании жиров требуется не только измельчить частицы жира, но и исключить их повторное слипание. Это достигается при введении в состав рецептуры эмульгаторов — поверхностно-активных веществ, обладающих способностью при введении в небольших количествах способствовать образованию стойких жировых эмульсий (смесей воды и жира). Следует отметить, что диспергирование и гомогенизация жиросодержащих компонентов не только обеспечивают снижение вязкости вафельного теста, но и позволяют уменьшить его влажность, сократить количество оттеков при формовании и исключить прилипание выпеченных вафельных листов к формам.
Консистенция вафельного теста существенно зависит от влажности, температуры и продолжительности замеса. Необходима минимальная влажность теста, при которой обеспечивается устойчивая дисперсная система, не образующая агрегатов из частиц муки. При температуре выше 20 °С увеличивается вязкость теста вследствие большой набухаемости белков клейковины, а при сокращении продолжительности замеса тесто имеет неравномерную густую консистенцию.
В процессе выпечки необходимо удалить из теста значительное количество влаги (180 % к массе сухого вещества). Вследствие большой поверхности выпаривания в вафельных формах и небольшой толщины листов процесс выпечки продолжается в течение 2.. .3 мин при температуре поверхности плит 150... 170 °С. Наиболее интенсивная влагоотдача наблюдается в начале выпечки. Вафельное тесто с первых секунд выпечки должно получать от греющих поверхностей вафельной формы наибольшее количество теплоты. Это приведет к интенсивному массообмену в контактном слое и к наибольшей влагоотдаче теста.
Особенностью выпечки вафельного полуфабриката является то, что разрыхление теста происходит благодаря бурному парообразованию. Использование химических разрыхлителей (гидрокарбоната натрия) незначительно влияет на образование пористой структуры листа, но позволяет увеличить хрупкость листов.
В конце выпечки, когда происходит удаление адсорбционно связанной влаги, затраты теплоты следует уменьшить, так как интенсивный подвод теплоты приводит к обугливанию изделий в результате резкого повышения температуры поверхности листа, примыкающего к вафельной форме. Хорошо выпеченный лист легко снимается с вафельной формы, обладает нормальным цветом и хрупкостью, что и характеризует момент окончания процесса выпечки.
Большое значение для получения вафельных листов высокого качества имеет процесс охлаждения их после выпечки. На некоторых предприятиях вафельные листы после выпечки складывают в стопки и помещают для длительной выстойки (до 10 ч) в теплую камеру. При этом способе выстойки все листы искривляются, а часть листов растрескивается. Листы такого качества можно намазывать начинкой только на малопроизводительных валковых машинах, требующих значительных затрат ручного труда.
Охлаждение вафельного листа (каждого в отдельности) при температуре и относительной влажности воздуха в помещении является наиболее рациональным режимом охлаждения, так как при этом увеличивается площадь теплоотдачи и за счет этого продолжительность охлаждения сокращается до 2.. .3 мин. Этот способ охлаждения предотвращает искривление вафельных листов и позволяет применять машины для автоматизированной намазки листов начинкой.
Вафли заворачивают во влагостойкие, жиро- и маслонепроницаемые упаковочные материалы: пергамент, пергамин, полимерная или комбинированная пленка и др. Срок хранения вафель с жировыми начинками составляет от двух до шести месяцев в зависимости от свойств применяемого жира и вида упаковки.
Стадии технологического процесса. Приготовление вафель с начинкой можно разделить на следующие основные стадии и операции:
— подготовка сырья к производству: хранение, смешивание, просеивание и дозирование муки; подготовка питьевой воды; приготовление водного раствора смеси соли и соды, смеси растительного масла и лецитина и последующего приготовления из этих компонентов концентрированной эмульсии для теста; измельчение сахара-песка и вафельных обрезков; приготовление водного раствора смеси лимонной кислоты и эссенции, смеси жира и лецитина и последующего приготовления из этих компонентов эмульсии для начинки;
— приготовление вафельного теста: дозирование муки, воды и концентрированной эмульсии; замес вафельного теста;
— приготовление начинки: дозирование жира, сахарной пудры и эмульсии; замес начинки;
— дозирование вафельного теста, отливка порций теста в вафельные формы и выпечка вафельных листов;
— охлаждение вафельных листов;
— приготовление вафельных блоков;
— охлаждение вафельных блоков;
— резка вафельных блоков на заготовки;
— упаковывание вафель в потребительскую и торговую тару.
Характеристика комплексов оборудования. Начальные стадии технологического процесса производства вафель с начинками выполняются при помощи комплексов оборудования для измельчения сахара-песка и вафельных обрезков, приготовления эмульсий для теста и начинки. В состав этих комплексов входят ударно-центробежные и валковые мельницы, растворители, обогреваемые емкости с мешалками, а также оборудование для дозирования рецептурных компонентов.
Два следующих комплекса выполняют замесы вафельного теста и начинки. Они состоят из дозирующего оборудования и месильных машин.
Ведущий комплекс оборудования линии предназначен для получения заготовок вафель и содержит оборудование для формования, намазки, охлаждения и резки вафельных пластов.
В заключительный комплекс линии входит оборудование для упаковывания вафель в потребительскую и торговую тару.
На рис. показана машинно-аппаратурная схема линии производства вафель с жировыми начинками, в состав которой входит оборудование для непрерывного приготовления вафельного теста и начинок.
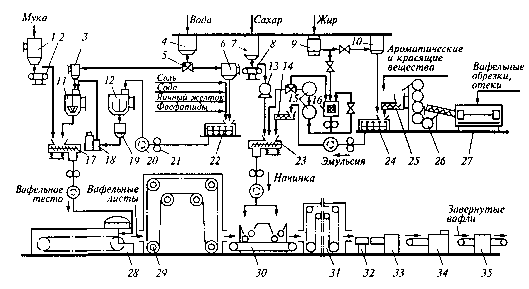
Рис. Машинно-аппаратурная схема линии производства вафель
Устройство и принцип действия линии. Приготовление теста непрерывным способом осуществляется путем предварительного приготовления эмульсий из всех компонентов рецептуры, за исключением муки, и последующего смешивания ее с мукой.
Приготовление эмульсии производят следующим образом. В эмульсатор 22 периодического действия с Т-образными лопастями с частотой вращения 270 мин-1 сначала загружают желток или меланж, предварительно разведенный в воде в соотношении 1:1, затем растительное масло, пищевые фосфатиды, гидрокарбонат натрия (соду) в виде 7,5 %-ного раствора, соль и перемешивают в течение 10... 15 мин. К полученной из распределительного бака 4 через кран 5 с помощью порционного дозатора 6 добавляют примерно 5 % общего количества воды, идущей на замес теста, и перемешивают еще 5 мин. Полученную концентрированную эмульсию подают насосом 21 через фильтр 20 в расходную емкость 12 с мешалкой, откуда она поступает в бачок постоянного уровня 19. Бачок обеспечивает стабильный напор на всасывающей линии плунжерного насоса-дозатора 18, направляющего эмульсию в гомогенизатор 11. В нем при интенсивном перемешивании в небольшом объеме концентрированная эмульсия смешивается с оставшимся количеством воды, подаваемой из дозатора 3 непрерывного действия.
После гомогенизатора 11 разбавленная эмульсия непрерывно поступает в вибрационный смеситель 17. Туда же из бункера 1 дозатором 2 непрерывно подается просеянная мука. Непрерывное интенсивное смешивание разбавленной эмульсии с мукой при одновременном воздействии направленных вибрационных колебаний позволяет ускорить приготовление вафельного теста.
Из приемного бачка смесителя готовое тесто с помощью насоса процеживается через фильтр и подается в расходный бачок вафельной печи 28. Температура готового теста должна быть не выше 20 °С, влажность 58...65 %. Формование вафельных листов осуществляется путем отливки заданной порции теста непосредственно в формы печи 28. Тесто заполняет внутреннюю полость толщиной 2.. .3 мм между металлическими плитами вафельной формы. Стабилизация формы листа происходит в результате удаления влаги при выпечке. Температура выпечки составляет 170.. .210 °С, продолжительность выпечки 2...3 мин, влажность выпеченного вафельного листа 0,7... 1,3 %, его масса — 48...52 г.
Вафельные листы из печи 28 подаются на люльки конвейера 29 и охлаждаются до температуры воздуха в помещении цеха, а затем поступают в намазывающую машину 30.
Непрерывное приготовление начинки осуществляется следующим образом. Вафельные обрезки и оттеки предварительно измельчают в меланжере 27, а затем в пятивалковой мельнице 26. Полученная вафельная крошка подается шнековым дозатором 25 в смеситель 24. В него же из темперирующей машины 9 с помощью дозатора 10 подается расплавленный жир (около 20 % общего его количества, идущего на приготовление начинки), в котором растворяют лецитин. В приемную воронку смесителя 24 дозируют также растворы лимонной кислоты, ароматизирующей эссенции и красителя. В результате смешивания этих компонентов получается пастообразная эмульсия, которая шестеренчатым насосом подается через фильтр в дозатор непрерывного действия 14. Из него эмульсию дозируют в вибросмеситель 23.
Жир (в блоках) подают в темперирующую машину 9 и после перевода в жидкообразное состояние большая часть жира насосом непрерывно подается в охладитель 15 через сетчатый фильтр 16.
Благодаря охлаждению до 20.. .23 °С и механической обработке жир приобретает сметанообразную консистенцию с большим количеством центров кристаллизации и непрерывно загружается в вибрационный смеситель 23.
Сахар-песок из бункера 7 дозатором 8 подается в микромельницу 13, откуда в виде пудры направляется в вибросмеситель 23.
В результате интенсивной обработки смеси вышеперечисленных рецептурных компонентов в вибросмесителе 23 образуется пышная, взбитая жировая начинка. Она насосом через сетчатый фильтр подается в приемную воронку намазывающей машины 30.
В этой машине при помощи намазывающих механизмов на листы наносится слой начинки, а после укладки намазанных листов в стопки образуются многослойные вафельные пласты. На выходе из машины 30 пласты укладывают на люльки конвейера охлаждающего аппарата 31, а затем штабелером 32 в стопки. Далее пласты разрезают на отдельные изделия при помощи резальной машины 33. Заверточной машиной 34 вафли упаковывают в пакеты или пачки, которые затем укладывают в гофрокороба, заклеиваемые машиной 35. Готовая продукция направляется на склад.